
酶法预处理压榨月见草油工艺优化
2014-01-17 06:12王俊国刘丹怡潘明喆于殿宇
食品科学 2014年2期
王俊国,张 欢,刘 飞,刘丹怡,潘明喆,*,于殿宇
(1.吉林工商学院 粮油食品深加工吉林省高校重点实验室,吉林 长春 130062;2.东北农业大学食品学院,黑龙江 哈尔滨 150030)
酶法预处理压榨月见草油工艺优化
王俊国1,张 欢2,刘 飞2,刘丹怡2,潘明喆2,*,于殿宇2
(1.吉林工商学院 粮油食品深加工吉林省高校重点实验室,吉林 长春 130062;2.东北农业大学食品学院,黑龙江 哈尔滨 150030)
以月见草籽为原料,采用酶法预处理后再压榨的方法制取月见草油,先用复合酶(复合多糖酶、植物水解酶、纤维素酶比为4∶1∶1)对月见草籽进行前处理,通过单因素和正交试验确定最佳酶解条件为酶解温度50℃、酶解pH 5.0、酶用量2%、酶解时间5.5 h,在此条件下游离油得率24%,然后将含油物料烘干后调整水分至9%,以60℃为初始入榨温度进行压榨,最后得出在压榨温度90℃、压榨压力3.5 MPa时,出油率可达69%。制取得到的月见草油中的γ-亚麻酸以及亚油酸等不饱和酸被很好的保留,油脂品质良好。
月见草油;酶法;压榨;出油效率;指标测定
月见草(Oenothera biennis L.)俗名山芝麻,由于其花开多在夜间,且淡香清雅,又名夜来香[1-3]。月见草籽中含有20%~30%的月见草油[4],月见草油中γ-亚麻酸含量为9%~12%和亚麻酸含量为73%~76%[5-6],其种子经过榨油、皂化、酸化可先获得γ-亚麻酸,以此为原料,经过化学结构改造,再经过生物合成即可得到前列腺素E1,它是抗血栓、扩血管新药,广泛用于血栓性脉管炎、心肌梗塞等。研究表明γ-亚麻酸降低胆固醇的效果是亚油酸的170倍,另外其还可消除氧自由基,延缓皮肤结构组织衰老,使皮肤柔软且弹性十足[7-9]。因此γ-亚麻酸被誉为“21世纪功能性食品的主角”[10]。但是人体不能合成γ-亚麻酸,只能通过饮食来摄取,而月见草油是天然的含γ-亚麻酸的最好资源[11]。20世纪80年代迄今,西欧北美等发达国家及中国的科研验人员极其注重对月见草油的应用研究以及相关产品的研制推广,近年来我国科研人员在保健医疗、日常食用等方面对月见草油的作了大量的研究开发工作,并开发出了多种相关产品。目前对月见草油的提取多采用压榨法以及溶剂浸出法,压榨法是传统的榨油方法,存在出油效率低,设备磨损严重,月见草油品质较差,γ-亚麻酸富集率不高,副产品难于利用等问题。溶剂法提取月见草油,具有提油率高、成本低等优点,但是在制取完成后溶剂易残留,且后续需要脱溶处理,这易使部分γ-亚麻酸遭到破坏,而且容易生成反式脂肪酸[12]。近年来的研究表明,用酶处理可提高油脂得率。本研究采用酶法预处理后再压榨的方法,即对月见草籽进行充分的酶解前处理,在此过程中收集部分优质油脂,又能充分破坏月见草细胞壁,降低了进一步压榨的难度,同时也降低了压榨温度避免月见草油在高温下变质,很好地保护了月见草油中的γ-亚麻酸以及亚油酸等不饱和酸,所获油脂品质完美,为实现月见草油工业化制取提供参考。
