
某2500t/d生产线烧成系统调试过程中存在的问题及处理
2014-04-26 08:15丁长军陈猛尹日新葛健
四川水泥 2014年3期
丁长军 陈猛 尹日新 葛健
(淮北矿业相山水泥有限责任公司,安徽淮北235000)
广西JX水泥公司投资建设的2500t/d熟料生产线于2009年开工,2013年3月点火生产。由于某些原因,该厂在调试期间一直没有达产达标,遂邀请笔者等一行4人前往进行技术指导,通过各方的努力,使该生产线基本达标达产。现将该厂的基本情况介绍如下,并对在试生产前后存在的主要问题及处理方法等作一总结。
1 2500t/d新型干法窑主要设备的技术参数
该水泥公司2500t/d生产线,回转窑规格Ф4 ×60m,采用5级预热器,煤磨用风采用窑头取风,生料立磨从窑尾取风。该生产线主机设备如表1。
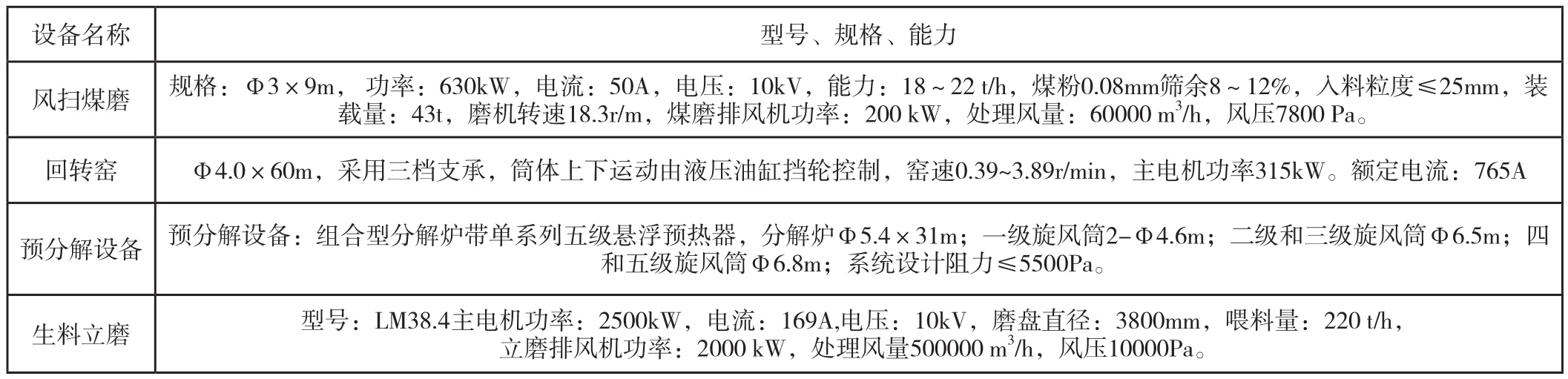
表1 主机设备技术参数

表2 原煤工业分析
2 该厂工艺设备设置的总体特点
(1)系统设备配置与其他同类型生产线相比偏大(见表3、表4)。
(2)回转窑斜度4.5%(见表5)。

表3 风机参数对比

表5 窑的斜度对应的填充率
虽然较大的斜度为物料的急烧急冷创造条件,当窑内出现大球或者大块窑皮时,可以加快出窑的速度,有利于减少它们对窑衬及正常窑皮的翻砸。但也要处理好因为斜率大,物料填充率低对物料生成熟料矿物晶格和晶体生长所需要的高温条件和物料在窑内的停留时间的矛盾关系的影响,因为在一定烧成条件下,需要一定的停留时间,斜率大就必然使物料在窑内的停留时间缩短,为达到烧成目的,就意味着窑速不能过高,进而影响窑内传热的速率和效率,物料的受热均匀性也受到影响,有可能会使产量下降,而事与愿违。这种情况原南京院的梁镒华在《新型干法回转窑的设计与增产节能》一文中有一定的论述。根据已有的统计资料显示,一般要求物料在窑内停留时间应满足19min的最低要求,并给出了不同参数类型的窑计算物料在窑内时间及窑内填充率的简易方法,其中广西JX公司窑的各参数计算见表6。

表6 JX公司窑计算参数
其中物料在窑内停留时间t=67.65/n,物料在窑内的填充率θ=0.180·G/n,从上述计算结果可以看出,其理论所能达到的最高产量为3000t/d,所能要求的最高窑速为3.6,超过这个窑速必然要使物料在窑内的停留时间少于统计所需要的最低时间19min,而使烧成效果达不到要求,这也意味着广西JX水泥公司4.5%斜度的窑,在高产量时不能超过3.6 r/min要求。但也有资料介绍物料在热工制度稳定,料层在窑内受热均匀,物料在烧成带所需的停留时间较短,一般需要10~25min即可,实际上如果适当的延长高温带也相应的延长了物料在窑内的停留时间,在此基础上也可适当提高窑速,为物料均匀受热和提产创造了条件,这也意味着4.5%斜度的窑实际能够达到的转速可能更高,但抵御温度变化的能力低,容易导致窜料,因而要求烧成制度更加稳定;斜度大的窑,窑衬向下的分力大,挡砖圈的承受力大,因而要求挡砖圈的质量牢固,又要求砖的砌筑质量要高,能形成砖的自身拱力。因此,4.5%斜度的窑,不仅对窑速有影响,可能对窑的产量,能耗以及安全运转有着更直接的影响。
