
引风机轴承故障的诊断实践
2014-03-25 06:13范文军李云飞
石油化工技术与经济 2014年5期
宋 斌 范文军 李云飞
(中国石化上海石油化工股份有限公司热电部,200540)
滚动轴承是热电厂锅炉引风机中的易损部件,其运行状态直接影响整台风机的性能、效率、功能和寿命。一旦轴承出现故障,轻则影响设备的正常运行,重则导致停机,甚至造成设备损坏、系统停产。据不完全统计,转动设备故障的30%是由轴承引起的[1]。及时发现滚动轴承故障征兆,准确预测故障发展及轴承寿命,有利于提前做好生产维修计划,对维持设备的安全运行,避免风机损坏及系统停止运转具有重要的意义。热电厂锅炉引风机一般配备两台,正常情况下全部运行,无备用。运行中如发生轴承故障,更换时需要锅炉减负荷,并且一台引风机停下只剩一台运转时,还存在引风机倒转的风险。因此对准确地判断轴承状态,正确地对轴承进行故障诊断提出了更高的要求。为此采用了多种手段相结合诊断引风机轴承故障的方法,取得较好的效果。
1 引风机基本情况
引风机是热电厂锅炉重要辅助设备,中国石化上海石油化工股份有限公司热电部5号炉配置了甲、乙两台引风机,型式为单吸离心式,型号为1788B/1375,流量为287 043 m3/h,功率为1 250 kW,采用永磁调速。风机两端轴承型号为22238cc/w33,生产厂商为SKF。轴系结构如图1所示。

图1 引风机轴系示意
2 针对引风机采用的故障诊断方式
2.1 听觉诊断
利用听觉诊断轴承故障是一种很常用的方法,主要是倾听运行轴承是否存在不规则、不连续等不正常的声音以识别轴承出现的故障。实际使用中一般借助听棒顶住轴承座靠近轴承的位置来倾听轴承的声音,若发出较低且连续呜呜声,则认为轴承处于良好的运转状态;若是发出尖锐的嘶嘶音、吱吱音以及其他不规则的声音,通常表示轴承处于不良的运转状况。用听棒倾听需要有经验的人员才能操作,且误差较大,受到检测人员当时生理和心理的影响也较大。
2.2 简易测振仪诊断
通过便携式测振仪(如LC2200、VM63等)对轴承测振,在轴承座上近轴承中分面位置的水平、垂直、轴向等3个方向上进行测量,测振仪可以测得振动的3个参数即位移、速度、加速度。一般来说,振动位移的量值是峰峰值,体现设备在空间上振动的大小;速度的量值是有效值,体现振动能量的大小;加速度的量值是单峰值,体现振动冲击力的大小。通常低转速的转动设备用振动位移来评判振动大小,而高速的用加速度,中速的用速度。该风机电动机额定转速为990 r/min,使用便携式测振仪时采用测量振动位移来对轴承振动进行评价,评价标准如表1所示。

表1 引风机振动评价标准
2.3 设备点检管理系统(PMS)诊断
PMS系统是根据流程工业的需求,融合了设备状态监测与故障诊断技术以及电子信息技术、现代化管理技术,将智能化仪器硬件与信息化应用软件有机结合的计算机网络化设备状态点检管理系统。点检人员采用HY系列仪器(包括振动测量仪、巡检仪、抄表仪等)现场采集设备状态信息以后,与电脑相连自动回收数据至服务器,利用专用软件就能分析数据,判断设备状态。尽管是离线监测系统,但合理的数据采集周期可以确保中、高层技术和管理人员及时掌握设备实际状态,进行状态分析和故障诊断。PMS系统可以设置振动超标报警,可进行任一测点振动趋势分析,以及时域、幅值域、频域、时差域等多种分析功能。
对于引风机,主要使用振动趋势和频谱分析方法。振动趋势线自动生成,可进行简单故障的诊断和故障跟踪,其优点是简单直观,缺点是通过趋势发现轴承振动明显上升时,轴承已发生磨损或部分损坏,故障发现够及时。利用频谱分析可以测量得到0~1 000 Hz范围内振动位移或速度的幅值,然后对照滚动轴承自身故障特征频率诊断轴承故障,能够判断轴承损坏的具体部位,具有定量、准确的特点,一般在轴承损坏的初期即可发现故障特征频率。滚动轴承的故障特征频率获得有3个途径:
(1)根据PMS系统查到的故障频率,按照实际转速进行换算得到。
(2)在轴承制造厂商的官方网页上根据轴承型号查到。
(3)根据公式计算获得,轴承故障频率计算公式如下:
轴承内圈故障特征频率:

(1)
轴承外圈故障特征频率:

(2)
轴承滚动体故障特征频率:
(3)
轴承保持架故障特征频率:

(4)
式中,fr为滚动轴承内圈的回转频率,Hz;fr=n/60,n为内圈转速,r/min;d为滚动体直径,mm;D为轴承平均直径,mm;z滚动体个数;α为压力角(又称接触角)。
2.4 振动高频滤波检测法
振动高频滤波检测法(L-方法)是检查滚动轴承状态测量轴承状态值的方法,轴承状态值是指运行滚动轴承振动频率在600 Hz至12 kHz这个范围的振动速度有效值。理论计算和实验结果及现场测试都表明:轴承的故障频率一般都集中在高频范围,由不对中或不平衡等情况产生的振动频率一般都低于600 Hz,同时超过12 kHz的故障振动信号也已相当微弱。所以提取600 Hz至12 kHz范围内的振动值,经特定数据处理(分段加权)后定义为轴承状态值L,设备的功率、转速以及轴承尺寸对状态值L几乎没影响,同时L-方法也反映润滑状态。对于引风机在额定转速下,由不平衡及不对中产生的工频和二倍频分别是16.5 Hz和33 Hz,在调速时均小于该频率,适合采用L-方法。
实际工作中,应用瑞典VIBRATIONSTEKNINK AB公司生产的VTM36轴承状态检测仪来实现L值的测量。VTM36定义了“好”和“差”两个轴承标准状态:
(1)当L<1时,良好的轴承状态和润滑状态,可继续运行;
(2)当L>2时,差的轴承状态和润滑状态,若润滑良好,则表明轴承已损坏,需更换轴承;
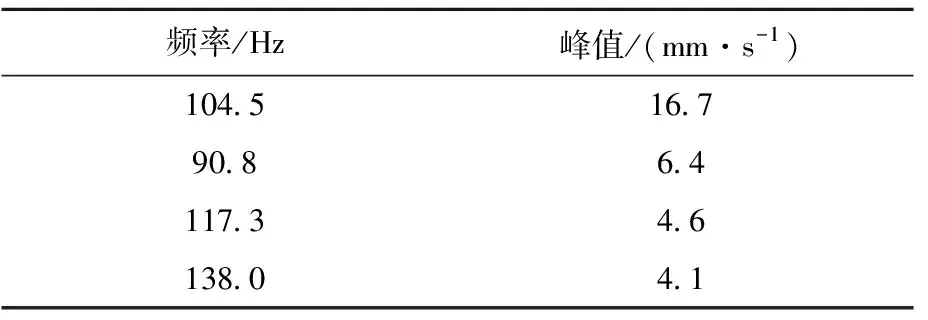
(3)当1 该方法简单方便,对设备巡检和点检具有较强实用性。但如果滚动轴承的工作频率在600 Hz至12 kHz时,无法应用此方法。 根据这两种方法的特点,结合热电厂运行操作人员的工作特性,由操作人员在日常巡检中采用听觉判断,每2 h一次,当出现声音异常时,用简易仪器进行测量确认。在正常情况下,使用简易仪器每周测振一次。 某次操作人员在巡检中检查5号炉引风机乙时,利用听棒发现轴承有异声,填报缺陷。用便携式测振仪测量,轴承振动数值都在标准范围内。进行连续跟踪,振动呈现上升趋势,具体如表2所示。 表2 引风机轴承振动数据跟踪 停下引风机进行检查,检查轴承侧面,滚珠、保持架等未见异常。复校引风机与永磁调速机构的联轴器中心,外圆与断面的最大值分别为0.06 mm和0.05 mm,数据在标准范围内(标准为径向与端面允差0.1mm)。 当轴承振动有异声,且出现趋势上升时,即可以使用PMS系统的频谱分析,测量设备为HY-106C,由设备管理人员负责测量、数据上传与分析。另外,使用PMS系统对引风机做每周一次的频谱测量,数据也可以定期分析。引风机在校验中心后利用PMS系统进行频谱分析。其频谱(见图2)及数据如表3所示。 图2 引风机推力端轴承水平方向振动频谱 频率/Hz峰值/(mm·s-1)104.516.790.86.4117.34.6138.04.1 根据2.3中轴承故障特征频率的获取方法,通过生产商官方网站查得的以及采用计算公式得到的故障频率如表4所示。 表4 22238cc/w33轴承故障频率 根据计算公式获得的故障频率与制造厂家给出的数据一致。对照轴承故障特征频率,可清楚判断轴承外滚道损坏有损坏。由于振动幅值未超过标准,判断此时外滚道表面损坏尚不严重。 应用频谱分析轴承存在损坏后,采用VTM36进行确认,测量风机推力端轴承水平和垂直方向L值分别为3.71和2.96。经检查该轴承润换条件正常,判断轴承存在明显损坏,但并不严重。 一般滚动轴承故障发展的过程分为4个阶段(如图3所示),L10为滚动轴承的整个使用寿命[2]。 