
动压射流制备微纤丝实验设备动静磨盘的设计
2013-12-28 06:13杨春梅吴全会
中南林业科技大学学报 2013年10期
杨春梅,吴全会,马 岩,马 靖
(东北林业大学 林业与木工机械工程技术中心,黑龙江 哈尔滨 150040)
动压射流制备微纤丝实验设备动静磨盘的设计
杨春梅,吴全会,马 岩,马 靖
(东北林业大学 林业与木工机械工程技术中心,黑龙江 哈尔滨 150040)
利用动压射流制取微纤丝的设备中,磨盘是微纤丝制取设备的“心脏”,磨盘表面沟槽形状、布局设计合理与否将直接影响到微纤丝制取效能,因此探讨磨盘设计是十分必要的。本研究旨在对动静压对碾磨盘进行形状结构优化设计,理论分析对碾动静磨盘沟槽形状及布局,最终设计出科学合理的磨盘。为下一步在高压水流下形成楔形动压射流,实现破坏木材细胞壁加工出微纤丝提供实验设备。
木材科学;木材微纤丝; 动压射流; 磨盘设计
木材作为一种可再生绿色材料,具有来源丰富、天然再生、比强度高、环境友好等特性[1-2],为了适应当今对木材微纳米科学拓展,本研究对木材微纤丝制取进行研究。微纤丝的制取原理是用超高压射流,对原料木材锯末进行热处理[3],将高温蒸煮的锯末混合液射入超高速平行轴偏心对碾磨盘的楔形缝隙中,利用机械动压原理产生的瞬间近十几倍的压力放大,将液体原浆木粉从纳米径级的缝隙中喷出,超高速碾压辊的摩擦,液体力的剪切,高速碰撞将产生巨大的破胞力,形成微纤丝。射流粉碎给予材料的破碎力主要是冲击力和摩擦力,并且这种作用是瞬间完成的。瞬间的冲击力作用在物体上将会以应力波的形式在物体中传播。在它的自由面附近产生强烈拉伸以至断裂[4]。在该微纤丝实验台设计过程中,设备的磨盘是对原料进行研磨细化的执行部件,它对微纤丝的质量、得率和能耗都有很大影响。因此,对微纤丝制取设备的磨盘结构进行优化设计和提高磨盘的综合性能是本次设计关键。
1 磨盘材料的选取
微纤丝制取过程中动压射流加工工序是十分重要的工序,而影响微纤丝制取的关键又在磨盘,可以说磨盘是整个设备最积极、最活跃的因素。磨盘是直接参与分离微纤丝的部件,在分离替换的同时,自身也导致磨损,且耗损很大。在整个微纤丝制取设备使用周期中,更换磨盘的费用可能相当的大,因此了解磨盘的磨损机理以及材料选取,对设计、制造和正确选用磨盘都是非常重要的。磨盘磨损既有一般金属磨损的共性又有其特殊性,主要是复杂、难以观察和预测,也难以模拟和再现。磨盘磨损不仅与纤维原料特性有关,与纤维的夹杂物特性和数量有关,而且还与加工工序参数和磨盘的运转精度等诸多因素有关。由于不锈钢磨盘的综合经济指标都优于高铬钢和冷硬铸铁[5],本实验设备动、静磨盘采用合金不锈钢,其具有高强度、高韧性、耐磨、耐腐蚀、耐低温、耐高温、无磁性等特殊性能。
2 磨盘设计与选择的理论依据
