
钢背铜基合金双金属滑动轴承的制坯工艺
2014-04-24 07:26李娄明唐建达朱正锋
制造技术与机床 2014年1期
李娄明 唐建达 朱正锋 徐 良
(南车戚墅堰机车车辆工艺研究所有限公司,江苏 常州 213011)
滑动轴承是用于支承转动结构的重要零件,具有耐冲击载荷、承载能力高和径向尺寸小等优点,广泛应用于机车车辆、船舶、航空航天及风电等领域。其常用材料主要包括巴氏合金、铝基和铜基合金等。随着柴油机发动机的不断加载提速,铜基合金因其具有较高的疲劳强度、承载能力、硬度和耐磨性而逐步取代巴氏合金及铝基轴承材料,但铜基合金是一种表面活性材料,一定条件下由于吸附强度的降低而在危险的摩擦状态下对轴颈造成破坏[1],而钢背铜基合金双金属滑动轴承以钢背为载体,既能承受高载荷,又能与基座的线胀系数保持一致,以优良的铜基合金滑动轴承材料为衬层,能与各种淬火轴组成良好的摩擦副[2],满足了其工况要求。
1 材料选用
铜基轴承合金具有疲劳强度和承载能力高,耐磨性、导热性良好以及摩擦因数小等优点,能在250 ℃以下正常工作,适用于制造高速重载工作的轴承,如高速柴油机、航空发动机轴承。常用的铜基轴承合金的特点及应用如表1 所述。对于钢背材料,其主要为提供高的承载能力,常用的有08F、10#、15#、20#及25Mn等,具体可根据性能要求进行选用,但也需结合具体工艺特点关注其制成毛坯后的硬度,避免影响后续加工。
2 复合工艺
2.1 静止浇注
静止浇注法是将预热的金属芯和钢壳组装安放到浇注机的夹具中,并向钢壳内浇入定量合金液成型双金属滑动轴承毛坯。主要工艺过程为:先对钢壳与铁模碱洗、酸洗和水洗等预处理,再在表面浸涂3%~5%的硼砂水溶液,经脱水后加热到900~1200 ℃,将加热好的铸型置于还原气氛中通过浇口注入合金溶液,最后用水冷却[3-4]。一般浇注后需静置一定时间使气体逸出和氧化物或非金属夹杂物漂浮起来。工艺示意图如图1 所示。
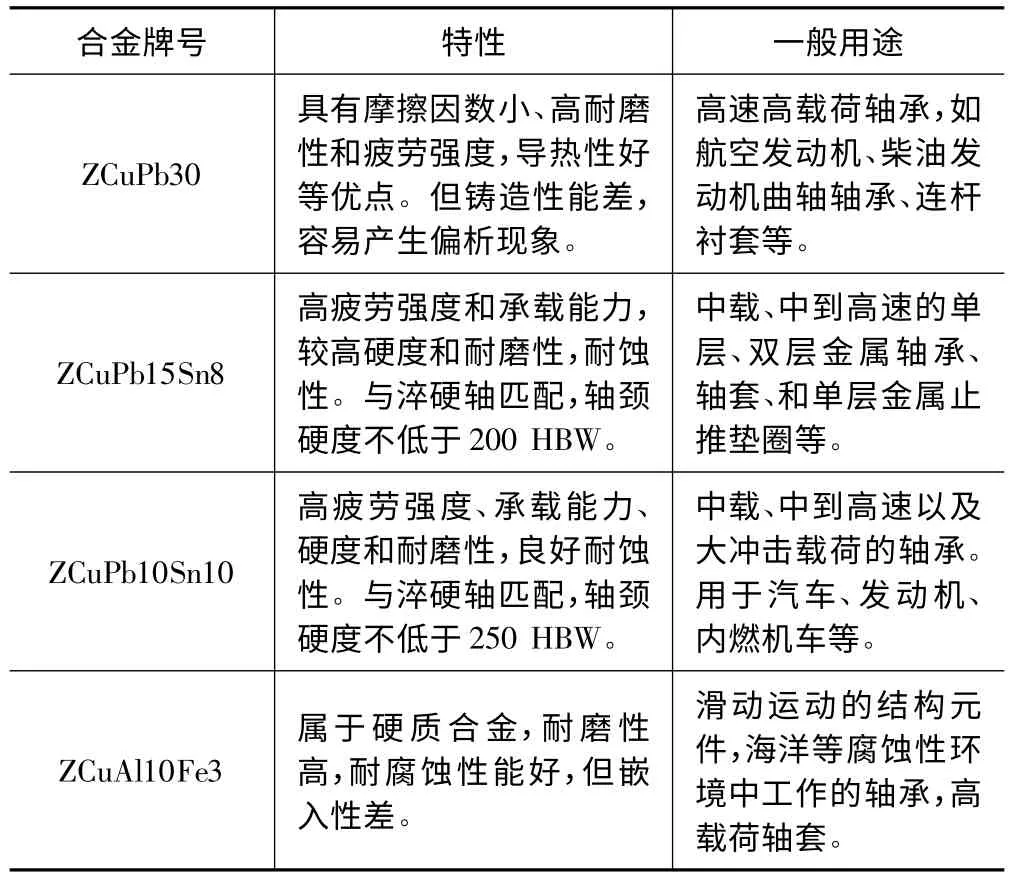
表1 常用铸造铜基合金的特点及应用[3]

该方法特点是设备和工艺简单,但生产率低,成分偏析严重,适于厚壁大直径轴承单件小量生产。成品内部易产生缩孔、缩松等缺陷,严重影响使用寿命。
2.2 液态模锻
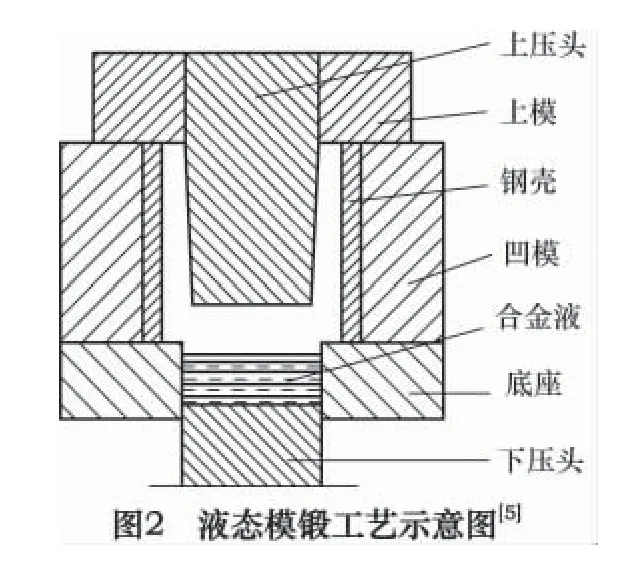