1 材料与方法
1.1 材料与试剂
月见草籽(原料含油量16.1%、含水量8%) 吉林市圣基实业有限公司;复合多糖酶(100 FBG/g、最适pH 5、最适温度40 ℃)、植物水解酶(100 FBG/mL、最适pH 4.6、最适温度50 ℃)、纤维素酶(1.5×104U/g、最适pH 5、最适温度40 ℃) 诺维信公司;其余试剂均为分析纯。
1.2 仪器与设备
恒温水浴锅 上海申生科技有限公司;DF-101S集热式恒温加热磁力搅拌器 巩义市英峪高科仪器厂;YJYII型榨油机 北京益加益食品机械研究所;7890A气相色谱仪 美国安捷伦公司;CP-Sil-88强极性毛细管气相色谱柱 美国Varian公司;H-T7650透射电镜 日本Hitachi公司。
1.3 方法
1.3.1 操作工艺流程
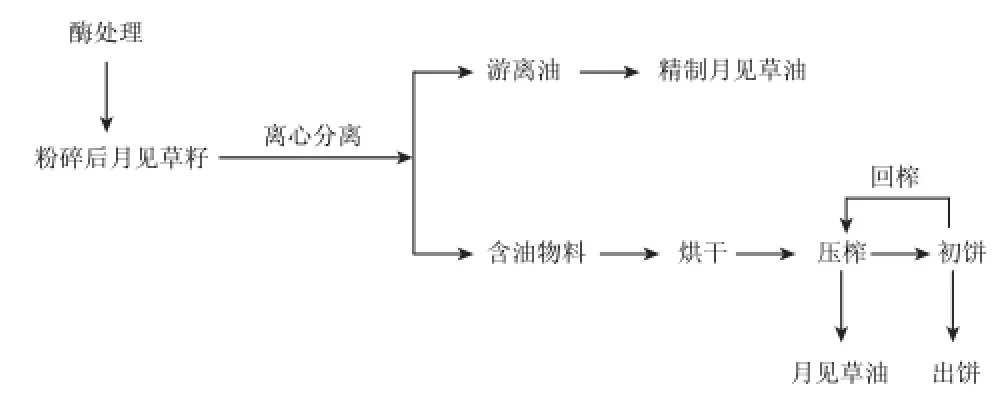
由于月见草籽在入榨之前破壁比较充分,油脂会存在于壳壁碎末里,所以为了提高压榨出油率,本研究将初榨饼部分回榨,月见草籽回榨量可以根据生产情况以及原料质量适当调控。一般来讲回榨量增大回榨次数增多,可提高月见草油出油率,但过度回榨会降低产品质量;如果回榨量减少或次数减少,虽然可提高产品质量,但会减少压榨出油率,使出榨饼残油率升高,粉末度增大,给后续的精制过程带来不利影响。一般来讲回榨量可控制在压榨月见草籽饼总量的1/3左右,回榨次数2次。
1.3.2 复合酶添加操作过程[13]
复合多糖酶、植物水解酶、纤维素酶按4∶1∶1的比例加入油料,料液比1∶6。
1.3.3 游离油得率[14]与出油率的计算
1.3.4 指标测定
酸价测定:参照GB/T 5530—2005《动植物油脂:酸值和酸度测定》;碘价测定:参照GB/T 5532—2008《动植物油脂:碘值的测定》;皂化值测定:参照GB/T 5534—2008《动植物油脂:皂化值的测定》。
1.3.5 气相色谱测定方法
CP-Sil-88强极性毛细管气相色谱柱(100m×0.20 mm,0.2μm);检测器:火焰离子化检测器。载气为N2,燃烧气为H2和空气;进样口温度260℃,柱前压200kPa;升温程序:柱温45 ℃保留4min,以13℃/min的速度升温至175℃保留27 min,再以4℃/min的速度升温至215℃保留40min;检测温度:260 ℃;H2压力:60kPa;空气压力:50kPa;进样量:1.0øL,分流比:1∶80。