3 调试前存在的问题
3.1 系统工艺设备问题
(1)生料磨清洗列片式冷却器密封损坏,造成油箱进水,同时冷却水进油内流入循环水池,影响设备的安全使用,造成生料磨停机处理,因无生料造成停窑。
(2)某日生料磨停磨调整系统阀门,旁路全开,入磨热风阀门全关时,窑系统出现正压现象,窑被迫止料,检查发现旁路阀门连杆销子脱落,虽然中控显示全开,但实际没开,造成系统停机。
(3)投料后,高温风机慢转电机未完全脱开,停窑处理,造成停机。
(4)原、燃材料没有均化系统,生料及煤的成分难以稳定。生料系统采用四组份配料,其中粘土水份较大,经常堵料,造成生料库位较低,生料成分波动较大,
(5)生料系统石灰石皮带称减速机坏,造成停机较长,生料库位较低,窑系统止料。
3.2 窑投料量偏低
产量徘徊在150t/h,Cl出口温度偏高在370℃左右,窑况波动较大,二次风温偏低在800℃左右,窑头火焰黑火头偏长,窑电流偏低在300A左右,窑转速一直比较低,结粒时大时小,窑温低时窑前飞砂较大,窑温高时,出窑熟料结粒较大,系统煅烧极不稳定,实际喂料量只有130~150 t/h,远远达不到设计指标要求。
3.3 篦冷机篦缝堵塞
前端固定篦板的两台风机出口压力分别为6.5kPa、3.8kPa,篦板左右两侧风压偏差较大,篦冷机前端易堆雪人,特别是掉窑皮时更容易堆雪人,严重时篦床也压住。篦冷机不能厚料层操作,提高篦冷机料层厚度,篦冷机一、二段电机电流就会超流报警,有可能是因为一、二段的传动电机设计偏小(45kW),可以更换两台较大的电机来稳定料层厚度。
3.4 分解炉易塌料
塌料时,分解炉出口负压波动大,出口温度波动也大,分解炉出口负压在-400Pa左右,一级出口负压也较低在-3800Pa左右。很难将物料托起,易塌料。
4 原因分析及采取的措施
4.1 设备故障的预防及处理
加强对系统设备的检查,维护,做好易损部件的备品管理。一方面提高设备故障的处置效率;另一方面避免设备出现管理不到位造成的非正常停机,减少停机时间提高设备的运转率。
4.2 操作方面的问题及处理
(1)一次风机风压偏低,在28kPa左右,风煤混合差,不容易燃烧,再加入窑二次风温较低,煤粉燃烧慢,黑火头偏长,火焰不集中,不仅容易出现后结圈,而且由于窑前温度低,影响熟料的煅烧,对此我们一方面适当控制篦冷机篦速,提高料层厚度,适当降低篦冷机用风量,进一步提高入窑二次风温,另一方面提高一次风机转速,将一次风压控制在30kPa以上,并适当增加旋流风阀门开度,以提高窑内煤粉的燃烧速度,缩短火焰长度,火焰高温部分集中,火焰燃烧活泼有力,煤粉燃烧充分,保证窑内合理的温度分布,满足窑内煅烧的要求。