液态模锻工艺是为避免静止浇注法中易产生缩孔缩松等缺陷而发展起来的。其工艺[5]是将合金溶液浇入钢壳内,然后施以一定机械静压力,使熔融液态金属在压力下结晶凝固,并产生一定塑性变形,工艺示意图如图2 所示。由于金属液在足够的压力下凝固,收缩凝固时将缩孔缩松、气孔等缺陷压实,消除铸造缺陷。同时高压结晶时晶粒受到压碎而细化,机械性能得到较大提高。
该生产工艺过程简单,操作简便,便于实现组织机械化、自动化生产,生产周期短。
2.3 离心浇注
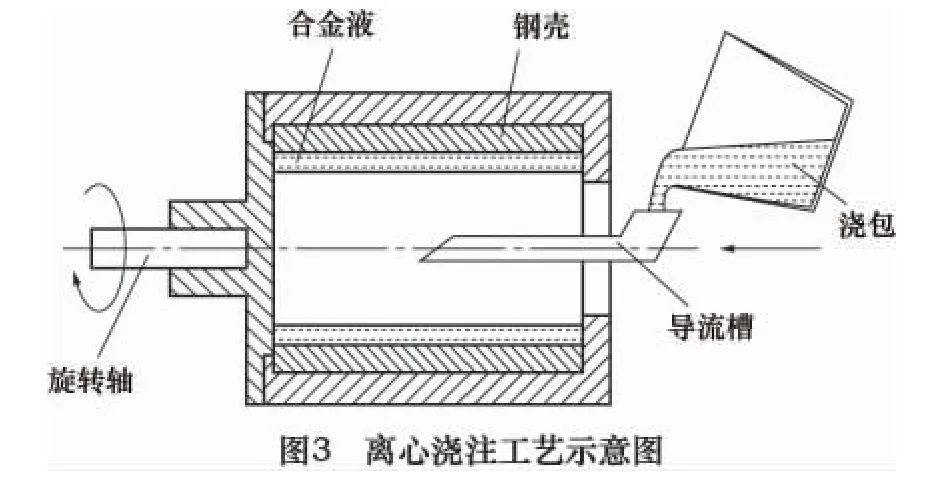
离心浇注法是将熔融合金溶液浇注到在离心机中旋转的钢壳内凝固,在离心力的作用下使合金与钢壳紧密结合在一起,工艺示意图如图3 所示。主要工艺过程为酸洗、碱洗和水洗→预热→挂硼砂→铜基合金熔化、离心浇注→快速冷却。工艺过程中一般需将3~10 mm 的钢底板焊在钢壳的一端,使成杯状,连同与底板同厚的盖板进行净化处理并烘干。为防止钢壳内表面再次氧化,在钢壳内涂挂一层硼砂保护层。一般先将硼砂在坩埚内熔化,温度控制在980~1000 ℃,然后将经清洗并预热到700~800 ℃的钢壳浸入硼砂中10~30 s 取出[3-4]。
该工艺适用于批量性生产,铸坯组织致密,无气孔夹渣等缺陷,综合力学性能较高,但在离心力作用下容易产生偏析现象。
2.4 离心熔铸
离心熔铸工艺是利用感应器的最优特点和离心铸造的应用范畴结合起来的,是目前国际上最先进的制作双金属薄壁筒形毛坯的工艺,工艺示意图如图4 所示。其工艺[2]是将合金颗粒装入钢壳内,置于中频感应器内使钢壳迅速升温熔化合金颗粒,合金液在离心力作用下均匀沾附于钢壳内表面上,对外部快速冷却使合金液在极短时间凝固于钢基体得到双金属薄壁筒形毛坯。主要工艺过程可描述为:钢坯预处理、合金颗粒制备→装料、装机→加热融化→离心除渣→快速冷却。该工艺适合于铅含量较高的轴承合金与钢背的复合,过程中需严格控制离心转速、加热功率和加热时间、冷却时间和冷却强度等工艺参数。
该工艺可较好控制加热速度,易于实现机械化或程序化控制,因熔化和凝固均在极短的时间内完成,组织均匀且成分偏析现象得到减轻。整个熔炼和铸造过程是封闭的,工作强度减轻,工作环境大为改善。

2.5 粉末烧结