1.3.6 酶解后月见草籽的透射电镜观察
将酶解后的月见草籽切成约1 mm3的小块,经戊二醛固定、漂洗、丙酮脱水、浸透、环氧树脂包埋、切片、醋酸枸缘酸电子染色等步骤制成超薄切片,使用透射电子显微镜观察月见草籽细胞的内部形态结构。
2 结果与分析
2.1 酶解单因素试验
2.1.1 酶解温度对出油率的影响
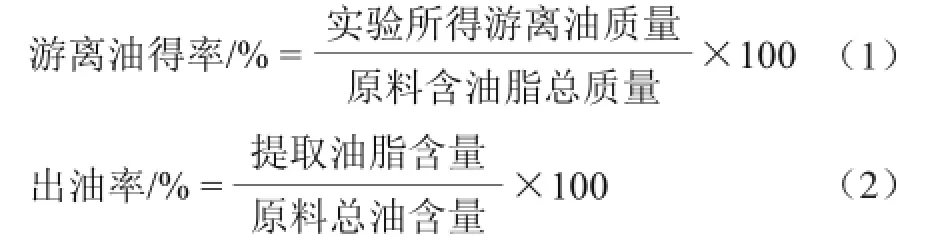
月见草籽在pH 5.0、酶用量2%、反应时间4.5 h、温度分别为35、40、45、50、55 ℃条件下进行酶解反应,然后进行萃取,称取油的质量,得到出油率,结果见图1。
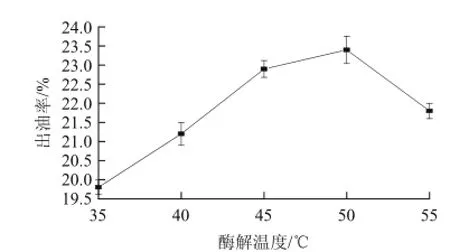
图1 酶解温度对出油率的影响Fig.1 Effect of enzymolysis temperature on oil yield
由图1可以看出,当酶解温度为50℃时,月见草籽的出油率最高;当温度低于50℃时,随着温度的不断升高,出油率随之升高;当温度高于50℃时,随着温度的升高,出油率呈现下降趋势。这说明,酶反应存在最适温度,在最适反应温度时,酶活力最大,出油效率达到最高,超过最适反应温度,酶部分失活,出油率降低。所以50℃时为最适的酶解温度。
2.1.2 酶解pH值对出油率的影响
月见草籽在温度50℃、反应时间4.5 h、酶用量2%,酶解pH值分别为3.5、4.0、4.5、5.0、5.5的条件下进行酶解,然后进行萃取,得到出油率,结果见图2。
图2 酶解pH值对出油率的影响Fig.2 Effect of enzymolysis pH on oil yield
从图2可以看出,随着pH值的增加,月见草籽的出油率也在增加,当pH 5.0时,出油率达到最高值,但是随着pH值的继续升高,月见草籽的出油率反而下降,这是由于在碱性条件下,酶的活性受到了抑制,导致酶活下降,使出油率降低,所以最适酶解pH 5.0。
2.1.3 酶用量对出油率的影响
月见草籽温度50 ℃、反应时间4.5 h、酶解pH 5.0、酶用量分别为1%、2%、3%、4%、5%的条件下进行酶解,然后进行萃取,得到出油率,结果见图3。
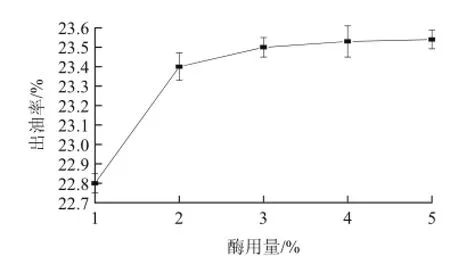
图3 酶用量对出油率的影响Fig.3 Effect of enzyme dosage on oil yield
从图3可以看出,当加酶量为2%时,出油率较高,随着加酶量的增加,出油率也增加,这是由于在底物浓度一定的情况下,与底物作用的酶用量越大,酶解越彻底,从而使更多的油脂能够释放出来。酶加入量对酶解反应非常重要,如果加酶量较少,则不能够充分降解细胞,从而降低出油率;若加酶量太多,则增加了生产成本,综合考虑,本试验为降低成本酶用量选择2%。