本磨盘设计来源是热磨机动静磨片设计理论思想。由于管胞和木纤维的初生壁微纤丝呈无定向松散交织的网状结构,微纤丝排列的主方向与细胞主轴略成垂直的特点[6],结合热磨机磨片设计出合理的微纤丝制取设备磨盘。热磨机磨盘设计采用的是比刀缘负荷(specific edge load)理论[7]。比刀缘负荷理论是以打浆作用主要是刀齿齿缘交会时的冲击剪切为前提,以磨浆机转刀齿与定刀齿齿缘交会单位长度上冲击剪切絮聚纤维的有效负荷来描述和表征磨浆机打浆特性的。具体是由磨浆机用于打浆的有效功率(净功率)N、转速n以及磨盘每转切断长L三个方面构成决定的。其计算公式为:
LSEL= N/(L×n) (1)
式(1)中, LSEL比刀缘负荷,Ws/m;N为用于打浆的有效功率(W); L为磨盘的每转切断长(m/r);n为磨浆机的转速(r/m)。
磨盘的每转切断长是指磨浆机转刀齿与定刀齿每转交会的长度,即:
L = Zr×Zn×I。 (2)
式(2)中,L为每转切断长(m/r);Zr为转刀齿数;Zn为定刀齿数;I为刀齿齿长(m)。
由转刀齿数与定刀齿数以及刀齿齿长所决定的切断长,实际上就是间接表征磨片齿型,描述磨片打浆特性的一个参数。因此,要设计或选择磨盘,结合微纤丝特性和最终成浆纤丝的要求,确定打桨方式,决定和选择好适宜的SEL值。如表1处理不同浆种、不同打浆方式浆料SEL适宜值(Wa/m)。
因此设计微纤丝设备制取磨盘时,采用的是比刀缘负荷(specif i c edge load)理论,来进行磨盘工作磨面上的沟槽设计及布局。

表 1 处理不同浆种、不同打浆方式浆料LSEL适宜值Table 1 Appropriate values of dealing different pulp types,different beating mode suitable slurry (Wa/m)
3 磨盘工作表面沟槽几何形状设计原理
3.1 沟槽区域和缓冲区设计
在一个圆磨盘磨面上直接设置由内到边的直沟槽,内外沟槽的较大差异会出现内沟槽过于宽广、外沟槽过于狭窄可能不利于通浆破碎撕裂处理的问题。采取由内向外划分若干圆环设置磨区,即圆环分区设置沟槽,沟槽轨迹采用螺旋线轨迹,就能缓解这一问题。磨盘磨区具体分环多少,要看磨盘规格的大小。磨盘直径大环距宽应适当多分,反之则少分。但分环注意不宜过多,分环过多,一要给设计制造带来麻烦,二要影响沟槽轨迹;分换过少,对原浆处理可能达不到预期效果。对于直径200 mm规格的磨盘划分3~4个区域(包括疏解区)为宜。此外环距的划分除了疏解区,其它各沟槽区一般尽可能取等环距。
3.2 沟槽宽、沟槽深、沟槽斜面倾角
沟槽的宽度大小在一定规格的圆环上就决定了沟槽数目的多少,一定斜面倾斜角决定沟槽深度,其截面外形如图1。在满足所需设计范围后,还必须符合下述一些规则:

图 1 沟槽截面外形Fig. 1 Section prof i le of groove
