
飞秒激光加工光波导的工艺与传输特性研究
2014-03-20 08:51王少清孙小燕夏国才
激光与红外 2014年11期
王少清,孙小燕,夏国才,罗 志
(1.中南大学机电工程学院,湖南 长沙410083;
2.中南大学高性能复杂制造国家重点实验室,湖南长沙410083)
1 引言
1996年,飞秒激光首次被证实能够在透明介质内部制备光波导[1],随后国内外进行了广泛的研究。光波导可以通过基质表面沉积、表面构造以及内部构造得到[2-4],与紫外曝光、离子扩散、离子/中子注入、离子/中子交换等其他成熟的制作工艺相比[5-7],飞秒激光制作光波导在室温环境下进行,过程简单,可以实现三维沟道波导的制作,稳定性较好,这对于制作高集成度、高复杂度和低成本的光波导器件具有重要应用价值。
在波导制备中,影响光波导质量的主要因素是加工工艺参数和材料自身性能。虽然目前已有较多关于波导制作方式及波导传输损耗测量的研究[8-11],但对于加工工艺参数对波导损耗的影响未进行更深入的研究,而波导的光学损耗是衡量其质量高低的重要指标。因此深入探讨波导结构及参数与损耗的关系是至关重要的,它可以为设计和制造性能优良的光波导提供理论指导。
光波导的损耗主要包括耦合损耗和传输损耗。其中传输损耗直接反映了加工制备波导方法的效率和质量,因而有较高的研究价值和意义。本文将采用散射光测量方法[12-14],研究不同加工参数下波导的损耗情况,获得波导传输损耗最优化的加工工艺参数。
2 实验
实验加工系统如图1所示,系统采用由美国光谱物理(Spectra Physics)公司生产的掺钛蓝宝石固体飞秒激光放大器,该激光器最大输出功率为4 W,中心波长为800 nm,脉冲持续时间为120 fs,重复频率1 kHz。采用圆形渐变滤光片对激光能量进行调整,为了避免球差的影响[15],聚焦深度均为融石英上表面以下300μm,同时为了得到更好的光斑形状,针对不同数值孔径的物镜,引入了300~350μm的狭缝对聚焦光斑进行光束整形[16],使横向直写光波导的截面为对称圆形,狭缝方向平行于波导光路方向。在加工方向两端分别安放CCD和光源,用于观察激光聚焦点的光斑形状、位置以及融石英上表面位置,达到对加工深度的精确控制,同时也为后期波导的耦合提供定位支持,并采集波导端面输出模场图像。实验采用的He-Ne激光器光源波长为 632.8 nm,能量2 mW,采用直接聚焦耦合的方式,将He-Ne激光通过物镜直接聚焦到波导端面,通过电脑控制三维运动平台,以He-Ne激光传输末端CCD采集到的波导输出模场图像为参考对加工波导光路进行精确耦合。将采集到波导散射的图像通过Matlab进行图像处理,获得波导的传输损耗。

图1 光波导的加工和耦合系统示意图Fig.1 Schematic diagram of opticalwaveguide processing and the coupling system
3 实验结果与分析
飞秒激光横向直写融石英加工波导光路的过程中,聚焦物镜的数值孔径、激光的平均功率和扫描速度都会对波导的加工质量带来不同程度的影响。实验主要通过改变波导加工过程中聚焦物镜的数值孔径、扫描速度和激光功率等方面的参数加工出光波导,并进行耦合和损耗计算。
3.1 不同数值孔径的聚焦物镜对波导传输损耗的影响
数值孔径是物镜的重要参数,其大小直接决定着物镜的聚焦特性。实验使用数值孔径为0.25、0.4和0.6的物镜,当激光的平均功率为6 mW,扫描速度取50μm/s时,加工出来的光波导耦合情况如图2所示。