2.1.4 酶解时间对出油率的影响
月见草籽在温度50 ℃、酶用量2%、酶解pH 5.0、反应时间1.5、2.5、3.5、4.5、5.5 h的条件下进行酶解,然后进行萃取,得到出油率,结果见图4。
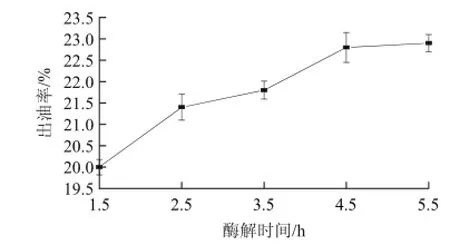
图4 酶解时间对出油率的影响Fig.4 Effect of enzymolysis time on oil yield
从图4可以看出,随着酶解时间的延长,月见草籽初榨饼出油率升高。在最初的酶解阶段,出油率提高得较为明显,后来的作用效果就不太明显,酶解时间长短是使油料细胞有较大程度降解的关键,因此适合的时间应该根据出油率来确定。酶解时间长有利于出油,但酶解时间超过4.5 h后出油率增加缓慢,从工作效率、设备利用以及能耗等经济角度来衡量,最适的酶解时间为4.5 h。
分别吸取5 mL溶液于两个无菌细口三角瓶中,分别加入无菌的MRS培养基和ATB培养基,然后再添加终浓度为10%vol的乙醇和终浓度为10 mg/LSO2的亚硫酸溶液。25℃厌氧培养48 h,取培养液镜检并革兰氏染色为阳性后,继续上述条件转接3次。
2.1.5 酶解过程的正交试验
将月见草籽清理粉碎,过40目筛,用酶处理月见草籽,选取酶解温度、pH值、酶用量、酶解时间为主要影响因素,选用L9(34)正交表进行试验,确定最佳反应条件,结果见表1。
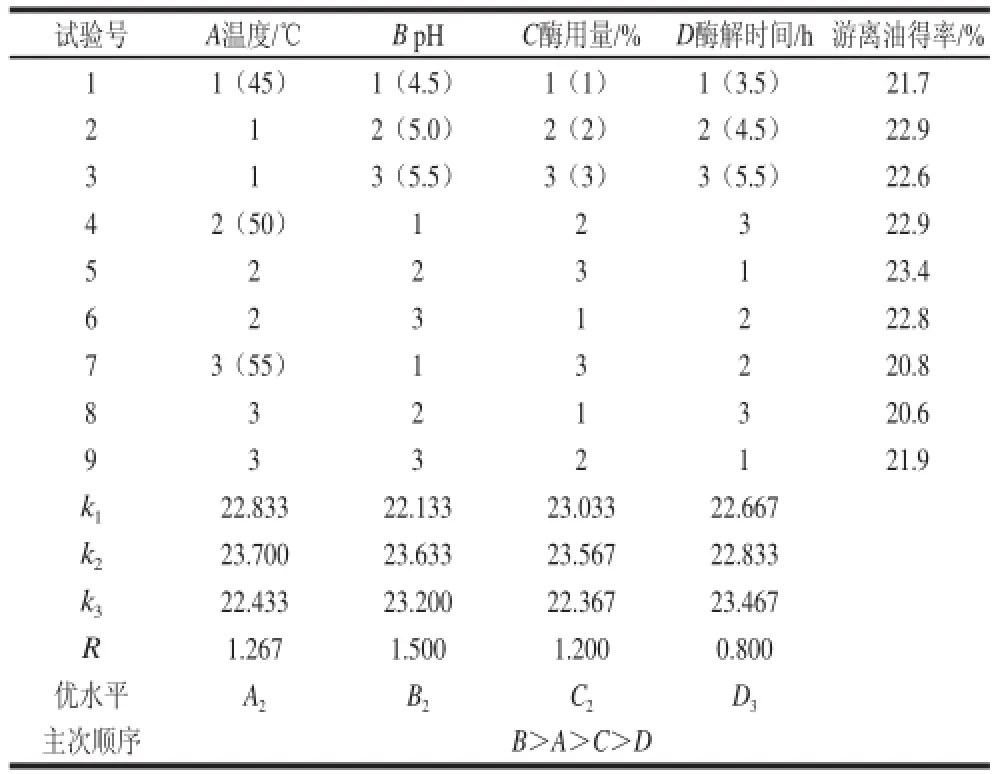
表1 酶法预处理正交试验设计及结果Table1 The orthogonal array design and correspoding resutls
由表1可以看出,pH值对制油工艺的影响最大,其次是温度、酶用量、酶解时间。最适宜的萃取条件是A2B2C2D3,酶解过程的最佳条件为酶解温度50 ℃、酶解pH 5.0、酶用量2%、酶解时间5.5h。在最佳条件下,用酶处理月见草籽后离心得到游离油和含油物料,游离油得率24%。
2.1.6 月见草游离油精炼后各项指标的测定
对酶处理所得月见草油进行检测,由表2可知,由于酶解温度温和且不加入任何溶剂,所以此处所得月见草油几乎完全保留了月见草籽中的营养成分。

表2 月见草游离油中各项指标的测定Table2 Chemical analysis and fatty acid composition of free oil of evening primrose
2.1.7 酶解月见草籽的透射电镜观察
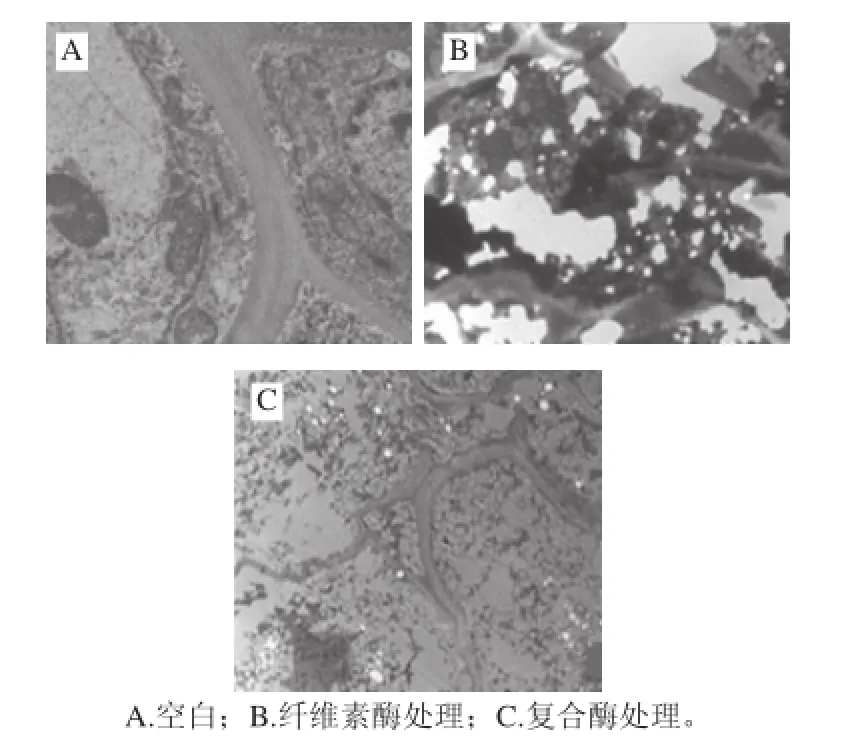