(1)沟槽宽L
考虑到原浆乳浊液在齿槽中通浆顺畅,以及在动盘与定盘齿槽中有足够的空间形成必要的涡卷,使纤维在沟槽与槽面上频繁交换、连续不断的受到打浆处理。齿槽宽度的选择最好等于或略大于所处理浆料纤维平均长度的2~3倍。沟槽截面面积一定不变条件下,处理游离状浆,应考虑适当缩小槽宽,相应增大槽深, 以减弱沟槽表面的挤压摩擦作用,增强切断能力。而处理粘状浆,则考虑增大槽宽,缩小槽深,以增强齿面作用,抑制切断作用,从而增强分丝帚化能力。
(2)沟槽深H
沟槽在磨浆过程中,要承受自身被磨损磨平的破坏,出于机械强度以及使用寿命的考虑,一般把沟槽深度限制在沟槽长度的0.5倍左右。沟槽过深,浆料纤维在沟槽内不易磨损冲击破坏,纤维受不到破坏处理而直接通走的倾向增强。沟槽适中或偏低些,沟槽内的木纤维则易于交换,纤维容易破坏撕裂。但也不能过低,过低使用寿命短不太经济。在处理不同的原浆时应注意到,处理粘状浆,选择偏深些,处理游离状浆可选择较浅些。
(3)沟槽斜面倾角&
沟槽斜面倾角是长斜边与半径之间的夹角,这个角度对木纤维处理作用影响较大。倾角角度增大时,一方面在一定规格的斜边长度增长,会有抑制切断的倾向;另一方面,沟槽腔内泵送原浆增加,相应的用于打浆的有效功率要降低,有降低效率的倾向。因此倾角角度度的选择要适宜,本次试验磨盘拟选取80°左右。
4 动磨盘设计
4.1 磨盘沟槽轨迹设计
磨盘与电主轴直接相连,实现了主电机与粉碎机主轴的一体化,使粉碎机的主传动系统实现的所谓的“零传动”,具有结构紧凑、机械效率高、噪声低、振动小和精度高等特点[8]。直径200 mm的对碾式动、静磨盘,拟采用阿基米德螺旋线作为磨盘沟槽轨迹。阿基米德螺旋线形成原理是一动点沿一直线作等速移动,而此直线又围绕与其直交的轴线作等角速的旋转运动时,动点在该直线的旋转平面上的轨迹。为了达到制取微纤丝的结果,同时考虑到加工过程中存在的加工难度问题,本次实验动磨盘拟划分4个区域A区破碎区、B区粗处理磨盘区、C区精处理磨盘磨区、D区超精处理磨盘区。各区域的沟槽轨迹均采用阿基米德螺旋线,但各区域的工作过程中作用各不相同,动磨盘设计外形见图2。

图2 动磨盘平面模型及三维模型Fig. 2 Plane model and three-dimensional model of moving disc
A区:在A区破碎区位于磨盘最内侧,这一区域设计8条沟槽轨迹。每条沟槽旋转沿各自的阿基米德螺线转π个弧长,从该沟槽截面形状可计算其截面面积,进而可以计算在A作用区域的总的截面面积,根据阿基米德螺旋线极坐标标准方程可以计算出在A区域原浆在运行的轨迹路程的长度,进而计算出在A区域对物料作用程度情况。
