泡沫上浆与经纱预湿协同工艺的浆纱效果
2014-03-27 01:55卢雨正张建祥刘建立赵海涛范雪荣高卫东
纺织学报 2014年12期
卢雨正, 张建祥, 刘建立, 赵海涛, 范雪荣, 高卫东
(1. 江南大学, 江苏 无锡 214122; 2. 鲁泰纺织股份有限公司, 山东 淄博 255100)
经纱预湿上浆是在浸轧浆液前先浸轧90 ℃左右的热水,使棉纤维上的棉蜡、脂肪熔化,提高棉纱的润湿和吸浆效果,可使浆料对经纱的黏附力增加,浆纱毛羽减少,耐磨性增强,可织性提高。该技术相对成熟,已经在一些新型浆纱机上获得应用[1]。
泡沫上浆采用易于发泡的浆液与发泡剂、压缩空气混合均匀后,通过机械作用形成比较稳定的泡沫,然后通过适当的施泡装置将泡沫浆液均匀地分布到经纱上,经过压浆辊挤压后泡沫破裂,浆液均匀地附着在纱线上,使经纱获得一定的浸透和被覆,提高经纱的可织造性。经纱泡沫上浆技术尚处于实验室研究阶段,对泡沫上浆技术的研究开始于20世纪80年代初。1982年,Warren S. Perkins和Robert P. Walker首先在实验室开发了平板刮刀式泡沫上浆装置,结果表明泡沫上浆能够达到普通上浆一样的浆纱质量[2-3]。国外学者对泡沫上浆能耗以及浆纱效果等方面的优势进行了探讨[4-6],指出泡沫上浆可显著降低能耗,并可避免毛羽黏连等问题,且对毛羽的贴伏更加有效[7-8];Shah等[9]指出泡沫上浆技术在实现产业化推广之前还需较多基础研究。国内学者在泡沫上浆发泡浆料[10]、黏着剂和发泡剂的筛选方面进行了研究[11],获得适合泡沫上浆的浆料及各类助剂;翁云菊等[12]运用二次通用旋转设计方法对泡沫上浆的工艺参数进行了优化设计,与传统浆纱对比,织造断头率没有明显变化,且被覆多而渗透少是泡沫上浆的主要特点。
经纱预湿上浆和泡沫上浆2种技术均可在保证浆纱效果的前提下,降低经纱上浆率,节省浆料和降低上浆成本。除此之外,泡沫上浆不需要浸浆,可减少废浆排放;在浆纱过程中浆槽不需要加热,且纱线的含水率较低,可减少烘干纱线所需能耗,具有节能效果;由于易退浆,可降低退浆助剂的消耗,同时也可减少退浆废水中污染物含量,提升面料退浆效果。然而在传统泡沫上浆工艺中,经纱表面能较高,影响经纱与泡沫浆料的充分作用,进而影响泡沫上浆的浆纱效果,因此传统的泡沫上浆工艺难以实现产业化。本文将经纱预湿和泡沫上浆相结合,通过预湿工艺降低纱线表面能,提升泡沫浆液与经纱的相互作用,集成为泡沫上浆与经纱预湿协同的新浆纱工艺,本文将新工艺与传统浆纱工艺的浆纱效果加以比较分析,阐述了这种上浆新工艺的特点。
1 泡沫上浆设备
1.1 浆液发泡机
江南大学与鲁泰纺织股份有限公司联合研发的适合浆纱机大批量生产的发泡机示意图见图1。

图1 发泡机示意图Fig.1 Schematic diagram of foam machine
该发泡机可实现:车速、泡比、面密度、幅宽、密度、带液量、混合转速等参数的设定;实时监控发泡机的运行参数,进行设定值和实际值的对比;在运行过程中可进行流量修正,使实际流量与设计流量接近;发泡程序结束后,设备可自动执行冲洗程序以防止管道堵塞,自动冲洗时间为3~4 min;使发泡机的发泡速率与浆纱机车速同步,保证泡沫持续供应。
1.2 刀口式施泡器
为确保发泡机能与祖克双浆槽浆纱机配合使用,自主开发了刀口式施泡器,如图2所示。在上浆辊上方安装施泡刀口,泡沫经过输送管路均匀分配输送至刀口施泡器底端,经过刀口的狭缝流出,均匀涂覆在经纱纱片上。该装置可使泡沫均匀分布在纱线上,同时刀口狭缝的宽度可根据实际需要进行调节,进而控制泡沫薄膜的厚度。

图2 刀口式施泡器Fig.2 Slit type sprayer. (a) Structure diagram; (b) Sprayer actual picture
2 实验部分
2.1 浆料配方
浆料:PVA-217(日本可乐丽公司),JSL-2(上海申鹤精细化工有限公司),BP-A-I,SBL(起泡剂);经纱试样:立达卡摩纺7.28 tex×2纯棉股线纱、立达卡摩纺5.83 tex×2纯棉股线纱和立达卡摩纺14.58 tex纯棉单纱。浆料配方如表1所示。