(2) 操作问题。操作员调整较频繁,特别是加减头煤频繁,加减量比较大,头煤波动在4.0~6.0 t/h,造成窑内热工波动较大,结料不均匀,窑内温度及二次风温很难稳定,窑速较低,平均窑速在3.0左右,影响了产量的进一步提高。操作人员认为窑前发亮就应减煤,变暗就加煤,认为窑速提得快容易窜料,所以不敢提窑速。这种操作习惯一方面是预分解窑的特点没有抓住,对物料化学反应的热能变化不够清晰,另一方面也与窑的斜率比较大有关。通常认为窑内熟料形成热基本是一个负值,因而窑内燃料放热只要维持熟料矿物生成的晶格形成和晶体生长所需的高温条件就行了,也就是说受物料变化影响的程度比分解炉的影响要小。因而相对来说窑头用煤要比分解炉用煤稳定得多。在其它工艺条件变化不大的情况下可以说窑头用煤是几乎不需要调整,最明显的例子比如预热器的小幅度塌料,窑内窑皮的少量掉落,基本上是不需要调整头煤的,只有碰到大幅度塌料和大量掉窑皮时系统热工制度遭到大幅破坏时才需要调整头煤,同时必须结合其他操作手段才能扭转系统不良状况。所以说那种看到窑内颜色的变化来调整头煤量的做法其实是破坏窑的热工条件,必然引起窑内烧成状况的波动,不是一会窑温烧高了,容易堆雪人,就是一会窑温烧低了,操作条件变差,易跑生,使实际出窑熟料质量波动较大,热耗增加,窑产能也很难提上去。就如操作员自己说的提高窑速容易跑生,除了因为窑的斜度大有关,主要与操作员这种调节头煤用量的做法有很大关系。谢克平在《水泥新型干法中控室操作手册》上就对几种调节窑头用煤的不当操作作了说明,类似的情况应引以为戒。
一般调整窑头用煤的主要根据是入窑生料的分解率、熟料立升重和fCaO以及窑头尾温度的变化,除了入窑分解率可以直接调整窑头用煤外,其它都需要权衡系统内热工状态,来确认是否需要调整窑头用煤量。
因此,结合操作现状我们提出了适当增加窑头用煤,稳定窑头用煤量,保证烧成温度,将窑电流控制在400~500A,结合分解炉分解率高达97%,应适当调整分解炉出口温度(视分解率而定),将分解率控制在93%左右,确保煅烧稳定,提高窑的快转率,为进一步提产打好基础。
(3)生料采用四组份配料,经常堵料,处理困难较大,再者由于生料库位较底,均化库底下料不稳,中心仓料位控制不稳定,造成喂料量波动较大,波动在20t左右,尾煤称跟踪较慢,导致分解炉温度波动较大,系统难以稳定,客观上导致窑投料量偏低的一个原因。对此,新建一堆棚,储存一定量的粘土,进行自然干燥,减少入磨粘土水份,另一方面将密封阀改为单重锤阀,减少堵塞几率及堵塞处理的难度。同时操作员要总结来料变化与尾煤用煤变化的规律,提高操作跟踪的及时性,避免尾温的大幅度波动。
4.3 篦冷机的堵塞问题及处理
在停窑时我们对篦冷机进行了检查,发现前端5排固定篦床篦缝堵塞较为厉害;同时固定篦板的安装倾斜角度较大,一段固定篦板两台冷却风机出口各引一个风管吹向固定梁,两台风机电流较高。结合窑内煅烧状况,我们分析篦冷机篦缝堵塞,及篦板左右两侧风压偏差较大的根本原因在于有细颗粒,出口风压低。