图2 不同数值孔径物镜加工光波导的耦合情况Fig.2 The coupling situation of opticalwaveguide fabricated by objective lens in different numerical aperture
从图2中可以看出,随着数值孔径的增大,光波导耦合的输出模场效果逐步下降,波导的衍射现象越加明显[17]。同时,由图3可知,光波导的传输散射也越来越明显,此时测得光波导的宽度分别为34μm、22μm和14μm。
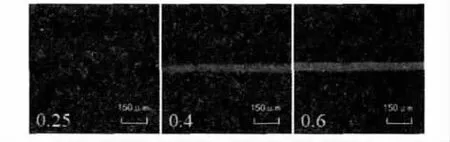
图3 不同数值孔径物镜加工光波导的散射情况Fig.3 The scattering situation of opticalwaveguide fabricated by objective lens in different numerical aperture
一般认为,材料的加工阈值和烧蚀阈值是由飞秒激光的峰值强度所决定的[18],当激光峰值强度高于加工阈值时,激光就会与融石英发生作用,引起材料的改性。当峰值强度继续增大,高于材料的烧蚀阈值时,材料将出现烧蚀损坏现象。目前大多数激光器发出的光束形状都服从高斯强度分布,其峰值强度一般只考虑强度分布在强度截面1/e2范围内的光束,即只对波束腰范围内的光束进行分析,其峰值强度可以表示为:

其中,P是激光功率;τ是飞秒激光的脉宽的半峰全宽(FWHM);fq是激光的重复频率;NA是聚焦物镜的数值孔径,由式(1)可知,随着数值孔径的增大,激光的峰值光强也迅速增强。如图4所示,波导的传输损耗和峰值光强之间的保持基本一致的增减关系。

图4 不同数值孔径下激光的峰值强度和波导传输损耗Fig.4 The peak intensity of laser and transmission loss ofwaveguide fabricated in different numerical aperture
实验中激光加工速度的改变,可视为激光单脉冲作用的重复频率,即单位时间上激光加工的脉冲数。激光的峰值能流密度可以表示为其峰值光强与加工脉冲数和激光脉冲宽度的乘积,即:

其中,p是激光平均功率;ν是激光的加工速度;λ是激光波长;NA是物镜的数值孔径。根据公式(2),当物镜数值孔径0.25,激光平均功率7 mW,激光加工速度40μm/s时,激光峰值能流密度为2.08×104J/cm2;数值孔径 0.4,激光平均功率6 mW,加工速度60μm/s时,激光峰值能流密度为2.04 × 104J/cm2;数值孔径 0.6,激光平均功率5 mW,加工速度90μm/s时,激光峰值能流密度为2.02×104J/cm2。此时三组不同加工参数中飞秒激光作用于融石英上的峰值能流密度十分接近,得到的实验结果如图5所示。

图5 相同峰值能量密度不同数值孔径加工的光波导的耦合情况Fig.5 The coupling situation ofwaveguide fabricated at same peak energy density and different numerical aperture
由图5可见,虽然作用在融石英上的峰值能流密度相同,但是波导输出模场和散射情况却大不相同。随着数值孔径的增大,波导端面形状逐渐由对称圆变成其他不规则形状,波导表面的散射也更加明显,如图6所示,此时测得其传输损耗分别为 -0.5015 dB/cm、-1.0256 dB/cm 和-1.3446 dB/cm。
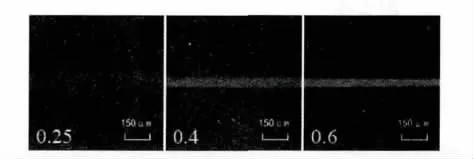
图6 相同峰值能量密度不同数值孔径加工的光波导的散射情况Fig.6 The scattering situation ofwaveguide fabricated at same peak energy density and different Numerical aperture
当物镜的数值孔径为0.4时,实验采用功率为5 mW、6 mW和7 mW的激光分别对融石英进行加工。激光功率为7 mW时,加工的光波导散射与5 mW和6 mW时相比明显增强,如图7所示。