粉末烧结工艺可简要地分成3 个步骤:粉末制备→压制成型→烧结[5]。主要工艺过程为:首先将合金熔化制粉,对钢带进行酸洗、碱洗和水洗等预处理;其次将按一定粒度配比并混合均匀的轴承合金粉末撒布在钢带上,再将铺粉后的钢板进入通有高纯度氢气作保护气氛的烧结炉内进行第一次烧结,保温一定时间使粉粒熔合在一起并被烧结在钢背上,然后进行第一次轧制,压实烧结过的合金衬层,提高其致密性。最后进行第二次烧结和第二次轧制,以得到更加坚固密实的合金层。铺粉厚度应比包括加工余量在内合金要求的厚度厚出1 倍以上,第二次烧结温度比第一烧结温度低10~20 ℃,二次轧制的相对压下量比第一次轧制的要小很多[5-6]。粉末烧结工艺示意图如图5 所示。

该工艺适合批量性、自动化的大规模生产,所制轴承适用于中速中载及低速重载等场合。但工序繁多,产品疲劳强度不高,合金层组织中的Pb 容易偏析导致表面宏观硬度不均匀,综合力学性能不理想。
2.6 镶嵌
镶嵌是将钢背与铜基轴承合金先分别制成所需尺寸的坯料,再根据过盈量大小采用压装、冷装或热装等方式进行装配的工艺。一般来说,直径过小及过盈量较小的,可采用压装方法;直径过大及过盈量较大的采用冷装或热装[7],装配前需将钢背和铜基轴承坯去除毛刺并擦洗干净。
该工艺特别适用于大直径厚壁滑动轴承。压装过程中,可根据零件的材料和配合尺寸计算所需压入力,压机的压力一般为压入力的2~5 倍。压入力通常可按式(1)计算。冷装或热装法中要对坯料的预热温度和材料的热膨胀系数等参数进行严格控制并进行实际校核。

式中:F 为压入力,N;Pfmax为结合表面承受的最大单位压力,N/mm2;Df为结合直径,mm;Lf为结合长度,mm;μ 为结合面摩擦系数。
3 表面处理
为提高铜基合金等轴承材料的表面性能,一般需在滑动轴承内表面进行表面处理。目前,多数厂家通过电镀一层Pb -Sn -Cu 三元合金镀层来当作减摩层,然后在其表面抛镀Pb -Sn 二元合金或Pb -Sn -Cu-In 四元合金,具有较高的疲劳强度。此外,也有厂家采用2~3 μm 的纯锡层或采用溅射的物理气相沉积作为中锡铅合金的减磨层[3]。
实际上,并不是所有的滑动轴承都需进行表面处理。轴瓦因其固有特性,在工作环境中易出现偏载现象而出现咬粘现象,需在合金表面镀一层减摩层以满足轴与轴瓦的初期跑合。而对于圆柱形衬套,其有足够的刚性,现有的加工和制造能力足够满足设计及组装要求,在合理选材及制造工艺情况下无需用表面电镀减摩层也能满足初期跑合要求。另外,由于“绿色环保”的要求,现代化大中城市均将电镀废液视为重要污染物,不经处理严禁排放,而处理电镀废液目前在国内仍相当困难,如通过合理措施来取消电镀工艺将具有非常重要的现实意义。笔者公司经20 多年的研究和应用,采用离心熔铸制备的钢背铜基合金双金属滑动轴承产品不经表面电镀处理已在高速重载柴油机上使用多年,主要产品有美国GE 公司的ND5 连杆关节衬套、ND5 活塞销,国产DF8、DF10、DF11 等型号机车柴油机连杆衬套,以及中美合资的GE 机车用惰轮衬套等,均取得了较好的应用效果,得到了客户的一致认可。
