
扁平形涤纶工业丝生产工艺探讨
2013-12-08 07:23王利娜迟长龙邓照西
合成纤维工业 2013年4期
王利娜,迟长龙,邓照西
(1.河南工程学院材料与化学工程系,河南 郑州450007;2.郑州华信学院药学系,河南郑州451150)
扁平丝因纤维横截面的扁平化赋予了产品特殊的闪亮光泽、高抱合性、优异的毛直立性,广泛应用于高级毛毯、高档织物中。对于扁平纤维生产的熔纺理论,国外学者进行了较深入的研究,如Takarada等[1]通过建立模型和实验方法,对扁平和中空纤维进行了研究;国内对于异形纤维纺丝理论的研究相对较少,王华平等[2]对中空纤维的成形机理进行了研究,杨崇倡等[3]则以圆形纤维成形理论为基础,提出了扁平纤维的成形机理。国内对扁平形等异形纤维的具体生产工艺研究得较多[4-5],但这些均集中在涤纶民用丝的研究上,对于异形涤纶工业丝的研究较少。
作者采用Barmag工业丝设备及自主设计的喷丝板,通过工艺优化生产出具有较好扁平截面且物理机械性能良好的扁平形涤纶工业丝,其产品在改善普通工业丝产品外观的前提下,可以降低网络压力,节约成本。
1 试验
1.1 原料
增黏聚酯切片:特性黏数([η])1.04 dL/g,浙江古纤道新材料有限公司生产。
1.2 设备
涤纶工业丝生产设备:15E10螺杆,SP46纺丝箱体,ACW41-1200/4卷绕头,瑞士苏拉纺织集团德国巴马格公司制;扁平形喷丝板:自主设计,常州喷丝板厂加工。
1.3 扁平形涤纶工业丝的工艺流程
在涤纶工业丝设备上生产1 110 dtex/192 f高强扁平形涤纶工业丝,其生产流程如图1所示。

图1 扁平涤纶工业丝生产工艺流程Fig.1 Flow chart of flat PET industrial yarn production
1.4 分析测试
异形度:用哈氏切片器制样,并用奥林巴斯X31显微镜进行拍照,按照标准FZ/T50002—91化学纤维异形度试验方法进行测定计算。
力学性能:使用Instron5566电子强力拉伸仪进行力学性能测试。
2 结果与讨论
2.1 喷丝板的设计
聚酯熔体为非牛顿粘弹体,在毛细孔中作粘性流动的同时也发生弹性形变,而弹性能在出喷丝板孔后的释放将会影响丝条异形截面的形状,因此合理设计喷丝板微孔的几何形状和尺寸十分重要[6-7]。
因为考虑到熔体的出口胀大效应存在,会使得纤维截面偏离喷丝孔的形状,所以为了得到扁平截面的纤维,设计的喷丝板孔长度方向为内凹型,当纤维因弹性能释放而更趋于圆形时,则使内凹趋势变平缓而趋于平面;若将宽度方向也设计成为内凹型,则使得喷丝板加工难度加大,因此仅考虑一个方向上的内凹设计。设计了导孔角度为60°,连通喷丝孔的熔体通道与所设计的喷丝孔形状相似,其喷丝板剖面图以及喷丝孔的断面图如图2所示。

图2 喷丝板示意Fig.2 Profile and sectional drawing of spinneret hole
从表1可以看出,喷丝孔的凹度(c/b)对纺丝性能的影响很大。当采用矩形孔的1#喷丝板纺丝时,生产比较稳定,但所纺制的纤维截面由于熔体的出口胀大效应趋于椭圆形,对于后道涂覆织物的平整度不利;当采用2#喷丝板时,纺丝稳定,所得产品截面为扁平型,而且产品达到优等级;当采用3#喷丝板时,由于凹度值过小,在丝条最窄处容易发生应力集中,导致运转过程中断头较多,生产无法顺利进行。因此,生产中选用2#喷丝板。
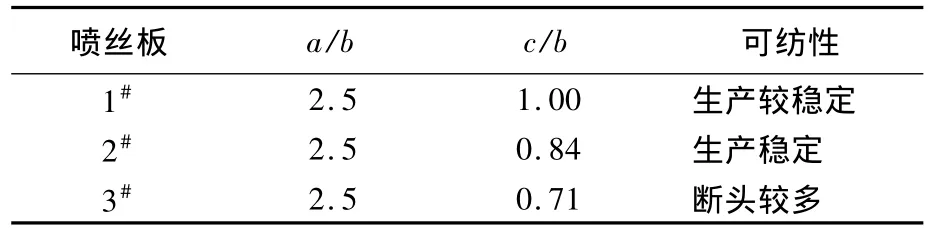
表1 喷丝孔形状与可纺性的关系Tab.1 Relationship between spinneret hole shape and spinnability
此外,要综合考虑加工成本和清洗效果,因为喷丝孔的长宽比越大成本越高,故选用孔的长宽比(a/b)为2.5。并且为了保证丝条冷却均匀,安装组件时其喷丝孔宽方向与侧吹风成45°[8]。
2.2 主要纺丝工艺条件
2.2.1 纺丝温度
在纺丝过程中,当熔体从扁平孔中通过时,产生的不规则流动,导致熔体细流在出喷丝孔时表现出较圆形孔更明显的出口胀大效应[5]。因此,适当升高纺丝温度利于熔体在喷丝孔中释放弹性能,易于控制截面形状,但也不易太高,因为纺丝温度过高,熔体黏度降增大,纺丝过程中飘丝较多,对纺丝不利。由图3可知,纺丝温度,较常规工业丝生产高2~3℃为301℃时,生产正常,产品满卷率达到96%,无油丝黏度降小。