第一个阶段,轴承故障处于萌芽阶段,温度、声音、振动总量及频谱均正常。在轴承振动的高频段有一定体现。 第二个阶段,温度正常,噪声及振动总量略增大,轴承故障特征频率不明显。 第三个阶段,温度略升高,异声明显,且振动总量明显增大,并有扩大的趋势,故障特征频率明显。高频段振动比第二阶段变得更大。 第四个阶段,温度上升明显,轴承声音已明显改变,变为很吵杂、很乱的噪音。振动总量快速增大至超标,故障特征频率因整个频段的振动增大而不明显,高频段振动值迅速增大。用以表征高频段的参数严重超标,比如L值严重超标。 根据轴承故障发展的特征,更换轴承一般建议在第三个阶段后期。这样不仅能在确保安全的基础上延长轴承使用寿命,也能确保诊断的准确性。 图3 滚动轴承故障典型发展过程 据此判断轴承故障状态处于第三阶段初期,轴承有损坏,可以继续使用,也为准备设备检修、更换轴承争取了时间。引风机在监督下继续运行并进行跟踪,10天后轴承振动迅速上升,测量推力端轴承水平和垂直方向L值分别为9.1和8.9。同时测得轴承水平方向的振动位移为136~153 μm,判断轴承故障发展至第三阶段末期,甚至进入第四阶段。停引风机进行检修,将轴承解体后发现:推力端轴承外滚道表面存在两处明显损坏,失效形式为剥蚀[3],其中有一处面积较大,约为80 mm×30 mm,深度0.80 mm以上。滚动体基本完好,有细小点状痕迹;内圈表面基本完好,存在少量点状痕迹。该损坏情况验证了上述方法的准确性。 利用多种方法诊断引风机轴承故障,不仅有很好的准确性,而且可以对轴承故障所处的阶段进行准确的判断。该方法的核心内容是:定期倾听、测量,每2 h倾听一次,每周简易仪器测量一次,每周利用PMS系统检测一次;发现异常时,利用简易仪器进行趋势跟踪,并利用频谱分析和L-方法进行轴承故障的准确判断;再根据轴承故障发展机理对轴承故障的准确阶段进行判断,安排设备检修、轴承更换。根据各诊断手段的原理和实际应用结果,利用该方式不仅适用于引风机,而且对于应用滚动轴承的各类泵、风机等转动设备同样适用。但该诊断方式对于应用滑动轴承的转动设备不适用。 不同人员采用不同方式的分层次监测和诊断方式也有效地分配和使用了企业的资源,提高了生产效率。该诊断方式对最大发挥轴承使用寿命,合理使用检修费用,也有明显的现实意义。鉴于L-方法对轴承故障诊断的特点及滚动轴承故障发展的特点,建议对轴承也可进行定期L值的测量,以便尽早发现故障征兆,做到省时省力。 [1] 李建勤,徐彦超.基于尖峰能量谱技术的滚动轴承故障分析[J].石油化工设备技术,2009,30(5):39-41,44. [2] 杨国安.滚动轴承故障诊断实用技术[M].北京:中国石化出版社,2012. [3] 陈龙,颉潭成,夏新涛.滚动轴承应用技术[M].北京:机械工业出版社,2010.3 在引风机上的应用实例
3.1 利用听觉和简易仪器的初步判断

3.2 利用PMS系统诊断


3.3 利用L-方法进行判断
3.4 综合判断及处理

5 结论和建议
猜你喜欢
哈尔滨轴承(2022年2期)2022-07-22
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2021年2期)2021-08-12
哈尔滨轴承(2021年1期)2021-07-21
空间科学学报(2021年6期)2021-03-09
科技创新与应用(2020年4期)2020-02-25
光学仪器(2019年3期)2019-02-21
制造技术与机床(2018年12期)2018-12-23
测控技术(2018年7期)2018-12-09
湖北农业科学(2017年12期)2017-07-15