图7 物镜数值孔径0.4时波导的传输损耗Fig.7 Transmission loss ofwaveguide fabricated by objective lens with 0.4 numerical aperture
由图7可知,当物镜数值孔径0.4,激光功率为7 mW时,波导的散射光明显增强,传输损耗迅速增大。此时飞秒激光的峰值能量密度为 4.78×104J/cm2,可见此能流密度接近融石英的烧蚀阈值。
实验加工系统采取了狭缝对聚焦光斑进行整形,激光通过狭缝时大部分的能量都被挡在狭缝上,增大激光的输出功率将造成大量的能量损耗。在加工光波导的过程中,激光平均功率的调节范围为5~10 mW,当物镜的数值孔径为0.15时,在能量范围内均不能制作出可进行光传输的波导。根据公式(1),加大激光的输出功率可以提高其峰值强度以达到加工的目的。经计算,数值孔径为0.25的物镜,当激光功率为6 mW时,其峰值强度为3.0743×1015W/cm2,对于数值孔径为0.15的物镜,要达到相同的峰值强度,激光的输出功率最小要达到17 mW。因此数值孔径为0.25的聚焦物镜比较符合实验系统要求,加工的光波导截面为对称圆形,输出模场清晰,传输损耗较低。
3.2 不同的扫描速度对波导传输损耗的影响
为了便于观察和检测,实验采用数值孔径0.25的聚焦物镜,当激光平均功率为8 mW时,加工速度为30 μm/s到80 μm/s,步进10 μm/s,采集到的耦合图片如图8所示。

图8 不同加工速度下波导的耦合情况Fig.8 The coupling situation of waveguide fabricated at different speed
从图可看出,波导输出模场已经基本一致,光传输质量较好,其中30μm/s和40μm/s加工的波导截面形状较之其他几组显得不够圆,并有微弱的衍射现象。随着加工速度的增加,散射光强逐渐减弱,如图9所示。

图9 不同加工速度下波导的散射情况Fig.9 Scattering situation ofwaveguide written at different speed
利用matlab对图9的六组图片进行处理,同时根据公式(2),可得到不同速度下波导的传输损耗与激光峰值能流密度的关系如图10所示。

图10 不同加工速度下波导的传输损耗及峰值能流密度Fig.10 Transmission loss and peak energy density ofwaveguide fabricated at different speed
其中,点实线是光波导的传输损耗,虚线是不同速度下激光的峰值能流密度。从图中点实线可以看出,随着扫描速度的增加,激光的峰值能流密度逐渐减少,并与波导的传输损耗减小方向基本一致,当扫描速度大于50μm/s时,波导的传输损耗较小,达到-0.4786 dB/cm,此时激光的峰值能流密度为1.94 ×104J/cm2。
由此可见随着扫描速度的变化,波导的传输损耗发生变化。在加工物镜数值孔径比较小的情况下,激光的加工速度在大于50μm/s时,能加工出损耗较小的波导,考虑到光波导加工的效率和更小能量加工的效果,实验系统选取45~60μm/s为最佳加工速度。
3 .3 不同的加工能量对波导传输损耗的影响
随着加工能量的增加,波导传输损耗也逐步增加。为了进一步探讨其增加规律,实验采用数值孔径0.25的聚焦物镜,当激光加工的速度为50μm/s时,通过改变激光的输出功率,可以得到如图11所示的耦合情况。

图11 不同加工能量下波导的耦合情况Fig.11 The coupling situation of waveguide fabricated in different energy
由图11可知,激光功率为4 mW时,融石英端面未能观测到波导的输出模场。激光平均功率为5 mW时,波导端面输出模场效果较差,波导表面的散射不明显,无法采集到散射图像(如图12所示)。激光功率为6 mW和7 mW时波导端面形貌较圆,随着能量的增加,激光的峰值强度逐渐变大,波导端面形貌逐步变差,传输损耗也逐渐增加。由此可推测出平均功率为5 mW,扫描速度为50μm/s时激光的峰值能流密度接近于融石英的加工阈值,为1.21 ×104J/cm2。

