天然气在数控火焰切割机上的应用
2014-04-11 10:35郭传东王志国潘国林
化工装备技术 2014年1期
程 君 郭传东 王志国 潘国林
(中国石油集团东北炼化工程有限公司吉林机械制造分公司)
采用数字程序驱动机床运动,搭载火焰切割系统并用数控系统来控制火焰切割系统的开关,对钢板等金属材料进行切割,这种机电一体化的切割设备即为数控火焰切割机。典型的数控火焰切割机如图1所示。数控火焰切割机可分为三大部分:数控系统、火焰切割系统、驱动系统。
数控火焰切割机具有对大厚度碳钢切割能力强、切割费用较低、效率高、切割精度高和操作方便等显著特点,可极大地改善劳动强度和劳动环境。本文论述了数控火焰切割机采用天然气代替乙炔的理由以及相关的改进方案,并对遇到的一些问题进行了分析。

图1 数控火焰切割机
1 钢材的气割原理
钢材的氧气切割过程是借助预热火焰将钢材表面加热到燃烧温度,并使其呈活化状态,然后送入高纯度、高速度的切割氧流,使金属 (主要是铁)在氧气中剧烈地燃烧,同时借助高速氧流的动量把燃烧生成的产物 (主要是熔融的氧化铁)吹除掉,形成割缝,从而达到切断钢材的目的。
气割过程一般分为三个阶段:
(1)在钢材上部铁和氧开始发生燃烧反应;
(2)铁和氧的燃烧反应向钢材内部传播;
(3)将反应生成物进行强制排除,钢材切断。
由此可见,气割的实质乃是金属在氧气中燃烧而不是熔化过程,即金属切 (气)割的过程是金属燃烧的过程。气割过程中,铁氧反应是预热钢材的主要热源,预热火焰的热作用则是次要的。切割时所需总热量的85%来自燃烧反应,只有15%是由预热火焰提供的。
2 火焰切割机燃气特性介绍
2.1 乙炔
乙炔在室温下是一种无色、极易燃的气体,纯乙炔是无臭的,但工业用乙炔由于含有硫化氢、磷化氢等杂质,因而有一股大蒜的气味。乙炔的熔点(118.656 kPa)为-84℃,沸点为-80.8℃,密度为1.17 kg/Nm3,在空气中爆炸极限为 2.3%~72.3%(体积分率)。在液态和固态下,或在气态和一定压力下,有猛烈爆炸的危险,受热、震动、电火花等因素影响都可以引发爆炸,因此不能在加压液化后贮存或运输。微溶于水,易溶于乙醇、苯、丙酮等有机溶剂。
2.2 天然气
天然气是一种易燃易爆气体,和空气混合后,温度只要达到550℃就燃烧。在空气中,天然气的浓度只要达到5%~15% (体积分率)就会爆炸。天然气无色,比空气轻,不溶于水。天然气的主要成分是甲烷,本身无毒,但如果含较多硫化氢,则对人有毒害作用。
3 技术经济分析
3.1 技术分析