图5 月见草籽的透射电镜照片Fig.5 TEM images of control and pretreated evening primrose seeds
由图5可见,空白样品的超薄切片照片可清楚的看到月见草籽内部结构,月见草籽细胞壁结构完整,内部充满了内容物,没有发生外溢;用纤维素酶处理后,细胞壁不再连续完整,有油脂等内容物外溢;用复合酶处理后的月见草籽细胞壁被充分破坏,内部的油脂等内容物外溢。因此,可以认为用复合酶处理能够完全破坏月见草籽壁,并释放出油脂。
2.2 离心剩余含油物料压榨试验
2.2.1 压榨物料水分含量的确定
油料入榨水分可以通过蒸炒烘干加以人为控制,如果入榨含油物料水分含量过低,油料粒子之间由于结合不紧密很难成型或成型困难,物料不能成型会造成排油压力过小,物料间可塑性偏低,不能封闭油料的外表面以及内表面孔道,密度增加不明显[15];这样会造成油滴以非连续相聚集形成,产生不了排油高压或排油高压过小,达不到深度出油的效果。如果水分过少且温度低,油料容易扭结成团封闭内外表面孔道,造成出油堵塞。所以根据油料本身以及压榨需求可以逐渐增加水分,这样会使油料可塑性增加,改善出油效果。通常含水率的增减应遵循“高温低水分,低温高水分”的规律,其具体数值可以根据N.B.葛符里林柯的经验公式进行计算[16]:

式中:C为油料含水率/%;T为油料压榨温度/℃;K为入榨料含油率校正系数,K=(100-M)/55,M为入榨料含油率/%。按照GB/T 14488.1—93《油料种籽含油量测定方法》对压榨对象(酶解后月见草籽膨化料)进行含油率的测定,得其含油率为13.01%,取压榨温度为60 ℃。通过式(3)则可以得出月见草籽膨化料的最佳出油时含水率约为9%,水分含量主要在入榨前进行调节,为此增加了烘干工艺,烘干温度60 ℃、时间90 min。
2.2.2 入榨温度对月见草油出油率的影响
对酶解烘干膨化后的月见草籽含油物料进行压榨,考察在压榨温度80 ℃、压榨压力3.5 MPa、入榨温度40、50、60、70、80 ℃的条件下,考察入榨温度对出油率的影响,结果见图6。
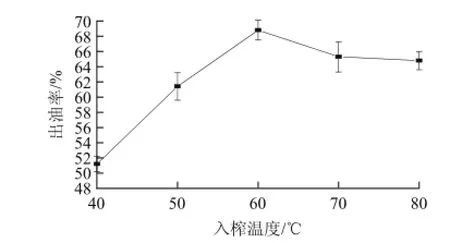
图6 入榨温度对月见草籽出油率的影响Fig.6 Effect of initial pressing temperature on oil yield
经酶解膨化处理后的物料,如果入榨温度过低月见草籽物料弹性及塑性较差,在压榨时难以形成高压出油压力,不利于提高月见草籽出油率,但如果入榨温度过高,会严重影响出油品质,加深油脂色泽,而且温度过高,油料中磷脂等杂质也会增加[17],根据图6可知,40~60 ℃范围内随着入榨温度升高,出油率明显升高,在60 ℃后出油率提高不明显,综合上述理由选择入榨温度为60 ℃。