图12 不同加工能量下波导的散射情况Fig.12 Scattering situation of waveguide fabricated in different energy
激光加工过程中,不同材料对激光的加工及烧蚀阈值都不同,同种材料也会因加工方式或纯度不同引起阈值的波动。本实验所采用的融石英,当激光平均功率在6 mW左右时加工的波导光路截面呈对称圆,其耦合时波导端面的输出模场较理想,传输损耗低于-0.2 dB/cm。如图13所示,由实验数据拟合可知,当物镜的数值孔径为0.25,激光加工速度为50μm/s,激光功率在5~11 mW范围内,可加工出传输损耗小于-1 dB/cm的光波导。

图13 不同加工能量下波导的传输损耗Fig.13 Transmission loss ofwaveguide fabricated in different energy
4 结论
本文首先利用飞秒激光横向直写方式加工光波导,并使用不同数值孔径的聚焦物镜,通过改变激光的能量和扫描速度加工光波导,采用散射光测量方法分析了波导的传输损耗。实验结果表明材料的加工阈值为1.21×104J/cm2,烧蚀阈值为4.78×104J/cm2。当激光功率为6 mW,物镜数值孔径为0.25时,要达到材料的加工阈值,激光的加工速度最大可达到60.14μm/s。当激光的峰值能流密度未达到融石英的加工阈值时,波导几乎不能通光,此时损耗可视为很大。当激光峰值能流密度在融石英加工阈值和烧蚀阈值之间时,小数值孔径的聚焦物镜能加工出输出模场较好,散射光强较弱的光波导。实验表明聚焦物镜数值孔径0.25,激光平均功率在6 mW左右,加工扫描速度在45~60μm/s范围内时,可以加工出传输损耗低于-0.2 dB/cm的光波导。当激光加工速度为50μm/s,激光功率在5~11 mW范围内,可加工出传输损耗小于-1 dB/cm的光波导。当激光峰值能流密度超过材料的烧蚀阈值时,散射光强大幅度增大,无法正常传输He-Ne激光。
实验研究分析了飞秒激光直写加工波导光路的参数与传输损耗的关系,探索出加工光波导的优化参数,对于设计和制造性能优良的光波导有较好的参考价值。
[1] KM Davis,K Miura,N Sugimoto,et al.Writing waveguides in glass with a femtosecond laser[J].Optics letters,1996,21(21):1729 -1731.
[2] GAO Fei,YUANG Xiao,CHENG Guanghua,et al.Applications of femtosecond lasermicromachining[J].Acta Photonica Sinica,2006,33(Suppl):415 -418.(in Chinese)高飞,袁孝,程光华,等.飞秒激光在微加工中的应用[J].光子学报,2006,33(Suppl),415 -418.
[3] NOLTE S,WILLM,BURGHOFF J,et al.Femtosecond waveguide writing a new avenue to three dimensional integrated optics[J].A p pl.Phys.A,2003,77:1092111.
[4] LIShiling,YE Yongkai.Development of fem tosecond laser directwriting waveguides in transparentopticalmaterials[J].Laser Technolgy,2012,36(6):783 - 787.(in Chinese)李士玲,叶永凯.飞秒激光直写透明光学材料光波导的研究进展[J].激光技术,2012,36(6):783-787.
[5] R R Thomson,S Campbell,I J Blewett,et al.Active waveguide fabrication in erbium-doped oxyfluoride silicate glass [J].Applied Physics Letters,2005,87:121102.
[6] YU Xiantong,WANGWenjun,LIU Yunlong,et al.Preparation and properties of an organic polymer waveguide[J].Laser & Infrared,2012,42(4):417 - 421.(in Chinese)俞宪同,王文军,刘云龙,等.一种有机聚合物光波导的制备及性能研究[J].激光与红外,2012,42(4):417-421.
[7] CHEN Hao.Development of planar waveguide materials[J].Information technology,2010,3:175 - 178.(in Chinese)陈昊.平面光波导器件的发展[J].信息技术,2010,3:175-178.
[8] Osellame R,Taccheo S,Marangoni M,et al.Femtosecond writing of active optical waveguides with astigmatically shaped beams[J].J.Opt.S oc.A m.B,2003,20:155921567.