根据火焰切割原理,将板材加热到燃点使其燃烧,就可达到切割板材的目的。所以,切割时火源的最低温度达到板材的燃点即可。火焰温度低需要更长时间对板材加热,火焰温度高则只要较短时间对板材加热。因此,需要了解不同含碳量的板材和各种合金板材的燃点。各种常用板材燃点和熔点如表1所示。
乙炔焰的温度可达3150℃,热值为56.49 MJ/Nm3;天然气火焰温度也可达到2600℃,热值为38.5 MJ/Nm3。对照表 1数据可知,使用天然气进行火焰切割在技术上也是满足条件的。
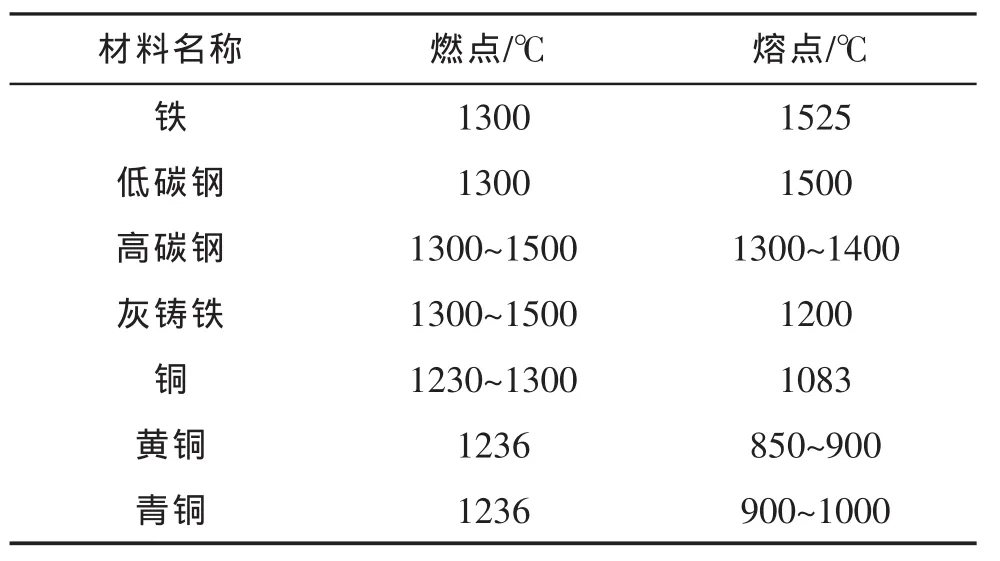
表1 金属的燃点和熔点
3.2 经济性分析
比较使用乙炔气和天然气的成本,只需要比较产生相同热量所需要的燃气量和氧气量的成本即可(假设两种燃气均完全燃烧)。但由于氧气成本较低,且产生相同的热量需要消耗的氧气量相差不是太大,故计算时可将氧气的成本忽略。
天然气 (假设成分全为甲烷)完全燃烧的化学方程式为:

乙炔完全燃烧的化学方程式为:

天然气的低位发热值是38.5 MJ/Nm3,乙炔的低位发热值是56.49 MJ/Nm3。可以计算出,1.467 Nm3天然气产生的热量值相当于1 Nm3乙炔产生的热量值。根据市场价格,每瓶乙炔 (按3 kg充装)需70元左右,则可计算出每标准立方米乙炔的价格为20元左右。而市场上天然气的价格为每标准立方米3.23元,即1.467 Nm3天然气所需的费用约为1.467×3.23=4.74元。所以产生相同热量时天然气的费用是乙炔费用的4.74÷20=0.237倍,即产生相同热量值时使用天然气比使用乙炔节约近76%的成本。
4 使用天然气代替乙炔的原因和改造方案
乙炔因其易燃易爆、安全系数低、生产过程中耗能耗电、污染环境、生产成本偏高,以至在生产、存储、运输、使用、环保及价格方面存在诸多缺陷和隐患,因此国家早在 “八五”期间就极力推广以烷烃类燃气替代乙炔气,如使用 “丙烷气”、“丙烯气”、 “天然气”等,并逐渐完全取代乙炔气。
我国的天然气资源十分丰富,采用天然气代替乙炔将使天然气资源得到充分利用,节约生产乙炔所耗费的大量能源,减少环境污染,降低企业成本,增加企业效益。根据上述的国家能源政策,吉林机械制造公司将其长期以来一直使用的乙炔气改为了天然气,这样在保护环境、节约成本的同时还减少了公司员工的劳动量。为保证安全,在每个天然气接口处设置两个球阀,并安装可燃气体报警仪。此外,还组织了天然气泄漏安全演练。经过一段时间使用,发现天然气在数控火焰切割上是可以代替乙炔气的。当然,在穿孔时预热时间需要适当延长,但在切割质量上是可以满足要求的,并且切割速度与使用乙炔气并没有太大差异。表2是使用天然气切割板材的相关数据,其中厚度10~16 mm的板材最为常用。