2.2.3 压榨温度对月见草油出油率的影响
对酶解烘干膨化后的月见草籽含油物料进行压榨,考察在入榨温度60 ℃、压榨压力3.5 MPa、压榨温度为60、70、80、90、100℃的条件下,考察压榨温度对出油率的影响,结果见图7。
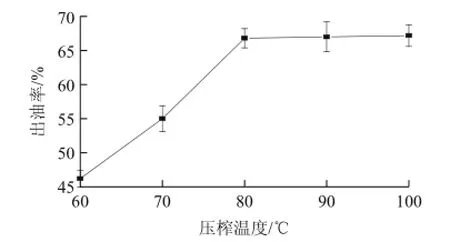
图7 压榨温度对出油率的影响Fig.7 Effect of pressing temperature on oil yield
在压榨过程中压榨温度的变化会直接影响到压榨出油率以及出油品质,随着温度的升高油脂黏度系数变小,油脂流动性增强,这样在压榨过程中油脂更便于流出。酶解膨化后月见草籽压榨温度过高,将会使油料中亚油酸以及亚麻酸氧化,特别是γ-亚麻酸,且会使油料中反式脂肪酸增多[18-19],降低月见草油作为保健油的质量。由图7可知,虽然随着压榨温度的升高,出油率不断升高,但在80 ℃以后出油率升高缓慢,综合以上原因选择压榨温度为80 ℃。
2.2.4 压榨压力对月见草油出油率的影响
对酶解烘干膨化后的月见草籽含油物料进行压榨,考察在入榨温度60 ℃、压榨温度80 ℃、压榨压力为3.0、3.5、4.0、4.5、5.0 MPa的条件下,考察压榨压力对油率的影响,结果见图8。
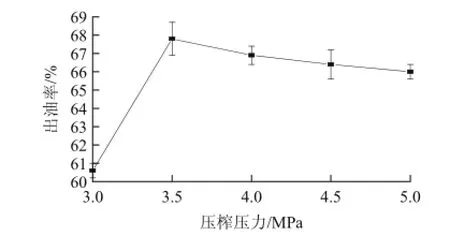
图8 压榨压力对出油率的影响Fig.8 Effect of pressing pressure on oil yield
油料在榨镗内的压榨过程是一个不断运动变形的过程。“动态瞬时高压”可以将油脂从油料细胞中快速挤压流出,但这种瞬时高压由于时间较短挤出油脂没有时间聚集流出,造成油路闭塞阻碍压榨油脂的顺利流出[20]。因此,必须选择合理的压力以及平衡榨镗压力,由图8可知,在压榨压力为3.0~3.5 MPa时出油率急剧上升,在3.5 MPa后压力上升不明显且有下降趋势。当压力超过3.5 MPa后,月见草籽饼粉与挤压出油脂混溶在一起,难以分离。所以综合以上因素选择压榨压力为3.5 MPa。
2.2.5 压榨过程的正交试验
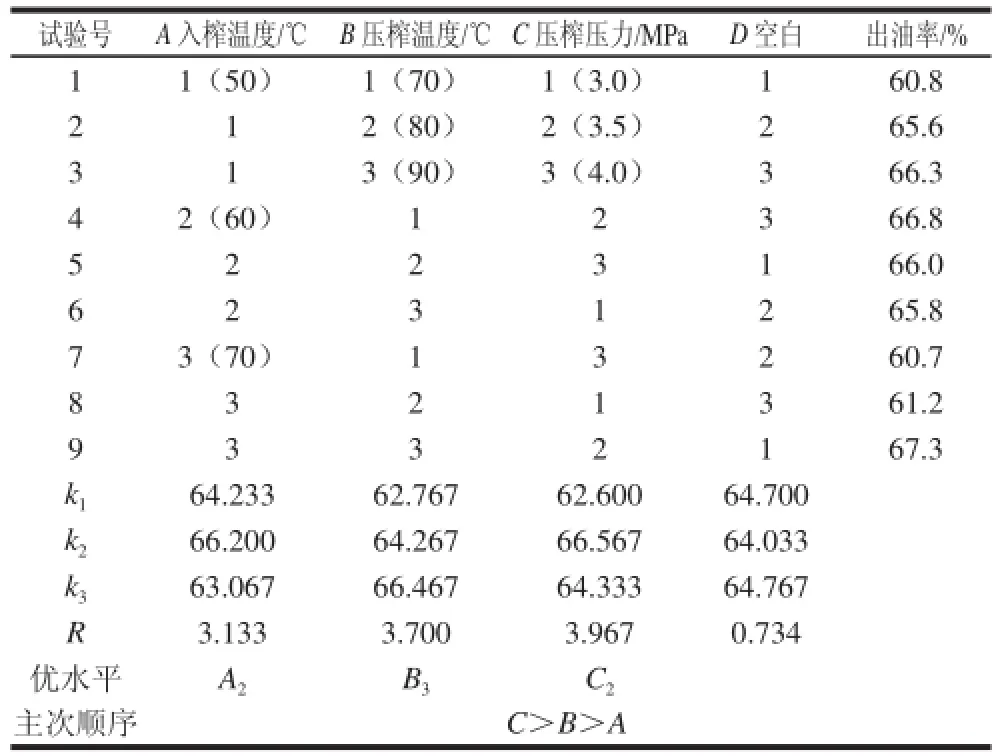
表3 离心剩余含油物料压榨正交试验设计及结果Table3 The orthogonal array design and corresponding results for optimization of oil pressing from the pretreated evening primrose seeds
将用酶处理月见草籽后离心得到含油物料放入压榨机中,选取入榨温度、压榨温度、压榨压力为主要影响因素,选用L9(34)正交表进行试验,确定最佳反应条件,结果见表3。