为了容纳一定量的原浆乳浊液,在A区内侧动静盘之间留有直径50 mm、高度15 mm左右的凹槽空腔。为了方便送料,设计加工A区的工作表面是有一定的倾角,刚刚进入这一区域的木粉显然都是形态相对较大的,木粉之间的间隙比较大,相对净密度比较低,原浆在空腔内填塞的很满;蒸煮过的原浆,木材的胞间层物质(木素和半纤维素)已经软化或部分融解,纤维之间的结合力已经被大大削弱[9]。此时,在动磨盘的转动磨盘高速旋转作用下,在空腔和介于两磨片之间的木片会被沿纤维排列的纵向破碎,变成小尺寸的木屑;同时,也会有一些没有受到剪切作用的木片在相互挤压下沿纤维的纵向断裂成小尺寸的木片[10]。
A区作用是对物料进行简单的粗加工,对大的物料进行处理破坏,然后经过磨盘A区沟槽路径被送到B区粗磨区进一步加工处理。
B区:在B区设计8个沟槽轨迹,其截面形状与A区的截面形状相似。每条沟槽旋转沿各自的阿基米德螺线转π度弧长。在A区B区之间设置以缓冲区。设置缓冲区是为了更好地将混合乳浊液混合均匀使其内部结构更易摩擦破坏,对木纤维之间撕裂破坏起到积极的作用。进入B区粗磨区的木粉已经是经过破碎的木粉,木片的尺寸规格相差是比较大的,但总体上木粉的纵向尺寸要大于横向尺寸,而且还会夹杂着少量的粗纤维,可以将其称为粗浆。粗磨区中,由于磨盘沟槽周长轨迹加长,因此粗浆的受力频率、也就是粗浆受磨削的分离作用的次数将会剧烈增加,使粗浆当中的小尺寸木片被迅速分离成粗纤维,一小部分粗浆还会被直接分离成细纤维。
C区:在C区设计8个沟槽轨迹,其截面形状与A区的截面形状相似。每条沟槽旋转沿各自的阿基米德螺线转π度弧长,沟槽轨迹沿程被加长了,这样为了更进一步的破坏木纤维之间的关联性。
D区:在D区设计16个沟槽轨迹,其截面形状与A区的截面形状相似。每条沟槽旋转沿各自的阿基米德螺线转π度弧长,沟槽轨迹沿程是四个区域中圆周长度最长的,在D区域中木纤维被充分处理破坏,使其内部结构关联性充分减少,木纤维充分细化,可能被加工成微纤丝级别,从而达到预期效果。进入精磨区的原料已经是包含大部分粗纤维和小部分细纤维的浆料,超精磨区其主要功能是对粗纤维进行进一步分离而得到更多的细纤维, 要获得帚化程度和交织性能好的纤维,动磨盘超精磨区之间的间隙是最小的,沟槽的数量是最多的,而且这一区域的线速度又是最大的,这些有利条件综合在一起使得浆料被解离的作用频率极高,因而能够快速的将粗纤维解离成细纤维。在粗纤维解离成细纤维的过程中,动盘磨齿与定盘磨齿之间从相遇到半重叠的一小段时间是分离效果最为显著的一刻。由于动盘的快速旋转造成浆料中的水对纤维具有很大的冲刷作用,结果使得纤维相对于在沟槽内是呈现单面堆积状态。堆积的互相接触的纤维就会产生相互碾压、揉搓的作用,从而使纤维被进一步解离,变为尺寸更小的细纤维,同时又使纤维的端部撕裂、帚化。
在4个区域加工过程,经过磨盘和混合液相互冲击摩擦,是内部温度一直保持相当高的温度,同时高压被送入混合液经过4个磨区后,压力迅速降低,由压力迅速降低,磨盘内部会产生噪声等气蚀现象破坏混合物 (同时损坏动静磨盘)。
