
压力容器定期检验体积缺陷高度的简易检测
2014-03-08 08:26兰清生江西省锅炉压力容器检验检测研究院南昌330029
中国特种设备安全 2014年10期
兰清生(江西省锅炉压力容器检验检测研究院 南昌 330029)
压力容器定期检验体积缺陷高度的简易检测
兰清生
(江西省锅炉压力容器检验检测研究院 南昌 330029)
利用曝光曲线和胶片特性曲线,推导了焊缝内部体积缺陷高度的计算公式,缺陷高度计算公式适应于焊缝表面比较平滑的体积型缺陷计算。通过测量缺陷处底片黑度、缺陷附近焊缝处底片黑度、缺陷附近母材处底片黑度、缺陷附近焊缝高度,可以用公式计算焊缝内部体积缺陷高度,该公式能够应用于未焊透和条状夹渣的高度测定,并在压力容器定期检验时对未焊透和条状夹渣缺陷安全状况进行定级。
压力容器 定期检验 缺陷高度 高度计算
1 前言
在用压力容器定期检验时,特别是对制造时采用局部探伤的压力容器检验时,由于焊缝未经100%无损检测,又由于该类容器一般壁厚较薄,埋藏缺陷检测时多采用射线探伤,TSG R7001-2013《压力容器容器定期检验规则》[1](以下简称《规则》)对埋藏缺陷的定级规定,单个圆形缺陷只要测量长径可以直接定级,而对非圆形缺陷的安全状况等级评定,见表1和表2,表中H是指缺陷在板厚方向的尺寸,亦称缺陷高度;L指缺陷长度。《规则》还要求对所有超标非圆形缺陷均应当测定其高度和长度,并且在下次检验时对缺陷的尺寸进行复验。因此压力容器定期检验是测量缺陷高度十分重要。
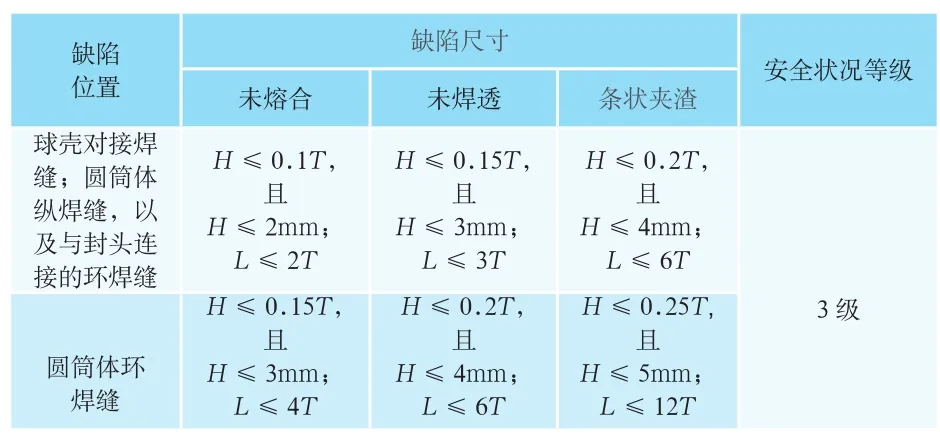
表1 一般压力容器非圆形缺陷与相应的安全状况定级

表2 有特殊要求的压力容器非圆形缺陷与相应的安全状况定级
应用曝光曲线和胶片特性曲线的拟合曲线,可以推导平板工件内缺陷高度的计算公式[2],本文在此基础上,推导了焊缝内部体积缺陷高度的简易检测方法,可以应用于未焊透和条状夹渣的高度测定。
2 平板工件内缺陷高度的计算
2.1 曝光曲线和胶片特性曲线
曝光曲线和胶片特性曲线是按实际条件制作的,两曲线的某些制作条件包括射线机、感光胶片、金属增感屏、显影条件(配方、温度、时间)相同。
经典的曝光曲线可用下列方程式表示[3]:式中:

E——曝光量,mA·min;
T——厚度,mm;
a、b——常数,与管电压有关。
胶片特性曲线也可以用下面的幂函数关系式近似表示[3]:式中:

E——曝光量,mA·min;
D——底片黑度;
α、β——与胶片种类、显影条件有关的常数。
2.2 黑度测定法计算缺陷高度[2]
假定按某曝光曲线制作规定的透照工艺,对工件进行射线探伤,得到如图1所示的底片和缺陷影像,缺陷及其附近的黑度测得为D△T、DT。可以得到缺陷高度△T的计算公式:


公式经实验验证,满足工程精度要求[2]。
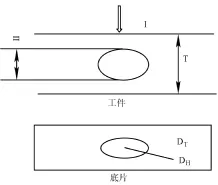
图1 工件透照简图及底片影像
上面推导的缺陷高度计算公式适应的范围:工件缺陷处的厚度和其附近(黑度DT的测定点)的厚度一致。
公式适应于影像尺寸基本上大于黑度计光孔(常用φ1 mm)的缺陷,而且由于是以黑度的大小来计算缺陷高度的大小,所以只适用于一些三维体积型缺陷,而不能用于裂纹类的面积型缺陷。
底片的黑度范围为1.5~4.0之间,在黑度范围内,胶片特性曲线近似满足幂函数关系式。
3 对接焊缝中体积缺陷的高度计算
在实际透照时,若只测量底片在缺陷处和缺陷附近的黑度,用公式(3)计算缺陷高度,需要对曝光曲线和胶片特性曲线先按模型拟合求常数C,但比较复杂。如果焊缝表面比较平滑,用图2所示位置,测量缺陷处底片黑度D1、缺陷附近焊缝处底片黑度D2、缺陷附近母材处底片黑度D,缺陷附近焊缝高度h(为焊缝内外余高总和),令△T=-h,就可以求得
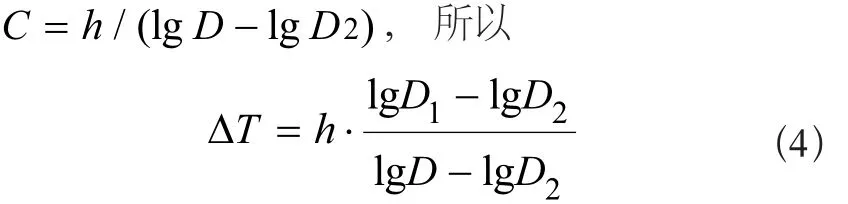
式中: h——缺陷附近焊缝高度; D——试块附近处母材黑; D1——缺陷部位黑度;
D2——缺陷附近焊缝黑度。
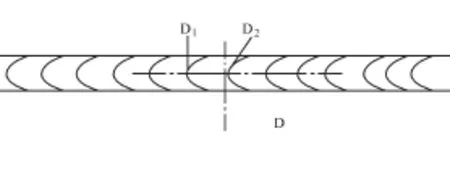
图2 底片黑度测量位置
由式(4)可知,只要测量缺陷处底片黑度D1、缺陷附近焊缝处底片黑度D2、缺陷附近母材处底片黑度D,缺陷附近焊缝高度h(为焊缝内外余高总和),即可快速测定缺陷高度。
4 应用实例
案例1:某一类容器,筒体壁厚为8mm,全面检验时对纵缝射线探伤发现一超标条状缺陷,缺陷长10mm,最宽处3mm。测得测量缺陷处底片黑度D1=2.65、缺陷附近焊缝处底片黑度D2=1.95、缺陷附近母材处底片黑度D=2.50,缺陷附近焊缝高度h=3mm。该条状缺陷按JB/T4730-2005评定为Ⅳ级,按本文式(4)计算得到缺陷高度为3.7mm,依据TSG R7001-2013《压力容器定期检验规则》缺陷的安全状况等级评定为4级。
案例2:某二类容器,筒体壁厚为12mm,全面检验时对环缝射线探伤发现一超标条状缺陷,缺陷长8.8mm,最宽处2.5mm。测得测量缺陷处底片黑度D1=2.40、缺陷附近焊缝处底片黑度D2=2.22、缺陷附近母材处底片黑度D=2.52,缺陷附近焊缝高度h=3.2mm。该条状缺陷按JB/T4730-2005评定为Ⅳ级,按本文公式(4)计算得到缺陷高度为1.97mm,依据TSGR7001-2013《压力容器定期检验规则》缺陷的安全状况等级评定为3级。
案例3:某二类容器,筒体壁厚为16mm,全面检验时对环缝射线探伤发现一未焊透缺陷,缺陷长50mm,宽2.0mm。测得测量缺陷处底片黑度D1=2.75、缺陷附近焊缝处底片黑度D2=2.52、缺陷附近母材处底片黑度D=2.80,缺陷附近焊缝高度h=3.5mm。该条状缺陷按JB/T4730-2005不允许,按本文式(4)计算得到缺陷高度为2.90mm,依据TSG R7001-2013《压力容器定期检验规则》缺陷的安全状况等级评定为3级。
5 结论
焊缝内部体积缺陷高度可以用下式计算:

D为缺陷附近处母材黑度,D1为缺陷部位黑度,D2为缺陷附近焊缝黑度,h为缺陷附近焊缝高度(焊缝内外余高总和)。
本文的缺陷高度计算公式适应于焊缝表面比较平滑的体积型缺陷。
公式应用到压力容器定期检验,可以对非圆形缺陷条渣和未焊透进行安全状况定级定级。
1 TSG R7001-2013 压力容器容器定期检验规则[S].
2 蓝清生,等.黑度法确定射线探伤中缺陷高度的计算公式[J].无损探伤,2001,25(3):7~10.
3 J.J.L.Caarls.The British Journal of NDT[J] . 1984,26(4):223~225.
4 王道之,等.基于Matlab的最小三乘法在X射线机曝光曲线制作中的应用[J].中国特种设备安全,2012,28(5):35~36.
5 张修安.X射线机曝光曲线软件编制[J].中国特种设备安全,2012,28(9):39~40.
6 任国栋,等.在用含凹坑缺陷压力容器的安全评定[J].中国特种设备安全,2012,28(4):11~13.
7 张兴南.高压容器筒体的疲劳裂纹[J].中国特种设备安全,2013,29(5):59~60.
8 李植中,等.与压力容器基础有关的检验[J].中国特种设备安全,2013,29(12):55~56.
9 GB 19189-2011 压力容器用调质高强度钢板[S]
10 GB/T 222-2006钢的成品化学成分允许偏差[S]
Simple Detection of the Height of Volume Defects in Pressure Vessels Periodical Inspection
Lan Qingsheng
(Jiangxi Boiler and Pressure Vessel Inspection Institute Nanchang 330029)
Using exposure curve and fi lm characteristic curve, the height formula for internal volume defects in weld was deduced . The formula adapted to the calculation of volume defects in welds with smooth surface. By measuring the fi lm blackness of the defect fi lm blackness of the weld near the defect , fi lm blackness of the base near the defect , and the weld height near the defect , the internal volume defect height can been calculated by the formula . The formula can been applied to determinate the height of lack -penetration and strip-slag, and to grade the defect security conditions for lack -penetration and strip-slag in pressure vessels periodical inspection .
Pressure vessels Regular inspection Defect height Height calculation
X933.4
B
1673-257X(2014)10-42-03
10.3969/j.issn.1673-57X.2014.10.011
兰清生(1967~),男,硕士,高级工程师、高级检验师,主要从事锅炉压力容器检验检测和研究和技术质量管理工作。
2014-07-23)
猜你喜欢
海燕(2021年4期)2021-03-24
中国特种设备安全(2019年11期)2020-01-16
华人时刊(2019年19期)2020-01-06
新生代(2019年11期)2019-11-13
新生代·上半月(2019年6期)2019-09-10
建材发展导向(2019年13期)2019-08-24
中国特种设备安全(2019年3期)2019-04-22
新教育时代·教师版(2019年3期)2019-03-11
中国质量监管(2017年7期)2017-09-30
家庭用药(2017年6期)2017-06-22