由表3可以看出,压榨压力对制油工艺的影响最大,其次是压榨温度、入榨温度。最适宜的压榨条件是A2B3C2,最后得出压榨过程的最佳条件为入榨温度60℃、压榨温度90℃、压榨压力3.5 MPa。在最佳条件下,出油率为69%。
2.2.6 酶解后压榨月见草油各项指标测定

表4 酶法处理后压榨月见草油各项指标的测定Table4 Chemical analysis and fatty acid composition of the oil pressed from the the pretreated evening primrose seeds
由表4可以看出,月见草油中各成分保留较完好,因为前期酶解和膨化对月见草籽细胞壁破坏较完全,所以后期压榨处理条件温和,较好地保留了月见草中的营养物质,特别是γ-亚麻酸。
3 结 论
本实验以2%的复合酶对月见草籽进行前处理,离心得到游离油和含油物料,游离油得率24%,然后烘干物料调整水分至9%进行挤压膨化,以60 ℃的温度为初始入榨温度进行压榨,压榨温度90 ℃,在压榨压力3.5 MPa时月见草出油率最高可达到69%。传统的压榨法出油率为50%~60%,出油率比酶解预处理再压榨的方法的低,而且月见草油品质较差、γ-亚麻酸富集率不高;虽然溶剂浸提法的出油率可达98%以上,但是在制取完成后溶剂易残留,且后续需要脱溶处理,这易使部分γ-亚麻酸遭到破坏,而且容易生成反式脂肪酸;酶法预处理后再压榨的方法制取的月见草油,不仅解决了压榨法出油率低的问题,而且得到的月见草油中γ-亚麻酸被很好地保留,油脂品质良好。
[1] 刘晓瑞, 俞仲毅. 月见草油抗衰老作用的实验研究[J]. 中国老年学杂志, 2007(16): 1571-1572.
[2] 王腾宇, 李振岚, 齐颖, 等. 超临界CO2萃取月见草油的研究[J]. 食品科技, 2010(10): 222-226.
[3] 张梅. 月见草的特殊功效及其开发前景[J]. 食品研究与开发, 2006(4): 139-141.
[4] HUDSON B J F. Evening primrose oil and seed[J]. Journal of the American Oil Chemists’ Society, 1984, 61(3): 540-543.
[5] 赵雅霞, 张军辉, 刘玉平. 月见草油中各成分分析[J]. 农产品加工:学刊, 2010(8): 106-107.
[6] 刘利. 月见草的研究现状及开发前景[J]. 安徽农业科学, 2005(11): 2127-2128.
[7] 顾关云, 王欢, 蒋昱. 月见草的化学、药理与临床研究[J]. 国外医药:植物药分册, 2005(6): 231-236.