4.2 沟槽形状的设计研究
动磨盘被划分为4个区域,并且各区域作用有所不同,所以各区域沟槽的截面形状在尺寸上应有所差异,磨盘沟槽截面拟采用图1。
在A区内的沟槽宽度L及深H是4个区域数值最大的,因刚被送进的原浆乳浊液颗粒相对比较大,为了方便原浆被顺利送入破碎区沟槽内,故将其截面形状做的相对大些。进过破碎A区后,原浆被一定程度的细化。在缓冲区进行调整后,被送入了B区粗处理磨盘区,进行进一步处理。B区截面形状和A区类似,只是形状缩小了30~50倍。进过B区的细化,同样进入缓冲区调整,迅速被送入C区精处理磨盘磨区。C区截面形状是B区截面缩小的30~50倍。同样过程在高速磨盘的液体动压下,将原浆迅速送D区,D区截面同样是C区截面缩小30~50倍,D区线速度是4个区域中最大的而且作用周长最长,对其原浆处理达到理想效果,使其木纤维得到充分破坏细化。
4.3 沟槽周长计算
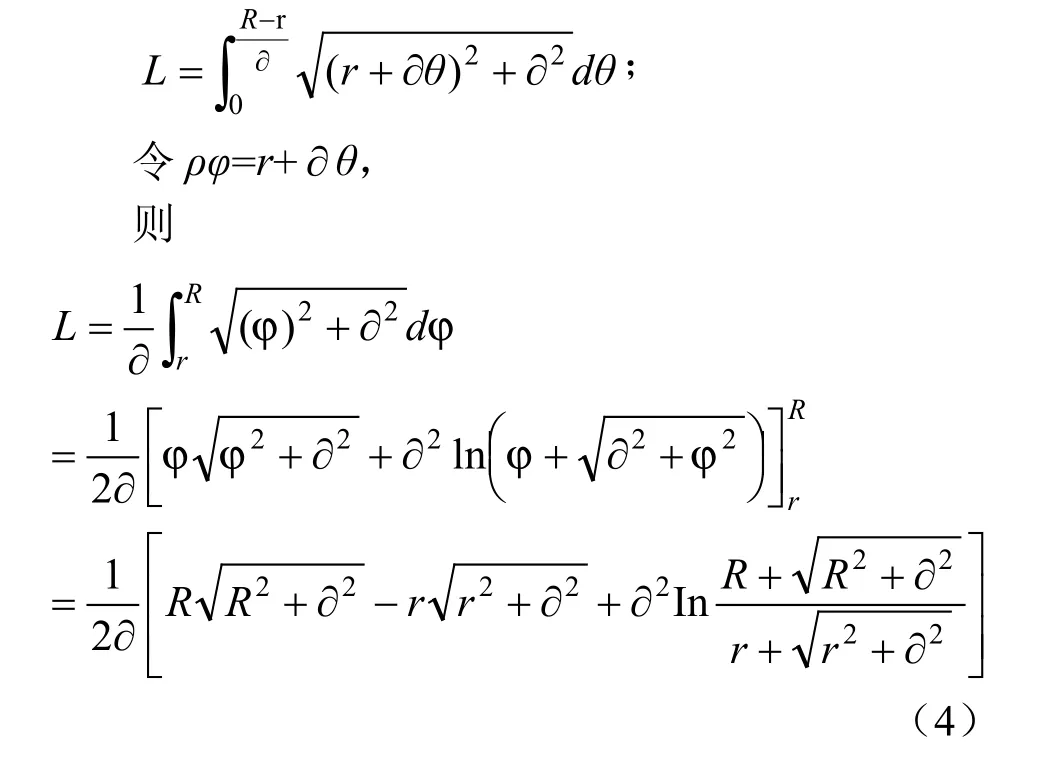
动磨盘被划分为4个工作区域,各区域沟槽轨迹采用阿基米德螺旋线,计算其工作长度可通过积分的方法计算如下过程:
阿基米德螺旋线的标准极坐标方程:
ρ=ρ0+ ∂ θ (3)式(3)中: ∂—阿基米德螺旋线系数(mm/°),表示每旋转1度时极径的增加(或减小)量;θ—极角,表示阿基米德螺旋线转过的总度数(°);ρ0—当θ=0°时的极径(mm)。
沟槽设外径R,内半径为r,其间隔为θ(见图3),则可计算出该区域轨迹槽长度。
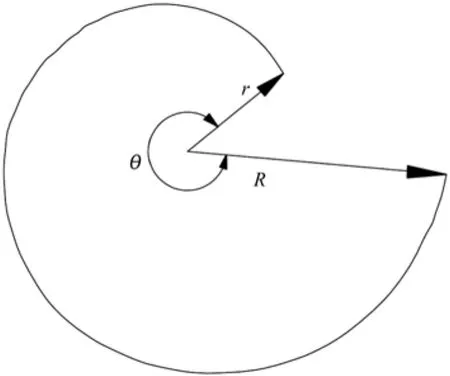
图3 沟槽阿基米德螺旋线Fig. 3 Groove’s archimedes spiral
由阿基米德螺旋线极坐标方程和性质知:内径 ρ0=r,外径 ρ=R, ∂ π=R-r,于是
可求得轨道槽的总长度L为:
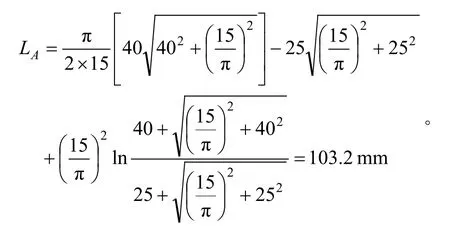
磨盘A区内侧圆半径rA=ρ0=25 mm,A区外侧半径RA=ρ=40 mm,经阿基米德螺旋线螺旋线极坐标标准方程:ρ=ρ0+ ∂θ ,可求得,则经过θ=π弧度的旋转后代入方程公式(4)可求得A区域的圆周长:
磨盘B区内侧圆半径rB=ρ0=44 mm,B区外侧半径RB=ρ=58 mm,经阿基米德螺旋线螺旋线极坐标标准方程:ρ=ρ0+ ∂θ ,可求得,则经过θ=π弧度的旋转后代入方程公式(2),可求得B区域的圆周长LB=160.8 mm。
磨盘C区内侧圆半径rC=ρ0=65 mm,C区外侧半径RC=ρ=80 mm,经阿基米德螺旋线螺旋线极坐标标准方程:ρ=ρ0+ ∂θ ,可求得,则经过θ=π弧度的旋转后代入方程公式(2),可求得C区域的圆周长LC=228.3 mm。