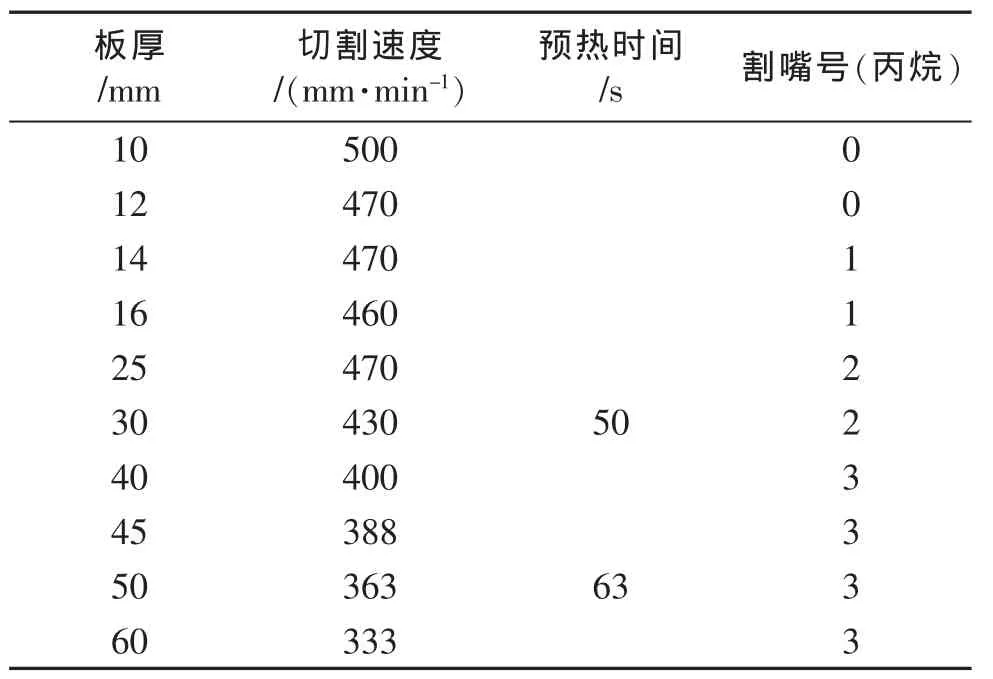
表2 天然气切割板材相关数据
5 遇到的问题及解决措施
5.1 割嘴堵塞及烧毁
在改用天然气作为切割燃气的初期,经常出现割嘴堵塞甚至割嘴烧毁、炸裂的情况,有时一天内就要更换割嘴多次。经过技术人员的研究,终于发现了问题的所在。由于天然气热值比乙炔低,因此操作时常出现预热时间不足的情况。铁板穿孔时在丙烷割嘴与钢板间存在一个瞬时高压区,若预热时间太短,未能将钢板击穿,就会造成翻浆,火焰就会被顶入割嘴内部,同时钢板融化部分形成的铁水就会堵住割嘴,将割嘴烧毁、炸裂。损毁的割嘴如图2所示。

图2 损毁的割嘴
发现原因后进行了整改。对于类似问题,操作人员不再凭以往经验操作了,而是根据实际情况,根据板材颜色、亮度等情况进行穿孔,这样问题就得到了解决。
5.2 割缝表面出现倒角和飞溅
使用天然气氧气焰切割时,割缝表面出现了倒角,就是通常所说的烧边现象,这种现象在使用乙炔氧气焰切割时也是很容易出现的。其主要原因有以下几点:
(1)火焰过大;
(2)切割速度过慢;
(3)预热氧气调得过大;
(4)割嘴预热火焰距钢板太近;
(5)钢板表面杂质过多。
解决烧边现象的具体措施如下:
(1)根据钢板厚度调好火焰;
(2)根据板厚和火焰的能力来决定切割速度;
(3)预热氧不能开得过大,调成中性焰或稍带点儿乙炔过剩火焰;
(4)火焰的白点 “焰芯”应距钢板4~5 mm;
(5)切割前应先清理钢板表面杂质。
烧边现象产生的主要原因是操作人员为了避免切不开操作不当而造成的。这一问题完全能解决,通常对天然气使用熟悉后问题自然就会得到解决。
6 结束语
数控火焰切割机以天然气代替乙炔的改造已经完成并使用了数月。实践证明,在数控火焰切割机上使用天然气作为燃气替代乙炔完全能够适应并达到生产要求,而且还能改善环境、降低生产成本,符合国家的节能政策。
猜你喜欢
学苑创造·A版(2022年5期)2022-05-19
中国特种设备安全(2021年5期)2021-11-06
核科学与工程(2021年6期)2021-04-08
大众投资指南(2021年35期)2021-02-16
纺织服装流行趋势展望(2020年1期)2020-02-01
科普创作(2018年1期)2018-11-30
考试周刊(2018年21期)2018-01-19
新疆钢铁(2016年3期)2016-02-28
电源技术(2016年9期)2016-02-27
自动化博览(2014年8期)2014-02-28