表1 泡沫上浆浆料配方Tab.1 Formula of foam sizing
2.2 预湿工艺参数
预湿工艺能明显降低上浆率,较显著地提升浆纱质量,降低浆料用量,实现浆纱工序的节能减排。预湿经纱在进入泡沫上浆工序之前,需要引入预烘装置,以合理控制纱的含水率,预烘装置的示意图如图3所示。如图所示,纱线在进入右侧的泡沫上浆装置前,从左侧的经轴上退绕下来,经过预烘烘筒实现对经纱含水率的有效控制。
在经纱预湿-泡沫上浆协同工艺中,预湿纱的含水率控制为关键技术。由于此新型上浆工艺采用预湿工艺与泡沫上浆协同作用,因此,无法直接采用常规上浆方式的预湿工艺控制含水率,需根据不同浆液情况、织物情况选配不同的含水率。本文实验中预湿工艺参数为:预烘温度115 ℃,车速55 m/min,含水率30%。

图3 预烘装置示意图Fig.3 Schematic diagram of pre-drier
2.3 浆纱工艺参数
实验中刀口式施泡器安装在S422型祖克整浆联合机上,分别对立达卡摩纺7.28 tex×2纯棉股线纱、5.83 tex×2纯棉股线纱和14.58 tex纯棉单纱3种试样进行协同浆纱大货织轴生产,通过与传统浆纱方式进行对比,分析采用刀口式施泡器进行泡沫浆纱对浆纱质量及织造效率的影响。采用大货生产用发泡机和刀口式施泡器在祖克浆纱机上进行大货织轴生产,浆纱工艺参数见表2。

表2 传统浆纱与协同浆纱方式浆纱工艺参数Tab.2 Processing parameters of traditional sizing and combined sizing
3 结果与讨论
3.1 浆纱质量对比
测试仪器采用YG063M型单纱强力仪(陕西长岭纺织机电科技有限公司)、LFY-109B纱线耐磨仪(山东省纺织科学研究院)、YG172A纱线毛羽测试仪(陕西长岭纺织机电科技有限公司)。
表3示出3种试样经传统浆纱和协同浆纱后纱线质量指标对比结果。由表可看出,在浆液含固量相同条件下,立达卡摩纺7.28 tex×2纯棉股线纱、立达卡摩纺5.83 tex×2纯棉股线纱以及14.58 tex纯棉单纱经协同上浆后,上浆率较传统浆纱低约1.5 个百分点。股线产品经协同上浆后其增强率、减伸率、耐磨提高率以及毛羽降低率等指标均与传统浆纱方式对应指标水平相持平,部分指标略有增加;单纱品种在增强率和减伸率2个指标上略弱于传统浆纱方式,但在毛羽降低率指标上略有提升。

表3 传统浆纱与协同浆纱方式浆纱质量对比Tab.3 Quality comparison between traditional sizing and combined sizing yarns with tree samples
3.2 纱线形态比较
为研究协同上浆和传统上浆后,纱线外观形态的差异,采用日立SU1510扫描电子显微镜对立达卡摩纺5.83 tex×2纯棉股线纱原棉纱、协同浆纱和传统浆纱进行观察,照片如图4所示。
从图4可看出,上浆后纱线表面毛羽得到了显著贴伏,这是由于浆膜的黏结作用,使纱线表面的纤维游离端紧贴纱身,纱线表面光滑。传统浆纱和协同浆纱的纤维集束性较未上浆纱线有所提高,改善了未上浆纱线松散的外观形态,实现了纱线表面毛羽贴伏。从图4(b)、(c)中可观察到,传统上浆后的纱线表面被浆膜完全覆盖,浆液对纱线内部渗透较为显著。然而,采用协同上浆时,浆膜对纱线表面的覆盖更加均匀,但浆液对纱线内部渗透明显减少。

图4 纱线扫描电镜照片(×100)Fig.4 SEM images of yarns (×100) . (a) Original cotton yarns; (b) Traditional sizing yarns; (c) Foam sizing yarns
为研究协同上浆和传统上浆后,浆液对纱线内部的渗透差异,采用DZ3视频变焦显微镜对立达卡摩纺5.83 tex×2纯棉股线纱原棉纱、传统上浆和协同上浆后纱线横截面进行观察,3种纱线横截面照片如图5所示。
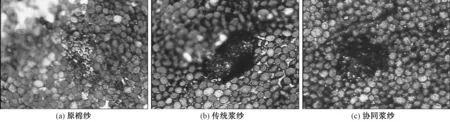
图5 纱线横截面形态 (×40)Fig.5 Cross section of yarns(×40). (a) Original cotton yarns; (b) Traditional sizing yarns; (c) Foam sizing yarns
从图5可看出,立达卡摩纺5.83×2 tex纯棉股线纱经协同上浆后,浆料以被覆为主,浆液渗透程度小,这与上浆率所反映的规律一致。由于协同上浆经纱上浆率低,因此,纱线增强效果与耐磨性稍差,但其保伸性和毛羽贴伏效果好。
3.3 织造效率对比
采用协同上浆和传统上浆后,立达卡摩纺7.28 tex×2纯棉股线纱、立达卡摩纺5.83 tex×2纯棉股线纱和立达卡摩纺14.58 tex纯棉单纱的织造效率如表4所示。