磨盘D区内侧圆半径rD=ρ0=85 mm,D区外侧半径RD=ρ=100 mm,经阿基米德螺旋线螺旋线极坐标标准方程:ρ=ρ0+ ∂θ,可求得,则经过θ=π弧度的旋转后代入方程公式(2),可求得D区域的圆周长LD=291 mm。
影响微纤丝磨盘的参数很多,其中评价磨盘的研磨效果重要指标有沟槽轨迹作用总长Ls,另一个是动磨盘和静磨盘的研磨面积S。本研究现在只探讨作用总长Ls如下:
因为在纤维分离过程中,纤维会挂到齿刃上,受到切断作用,作用总长度及截面形状和截面面积将直接影响到微纤丝加工过程中的处理效果。现将磨盘分为以上4个区域,沟槽轨迹作用总长Ls计算公式如下:

式( 5 )中:Ls—沟槽轨迹作用总长(mm);Lsj—各区域沟槽轨迹作用长(mm)。
由上述计算可知结果代入(5)可得:

可知该设计磨盘的沟槽轨迹作用总长Ls为783.3 mm。一定磨盘直径的情况下,沟槽的轨迹长度越长,对木纤维原浆在沟槽腔内作用的效果越剧烈,对其破坏撕裂细化效果越好,从而得到想要的微纤丝产物。
5 静磨盘设计研究
静磨盘设计相对动磨盘比较简单,在静磨盘上做简单加工。经研究分析,动、静磨盘之间的混合乳浊液可以认为是粘性液体,在动静盘之间是产生液体摩擦,其能量损失表现为压力损失,满足液体流动方面伯努利方程。由机械设计研究表明,在两磨盘相对运动过程中,其间的液体产生流体动压才能使气相分离,产生流体动压的必要条件[11]:
(1)相对滑动表面间必须形成楔形间隙;
(2)两相对运动表面间必须具有足够的相对滑动速度,而且速度方向必须是的润滑从楔形的大口流进,小口流出;
(3)润滑物质必须具有一定的黏度,且充足。
有以上特点要求可以设计出静磨盘的大体形状。本实验把静盘工作面做成有锥角的锥形面,并在锥形表面沿圆心发散开有16个微型楔形槽,其外形如图4和图5。

图4 静磨盘及沟槽截面形状Fig. 4 Static disc and groove’s sectional shape
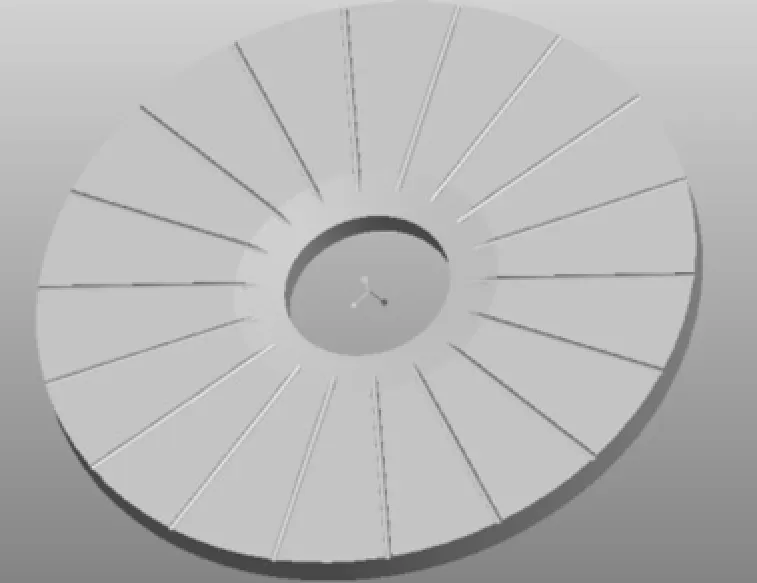
图5 静磨盘三维建模Fig. 5 Static disc’s three-dimensional modeling
6 结 论
磨盘沟槽形状及布局的设计与选择,关键在于处理不同原浆和不同打浆方式浆料SEL以及沟槽的轨迹长度的选定。只有轨迹腔形状及长度选定的准确合理、切合实际,才能确保磨盘设计的适用性。
此外,还要考虑在动静磨盘设计和制造方面的配合及同轴作用效果,还难以通过一次计算便可获得,可能要经过反复多次的设置、验正,方能最终确定。当然,要准确合理的选择好,还需要我们在实践中进行不断的总结和探索。
[1] 罗 莎, 吴义强, 刘 元, 等. 近红外光谱技术在木材解剖特征预测中的研究进展[J]. 中南林业科技大学学报 ISTIC, 2012,32(1).
