压缩机曲轴箱毛刺刷光机设计*
2014-04-02 03:54费凡,马磊
机械研究与应用 2014年1期
费 凡,马 磊
(华意压缩机股份有限公司,江西景德镇 333000)
1 引言
随着机电一体化技术的不断普及和发展,越来越多的设备自动化操作替代了以前的人工手动操作,不但节省人力成本,而且节拍快,效率高,并在精度把握方面也不是人工手动操作所能企及的。因此使用小型PLC制作小型机,在现代工厂越来越多,也得到了公司的重视,这种小成本高效益的制作具有非常直观的经济效益,值得大力推广。
压缩机曲轴箱制作完成后会在曲轴孔和活塞孔中残留一些残渣及毛刺,经清洗后,能清理全部残渣,但毛刺仍然存在孔内。毛刺的存在会导致曲轴及活塞在曲轴箱腔体内运行过程中不流畅,从而影响压缩机的电气性能,甚至会使曲轴或活塞卡死,报废压缩机。因此,在曲轴箱装配前应增加一道定位刷光毛刺工艺。刷光机通过PLC控制电磁阀、气缸等动作。其中,刷光电机采用变频器控制,可以防止电机转速过快导致刷子断裂或电机转速过慢引起拖沓节拍,使得设备整机故障率较低、运行可靠稳定、效率高[1]。
2 刷光机工作原理
刷光机由一个顶升气缸、两个动作气缸和两个刷光电机三部分组成。其工作原理:前阻挡板放行,至刷光机内料板到位进行是否有料检测,如果没有曲轴箱则后阻挡板放行,反之则顶升台开始顶升,顶升台顶升到位气阀吹气(P≈6.5 MPa)且活塞孔气缸开始前进,同时活塞孔刷光电机开始工作,活塞孔气缸到位后停留一刷光单位时间后开始缩回并且刷光电机开始停止工作,活塞孔气缸缩回到位后曲轴孔气缸开始往下且曲轴孔刷光电机开始工作,停留一刷光单位时间后开始缩回,刷光电机也同时停止工作,曲轴孔气缸缩回到位后,吹气阀停止吹气并顶升气缸回位,后阻挡器开始放行开始下一循环工作。
图1为刷光机外结构,图2为刷光机控制部分。[2]

图2 电控柜

图1 刷光机
3 控制系统的硬件设计
根据设备工艺要求,该设备需要配备以下设备如表1、2所示。由表1得出共计需要22个输入点,由表2可知,共计14个输出点。

表1 输入设备
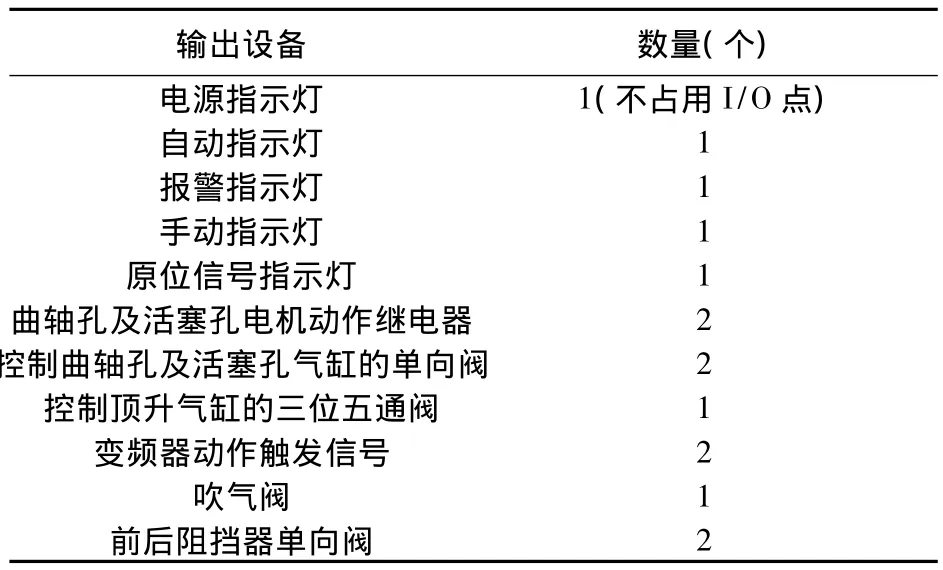
表2 输出设备
为方便以后扩展改造或维修留有一定的余量,选用了日本三菱FX2N-48MR型的PLC,此PLC有24个输入和24个输出[3]。I/O表如表3所列。

表3 PLC的I/O端子分配表
除PLC和所需的输入输出设备之外,另外还需要三个气缸(由于定位需要,此三个气缸都需要自带或加装导向杆),其中,顶升气缸受力较大,故选用缸径为50 mm的气缸;刷光电机气缸受力不大,选用缸径为 25 mm的气缸。刷光电机:选用松下M9MA40S4Y型额定电流0.6 A、4极三相220 V、50 Hz;变频器选用松下BFV00072 GK型0.75 kW、三相220 V;配备一个24 V电源:台湾明纬额定电流4.5 A;气阀输出点所用的中间继电器5个。
4 PLC控制程序设计
根据前面所述刷光机的工作原理,PLC语句表工序部分步进指令如图3所示。
5 总结
经过近半年的运行,设备故障几乎为零,设备节拍能跟随生产线的节拍随意调整,刷光后的表面粗糙度完全合格,毛刺残渣也完全符合压缩机残余杂质要求。
[1] 狄春良,郗安民,刘 颖.电冰箱压缩机缸体毛刺刷光机[J].组合机床与自动化加工技术,2002(6):64-66.
[2] 魏 芳.槽口刷光机的电控系统设计[J].组合机床与自动化加工技术,2013(5):87-90.
[3] 日本三菱.三菱FX系列PLC编程手册[Z],1999.
猜你喜欢
航天制造技术(2022年4期)2022-09-30
环境技术(2022年3期)2022-07-21
花火·绘阅读(2021年2期)2021-09-10
汽车维护与修理(2020年24期)2021-01-07
雪豆月读·高年级(2020年7期)2020-09-10
设备管理与维修(2020年13期)2020-07-19
儿童时代·快乐苗苗(2018年6期)2018-09-03
设备管理与维修(2016年5期)2016-03-16
合成技术及应用(2015年3期)2015-12-11
柴油机设计与制造(2015年3期)2015-12-05