技改之后通过前端5排固定篦板的通风量减少,风压降低,在工作时两台风机风压最高的一台也只有6.8kPa,从而给小颗粒堵塞创造了条件,另一方面,由于篦冷机设计偏大,固定篦板安装角度偏大,篦床较宽,在产量低时出窑熟料难以均匀分布在篦板上,造成篦板用风短路,特别是熟料结料不均匀时,大小颗粒的分散,较细的颗粒对于其通风阻力较大,通过其下篦缝的风量大幅降低,其通风产生的压力无法将颗粒物料从篦缝中吹走,从而造成了篦缝堵塞。物料分布的不均匀,堵塞部位堵塞量的多少,也造成了固定篦板冷却风机出口篦下风压的不一至。 对此现象除了在停窑时进行篦缝清理外,我们也建议一方面要调整生产参数,尽量将窑产量提上来,以克服物料难以均匀分布的影响;另一方面要对固定篦板风机重新进行改造,拆除固定梁的两分支管道,我们认为风机电流高是因为窑产量低,篦上料层薄,再者因为物料分布不均,造成风机实际处理风量过大。为避免电流过高,可以根据产量适当降低频率,这样即可以省电,又保证熟料急冷,还不易堆雪人,保证用风合理。
对于篦冷机堆雪人,我们认为除了因篦缝堵塞,固定篦板设计安装不合理,料层分布不均匀造成通风短路,局部风压不足以及一段固定篦板冷却风机出口各引一个风管吹固定梁,风压不足,风量不足,造成冷不下来,吹不走,料层薄窑皮落下很难走动外,还与操作不当有关系,如窑头喷煤量大时,出窑熟料温度高呈软化黏结状态,在窑头用煤量少时飞砂现象严重,物料结粒细小,篦冷机篦下气体压力升高,造成通风量减少,以及窑况转换时形成的粘散料,这些都容易造成篦冷机堆雪人,特别是这种操作上导致的热工制度不稳定,窑皮频繁脱落,掉窑皮时盲板阻力增大,风容易短路,窑皮很难走动,造成堆雪人。对于以上情况除了要合理篦下布风,满足风量风压要求,如稳定窑头用煤,操作上勤观察,多思考,提高预见性,如生料入窑变化量,对分解炉温度的影响,会影响到出窑熟料的温度及结粒大小,进而影响篦冷机的工况,要适时小调整,避免大波动,稳定窑的热工制度,保证窑的安全运转。
4.4 分解炉易塌料问题及处理
(1) 该分解炉从四级来料分两路进入分解炉,一路(35%)进入分解炉下部旋流室,另一路从分解炉的上缩口上部进入,煤粉也分两路入炉,一路从三次风进入旋流室的接口部分喂入(在下料点的前面),另一路从炉的对面喂入,其比例各占50%。三次风切向进入分解旋流室。在实际生产中由于投料量偏低,窑尾拉风不是太大,分解炉出口负压在-400Pa左右,一级出口负压也较低在-3800Pa左右。经分析认为:一方面投料量低气料相对较大,低投料量的拉风风量在系统管道通风断面所能达到的风速相比较低,由于风速较弱很难将物料托起,易塌料。对此我们采取一定的措施,尽快将产量提上来,以保证系统的通风要求。
(2)检查预热器各撒料箱,各级撒料箱基本正常,分解炉下部撒料箱偏小,且离旋流室顶部较近,物料分散效果不好,容易造成分解炉塌料,且换热效率偏低。因而我们建议在可能的情况下对分解炉撒料箱进行调整更换,以提高物料分散的能力。减少系统塌料。