[8] 王俊国, 魏贞伟. 月见草油氮气保护加工和储藏技术的研究[J]. 中国油脂, 2007(2): 55-56.
[9] 钱学射, 张卫明, 顾龚平, 等. 月见草油用于化妆品的研究与开发[J].中国野生植物资源, 2007(4): 43-46.
[10] 邓会超, 高树成. 月见草籽的开发与利用[J]. 中国油脂, 1999, 24(2): 54.
[11] 吴素萍. 超临界CO2萃取月见草籽油的研究[J]. 粮油加工与食品机械, 2006(2): 47-49.
[12] 朱文鑫, 胡群亮, 相海, 等. 油菜籽直接冷榨制油工艺的研究与应用[J].中国油脂, 2005(3): 16-18.
[13] 方学智, 王开良, 姚小华, 等. 油茶籽仁中油脂的水酶法提取研究[J].林业科学研究, 2010(5): 778-781.
[14] 吴珺婷, 秦礼康, 金毅, 等. 水相酶解结合溶剂萃取生产花椒籽油工艺研究[J]. 食品与机械, 2012, 28(2): 126-130.
[15] ROSSI M, GIANAZZA M. The effect of bleaching and physical refining on color and minor compositions of palm oil[J]. Journal of the American Oil Chemists’ Society, 2001, 78: 1051-1055.
[16] 丁福祺. 食用油压榨法和浸出法工艺的区别[J]. 中国油脂, 2005(1): 5-6.
[17] SHARMA A, GUPTA M N. Ultrasonic pre irradiation effect upon aqueous enzymatic oil extraction from almond and apricot seeds[J]. Ultrasonic Sonochemistry, 2006, 13(6): 529-534.
[18] 崔宝玉, 刘喆, 阚侃, 等. 亚麻油提取工艺的研究进展[J]. 中国麻业科学, 2010(4): 238-241.
[19] 刘元法, 王兴国. 油脂脱色过程中对反式脂肪酸形成和不饱和度的影响研究[J]. 中国油脂, 2007, 32(12): 12-16.
[20] 潘小平, 刘浦泳, 王国通. ZY338型螺旋榨油机的创新与研制[J]. 中国油脂, 2009, 34(7): 55-58.
Optimization of Enzymatic Pretreatment Process for Pressing of Evening Primrose Oil
WANG Jun-guo1, ZHANG Huan2, LIU Fei2, LIU Dan-yi2, PAN Ming-zhe2,*, YU Dian-yu2
(1. Key Laboratory of Grain and Oil Processing of Jilin Province, Jilin Business and Technology College, Changchun 130062, China; 2. School of Food, Northeast Agricultural University, Harbin 150030, China)
In this work, evening primrose oil was pressed from enzymatically pretreated samples of evening primrose seeds. The enzymatic pretreatment was carried out using a mixture composed of a commercial complex enzyme preparation hydrolyzing carbohydrates, viscozyme and cellulase (all from Novozymes, 4:1:1). By using one-factor-at-a-time and orthogonal array design methods, the optimal enzymatic pretreatment conditions were determined to be hydrolysis for 5.5 h at 50 ℃, initial pH 5.0 with a total enzyme dosage of 2%. Under these conditions, the yield of free oil was 24%. The pretreated material was dried until the moisture content reached 9%, and then pressed initially at 60 ℃, finally at 90 ℃ and 3.5 MPa, resulting in an oil yield of 69%. γ-Linolenic, linoleic and some other unsaturated fatty acids were retained at significant levels in the evening primrose oil, and the oil quality was good.
evening primrose oil; enzymatic method; pressing; oil yield; determination of quality parameters
TQ645
A
1002-6630(2014)02-0096-06
10.7506/spkx1002-6630-201402018
2013-08-31
粮油食品深加工吉林省高校重点实验室基金项目(2013006);黑龙江省科技计划项目(GC13B207)
王俊国(1964—),男,教授,学士,研究方向为农产品加工。E-mail:junguowang5283@163.com
*通信作者:潘明喆(1979—),男,讲师,硕士,研究方向为大豆精深加工技术。E-mail:dyyu2000@126.com
猜你喜欢
四川林业科技(2022年1期)2022-03-22
农产品加工(2022年2期)2022-02-16
农产品加工(2021年13期)2021-08-07
中国油脂(2019年5期)2019-05-13
食品界(2016年4期)2016-02-27
中国粮油学报(2016年1期)2016-02-06
动物营养学报(2015年3期)2016-01-07
科学之友(2014年24期)2014-03-20