4 结语
钢背铜基合金双金属滑动轴承有较高的疲劳强度、承载能力、硬度和耐磨性,在高速重载工作环境下可取代铝基轴承材料。钢背与铜基轴承材料的复合工艺繁多,各有优点,但离心熔铸工艺是生产高质量双金属薄壁筒形毛坯的最佳工艺,镶嵌工艺是生产高质量大型厚壁筒形毛坯的最佳工艺。为响应“绿色环保”的号召,对通过合理选材、合理复合工艺制备的圆柱形衬套的工况条件及使用性能等方面进行研究,以避免进行电镀等表面处理将具有很重要的经济和社会效益。
[1]Byme N A.机车车辆摩擦零件中的铜基合金[J].国外机车车辆工艺,2005(6):39 -40.
[2]唐建达,李娄明,朱正锋,等.感应加热·颗粒离心熔铸工艺制备钢背铜铅合金双金属滑动轴承的研究[J].机车车辆工艺,2012(4):1-3.
[3]中国机械工程学会铸造分会.铸造手册第3 卷[M].北京:机械工业出版社,2011.
[4]李柱国.内燃机滑动轴承[M].上海:上海交通大学出版社,2003.
[5]于冬.双金属复合滑动轴承的结构与液态模锻成形工艺研究[D].北京:北京交通大学,2011.
[6]李兴钢,谢水生.液-固相轧制复合法生产含硅中锡铝-钢复合轴瓦带的组织和界面[J].稀有金属,2004,28(1):224 -228.
[7]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2001.
猜你喜欢
山东冶金(2022年1期)2023-01-14
化工管理(2022年13期)2022-12-02
航天工业管理(2020年9期)2020-12-28
重型机械(2020年2期)2020-07-24
制造技术与机床(2019年9期)2019-09-10
表面技术(2019年6期)2019-06-27
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年18期)2016-09-19
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
凿岩机械气动工具(2014年2期)2014-03-01