(3)窑内窑衬问题分析,因投料时窑内温度较低,烟室温度只有800℃,分解炉出口也只有700多℃,物料预烧差,导致挂的窑皮疏松,不牢固,容易脱落。为保8.5米处耐火砖,故将旋流风端面调至与煤管端部平齐。并根据烧成情况和火焰形状,重新定位喷煤管,根据煤粉燃烧的状况,合理调整喷煤管轴流风和旋流风阀门开度,调整好喷煤管的内外风量和风压。保证形成良好的火焰形状,避免火焰扫窑皮,并确保窑前形成稳定的热工流场,满足窑内煅烧的要求。也就是说即不能形成低温长焰火焰,导致窑内烧成温度不足,也不能使火焰过短甚至火焰变形,而冲刷窑皮;不能使煤管过低造成火焰卷入料中,影响熟料煅烧质量,也不能使煤管过高,而造成窑皮损伤,窑皮变薄。总之是要兼顾窑内熟料煅烧和窑皮情况进行喷煤管的调整。
4.5 窑内频繁结圈问题及处理
(1)窑头燃烧器一次风速偏低,一次风压只有28kPa,与同类型相比风压偏低,导致喷煤嘴出口风速偏低,火力强度不足,风煤混合不好。火焰黑火头较长,煤粉燃烧慢,再加上煤管定位在窑内太多,导致火焰在窑内拉长,物料预烧性较好,比较容易提前出现液相,再者煤粉燃烧效果差,窑内容易出现还原气氛和煤灰不均匀沉降而长厚窑皮。
(2)粘土配料时,因粘土湿而影响正常下料。导致入磨物料配比和实际设定值不一致,造成堵塞前后出磨生料波动较大,入窑生料易烧性发生变化,以及分解炉频繁塌料的出现,导致液相不均匀及出现的位置变动较大,也在一定程度上导致了结圈现象的存在。
(3)热工制度不稳定,如上文所述,窑头用煤波动大,烧成温度忽高忽低,热工制度不稳定,也容易导致窑结圈。
根据以上分析我们采取了提高一次风机压力,减少堵料现象,以及从稳定窑的热工制度等方面着手对影响结圈的因素进行了逐项调整。
5 调试效果(见表7)

表7 调整前后系统产量及系统参数对比
6 结束语
本次调试通过与厂方进行沟通、协商,统一了操作思想与操作认识:首先稳定窑的热工制度,加强窑前煅烧,在窑的斜率较大,生料供应不畅的情况下取得了较好的效果,同时对窑系统煅烧操作有了一个明确的操作指导思想;其次,在调试中也发现即使生料易烧性比较好的情况下,该窑由于斜度较大,给系统操作带来了一定的不利影响,系统提产较为困难。最后通过调整优化系统参数获得了较为理想的结果。此外,虽然系统整体设备选型设计比较大,为系统提产留有一定空间,但也存在窑尾排风机选型相对过小,当窑投料量达到180t/h时,在系统通风合理的情况下,高温风机转速只提到35Hz,,窑尾排风机就已经拉到满负荷状态,运转频率在49Hz,该现象的存在必然会使窑尾排风机成为系统提产的瓶颈,应当在以后的设备管理中引起重视。
猜你喜欢
山东冶金(2022年3期)2022-07-19
水泥技术(2022年2期)2022-03-28
装备维修技术(2021年52期)2021-07-03
山东冶金(2019年6期)2020-01-06
山东冶金(2019年1期)2019-03-30
新技术新工艺(2018年1期)2018-02-05
新世纪水泥导报(2016年3期)2016-09-22
现代冶金(2015年4期)2015-02-06
山东工业技术(2014年19期)2014-08-15
同煤科技(2014年1期)2014-08-15