图3 纺丝温度和满卷率及无油丝[η]的关系Fig.3 Relationship between spinning temperature and full package ratio or[η]of oil-free yarn
2.2.2 侧吹风
由于异形丝的比表面积比较大,丝条散热快,因此要提高侧吹风风温或降低侧吹风风速,来提高纤维的异形度[9]。试验发现,当侧吹风速度由0.60 m/s降至 0.45 m/s时,纤维异形度明显提高,因为降低侧吹风风速,使得固化点上移,丝条趋向圆形变化的时间缩短,因此异形度提高。但冷却速度过快,会导致丝条径向温度差较大,生成皮芯结构,甚至会导致断头,影响生产稳定性。
通过对其他生产工艺的优化,得到较佳的工艺条件见表2。

表2 扁平涤纶工业丝主要纺丝工艺参数Tab.2 Spinning parameters for flat PET industrial yarn
2.3 产品质量
选用2#喷丝板,以表2所示的工艺条件进行48 h的纺丝试验,产品满卷率达到96%,且产品质量达到高强涤纶工业丝AA等级,其物理指标如表3所示。

表3 扁平形涤纶工业丝的物理性能Tab.3 Physical properties of flat PET industrial yarn
由图4可以看出,扁平形涤纶工业丝的截面非常清晰,且纤维紧密地排列在一起,抱合性大大提高。

图4 纤维截面的显微镜照片Fig.4 SEM image of fiber cross-section
在同样的油剂泵转速下,2#喷丝板所得产品的含油率最高,这是因为2#喷丝板所得产品丝束间排列规整,丝条之间的摩擦增大,在固定油剂供给量的条件下,油剂在丝束间得以更好的留存。
生产过程中还发现将网络气压由常规产品所需的0.36 MPa降低到0.2 MPa,所得产品仍具有较好的抱合性,因此扁平形涤纶工业丝的生产减少了压缩空气的使用量,节约成本。
3 结论
a.生产中选用扁平形喷丝孔的长宽比为2.5,凹度为0.84,可纺性及异形度均较好。
b.适当提高纺丝温度或降低冷却速度有利于生产及异形度的控制。较佳纺丝温度为301℃,侧吹风速度为0.45 m/s,侧吹风温度为20℃,产品满卷率达96%,纤维截面扁形状清晰,异形度为48.3%,质量指标达高强涤纶工业丝AA级。
c.生产扁平纤维可将网络气压降低到0.2 MPa,产品仍具有较好的抱合性。
[1]Takarada W,Ito H,Kikutani T,et al.Studies on high-speed melt spinning of noncircular cross-section fibers.III.Modeling of melt spinning process incorporating change in cross-sectional shape[J].J Appl Polym Sci,2001,80(9):1589 -1600.
[2]王华平,余晓蔚,朱建民.熔纺中空纤维皮芯结构的形成原理及动力学模拟[J].合成纤维工业,1999,22(5):1 -4.
[3]杨崇倡,谭志银,魏蕊,等.扁平纤维纺丝成形研究I.扁平纤维纺丝成形的数学模型及模拟分析[J].合成纤维工业,2009,32(3):56 -61.
[4]逯瑞龙.130 dtex/36 f直纺扁平涤纶FDY的生产工艺[J].合成纤维工业,2009,32(6):51-53.
[5]管新海.扁平形聚酯纤维成形工艺的研究[J].合成技术及应用,2001,16(4):36 -39.
[6]王永恒,石彩杰,崔再治.喷丝板的设计[J].聚酯工业,2006,19(3):27 -30.
[7]过明言,杨崇倡,谭志银,等.扁平纤维纺丝成行研究II.扁平PET纤维喷丝板的设计及产品开发[J].合成纤维工业,2009,32(4):61 -63.
[8]浙江古纤道新材料有限公司.异型工业丝及其生产方法、专用喷丝板:中国,200810062022[P].2008 -10 -29.
[9]浙江理工大学.一种异形复合纤维及其制造方法:中国,200910096552[P].2009 -03 -06.
猜你喜欢
纺织报告(2021年12期)2021-12-20
纺织科技进展(2021年3期)2021-06-09
China International Studies(2021年5期)2021-01-03
石油化工建设(2018年1期)2018-07-10
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年3期)2017-04-26
合成纤维工业(2016年5期)2016-11-16
石油化工技术与经济(2015年5期)2015-06-28
丝绸(2015年11期)2015-02-28