表4 传统浆纱与协同浆纱工艺织造效率Tab.4 Weaving efficiency of traditional sizing yarns and foam sizing yarns
从表4可知,以协同上浆后的7.28 tex×2纯棉股线纱为经纱在津田驹ZAX9100凸轮开口织机上进行织造,织造效率高达94.7%,与传统浆纱基本持平。当车速为821 r/min时,10万纬经、纬停分别是1.1次和3.7次,较传统浆纱分别降低了0.1次和0.2次;以协同上浆后的5.83 tex×2纯棉股线纱为经纱在丰田JAT710多臂织机上进行织造,织造效率较传统浆纱高1.1%。当车速为737 r/min时,10万纬经、纬停分别是2.4次和5.3次,经停较传统浆纱降低0.5次,纬停较传统浆纱降低0.7次,织造效率高达90.3%;以协同上浆后的14.58 tex纯棉单纱为经纱在必佳乐GAMMA织机上进行织造,织造效率为90.2%,较传统浆纱低0.9%,当车速为434 r/min时,10万纬经、纬停分别是7.9次和1.7次,经停较传统浆纱增加2.2次,纬停较传统浆纱降低1.7次。
4 结 论
1)协同浆纱的增强率、减伸率、耐磨提高率、毛羽降低率、上浆率与传统浆纱接近。协同上浆后的7.28 tex×2纯棉股线纱、5.83 tex×2纯棉股线纱和14.58 tex纯棉单纱的上浆率和耐磨提高率较传统浆纱稍微降低。
2)从纱线形态可看出,协同浆纱以被覆为主,浆液渗透程度小,与上浆率所反映的规律一致。协同上浆由于上浆率较低,故浆纱增强效果与耐磨性稍差,但其保伸性和毛羽贴伏效果好。
3)在织造效率方面,协同浆纱与传统浆纱接近。部分协同浆纱织造效率比传统浆纱的高。采用上述浆纱工艺对立达卡摩纺7.28 tex×2纯棉股线纱、5.83 tex×2纯棉股线纱和14.58 tex纯棉单纱进行协同上浆,可满足织造需要,保证生产顺利进行。
FZXB
[1] SCHWARZ I G, KOVACEVIC S, KATOVIC D, et al. Properties of yarns of different colours sized by standard and pre-wetting process [J]. Fibres & Textiles in Eastern Europe, 2013, 21(5): 66-72.
[2] PERKINS W S, WALKER R P.Foam sizing [J]. Textile Research Journal, 1982(9): 547-554.
[3] PERKINS W S, WALKER R P. Some observations on foam sizing [J]. Textile Chemist & Colorist, 1984(4): 37-39.
[4] NAMBOODRI C G. Foam sizing of cotton and blend yarns: slashing trials[J]. Textile Research Journal, 1986(2): 87-92.
[5] TRAUTER J, VIALON R. Aspects of foam sizing [J]. Textile Trieb, 1986, 104(3): 33-41.
[6] TRAUTER J, VIALON R. State of foam sizing [J]. Textile Asia, 1987, 18(4):97.
[7] BECK W. Foam technology in warp sizing [J]. Textile Praxis Intertional, 1989,44(6): 623.
[8] VERNKARS. Foam sizing:perspectives and limita-tions [J]. Man-made Textiles in India, 1992, 35(2): 51-52.
[9] SHAH D J, GANDHI R S. Technique of foam sizing[J]. Indian Textile Journal, 1990, 100(2): 184-185.
[10] 晏雄, 赵坚. 泡沫上浆:浆液的起泡性能及其泡沫特性[J]. 中国纺织大学学报, 1988, 14(4): 1-8.
YAN Xiong, ZHAO Jian. Foam sizing: foaming characteristics of size liquor and character of foam [J]. Journal of China Textile University, 1988, 14(4): 1-8.
[11] 周小红, 章寿汉. 泡沫上浆的研究[J]. 浙江工程学院学报, 1999, 16(3): 166-171.
ZHOU Xiaohong, ZHANG Shouhan. Research on foam sizing [J]. Journal of Zhejiang Institute of Science and Technology, 1999, 16(3): 166-171.
[12] 翁云菊, 章寿汉. 泡沫上浆的探索[J]. 中国纺织大学学报, 1992, 18(2): 99-106.
WENG Yunju, ZHANG Shouhan. An exploration on foam sizing [J]. Journal of China Textile University, 1992, 18(2): 99-106.
猜你喜欢
纺织高校基础科学学报(2021年4期)2022-01-26
上海大中型电机(2021年1期)2021-06-09
工程塑料应用(2021年3期)2021-03-22
棉纺织技术(2020年8期)2020-08-24
上海大中型电机(2018年3期)2018-09-22
纺织科技进展(2018年8期)2018-08-29
纺织学报(2018年6期)2018-06-25
石油化工技术与经济(2018年1期)2018-04-24
纺织科技进展(2016年3期)2016-11-29
石油化工技术与经济(2016年1期)2016-06-16