[9] GAO Yu,LIAO Jinkun,YANG Yapei,et al.Measurementmethods of optical waveguide propagation loss of polymer thin films[J].Laser & Infrared,2006,36(9)844 -846.(in Chinese)高宇,廖进昆,杨亚培,等.有机聚合物薄膜光波导传输损耗的测量方法[J].激光与红外,2006,36(9):844-846.
[10] M Rochat,M Beck,J Faist,et al.Measurement of farinfrared waveguide loss using amultisection single-pass technique[J].Applied Physics Letters,2001.
[11] JIA Zhenhong.The fabrication of porous silicon channel waveguides andmeasurementof its propagation loss[J].Acta Photonica Sinica,2003,32(3):311 - 313.(in Chinese)贾振红.多孔硅通道型光波导的制备及传输损耗的测量[J].光子学报,2003,32(3):311 -313.
[12] Kapron F P,Keck D B,Maurer R D.Radiation losses in glass opticalwaveguides[J].Appl.Phys.Lett.,1970,17(10):423-425.
[13] JIA Linghua,QIU Feng,QIAN Ying,etal.Digital camera photographing in measuring propagation loss properties of Ion - exchange planar optical waveguides[J].Acta Photonica Sinica,2009,38(5):1058 - 1061(in Chinese)贾凌华,邱枫,钱颖,等.数码照相法测量离子交换平面光波导损耗特性[J].光子学报,2009,38(5):1058-1061.
[14] LIANG Yulei.Measurement of slab optical waveguide losses[D].Changchun:Jilin University,2004.(in Chinese)梁宇雷.平面光波导损耗测试[D].长春:吉林大学,2004.
[15] LIU Dayong.Study on thresholds for femtosecond laser three dimensionalmicromachining of silica glass and its application[D].Beijing:Peking University,2008.(in Chinese)刘大勇.石英玻璃中飞秒激光三维加工阈值的研究及其应用[D].北京:北京大学,2008.
[16] XIA Guocai,SUN Xiaoyan,DUAN Ji'an.Beam shaping technologies for efficiency laser fabrication[J].Laser &Optoelectrionics Progress,2012,49(10):10000.(in Chinese)夏国才,孙小燕,段吉安.用于实现激光高效率加工的光束整形技术[J].激光与光电子学进展,2012,49(10):100002.
[17] CHEN Lei.Research and fabrication of waveguide in sapphire with fem tosecond laser pulses[D].Changchun:Jilin University,2009.(in Chinese)陈磊.利用飞秒激光在蓝宝石内制备光波导的研究[D].长春:吉林大学,2009.
[18] Haruna M,Segawa Y,Nishihara H.Nondestructive and simplemethod of opticalwaveguide lossmeasurmentwith optimization of end - fire coupling[J].Electronics Letters,1992,28(17):911 -912.
猜你喜欢
人人健康(2021年16期)2021-12-01
河北省科学院学报(2020年1期)2020-05-25
制造技术与机床(2019年8期)2019-09-03
华东师范大学学报(自然科学版)(2019年3期)2019-06-24
光学精密工程(2016年4期)2016-11-07
光学精密工程(2016年3期)2016-11-07
光学精密工程(2016年3期)2016-11-07
电子制作(2016年11期)2016-11-07
系统工程与电子技术(2016年2期)2016-04-16
制导与引信(2016年3期)2016-03-20