[2] 李贤军, 傅 峰, 蔡智勇, 等. 高温热处理对木材吸湿性和尺寸稳定性的影响[J]. 中南林业科技大学学报: 自然科学版,2010, 30(006): 92-96.
[3] 李贤军,蔡智勇,傅 峰,等.高温热处理对松木颜色和润湿性的影响规律[J].中南林业科技大学学报,2011,31(8):178-182.
[4] 杨云川,沈志刚.射流粉碎动力学分析及对粉体颗粒形状的影响[J].沈阳工业学院学报,2001,20(2): 62-65.
[5] 史玉梅. 圆环直齿热磨机磨片的设计分析和结构优化[D]. 吉林大学, 2007.
[6] 马晓军, 赵广杰, 马尔妮. 木材中的纳米分形木质纤维及碳素纤维材料的制备[J]. 纤维素科学与技术, 2006, 14(3): 47-51.
[7] 沈立新. 浅谈盘磨磨片齿型的设计与选择[J]. 上海造纸,1999, 30(1): 27-30.
[8] 陆仁书主编.纤维板制造学[M].北京:中国林业出版社.1993
[9] 杨兰玉, 马 岩. 电主轴技术在亚纳米木粉粉碎机中的应用研究[J]. 机床与液压, 2010, 39(2): 6-8.
[10] 陈光伟, 花 军. 热磨机磨片不同区域对纤维分离作用机理的探讨[J].中国科技论文在线,2007.
[11] 于惠力,向敬忠,张春宜.机械设计[M].北京:科学出版社,2007.
Design of microf i bril experimental equipment’s dynamic and static millstones by dynamic pressure jet
YANG Chun-mei, WU Quan-hui, MA Yan, MA Jing
(Forestry and Woodworking Machinery Engineering Technology Center, Northeast Forestry University,Harbin 150040, Heilongjiang, China)
Millstone is the heart of microfibril preparation equipment that manufactures wood microfibril by dynamic pressure jet.Whether the groove shape of millstone surface and groove layout are reasonable or not will directly affect the production eff i ciency of microf i bril. Therefore it is necessary to design millstone precisely. The dynamic and static pressure on the milling disc shape structure was designed with optimization method, the static millstone mill groove shape and layout were theoretically studied for the fi nal design of the scientif i c and reasonable grinding disc. Thus, the experimental device for cracking wood cell wall and processing wood microf i bril products by high pressure water fl ow to form cuniform dynamic pressure jet was designed.
wood science; wood microf i bril;dynamic pressure jet; millstone design
S784
A
1673-923X(2013)10-0135-06
2013-03-11
中央高校基本科研业务费专项资金(DL12C B05);国家自然科学基金项目(31070500);黑龙江省自然科学基金(C201018)
杨春梅(1977-),黑龙江铁力人,副教授,博士,主要从事木材的微细加工、视频检测以及建模仿真方面的研究;
E-mail:ycmnefu@126.com
[本文编校:文凤鸣]
猜你喜欢
中学生数理化·八年级物理人教版(2022年5期)2022-06-05
中学生数理化·八年级物理人教版(2022年5期)2022-06-05
中学生数理化(高中版.高考理化)(2021年11期)2022-01-18
中学生数理化·八年级物理人教版(2021年5期)2021-11-22
中学生数理化·八年级物理人教版(2021年5期)2021-11-22
娃娃乐园·综合智能(2020年9期)2020-09-25
河南工业大学学报(自然科学版)(2020年1期)2020-03-23
休闲读品·天下(2020年4期)2020-02-04
电子技术与软件工程(2020年6期)2020-02-03
小天使·二年级语数英综合(2016年9期)2016-05-14
