
孕镶金刚石钻头制造专用数控中频热压机的研制
2014-04-27 13:05刘全心胡郁乐
制造技术与机床 2014年5期
刘全心 刘 青 胡郁乐
(①鄂州职业大学机械工程学院,湖北 鄂州436000;②湖北长江精工材料技术有限公司,湖北鄂州436000;③中国地质大学(武汉),湖北 武汉430074)
金刚石钻头是地质勘探行业必不可少且无可替代的加工工具,其一般是采用粉末冶金方法来制造。传统的钻头压烧制造过程中,压力、温度两个参数不能精确控制,且匹配作用效果差,所生产制造的钻头质量不稳定,钻探效率低[1]。发达国家如德国、韩国、意大利等,早已淘汰传统式的热压设备,选用德国飞羽、韩国DIEX 等世界先进的全自动品牌热压机,应用于金刚石钻头制造。当前,这些设备在国际上拥有较高的市场占有率,但价格昂贵。
工欲善其事,必先利其器,研制新一代全自动金刚石钻头热压设备,势在必行。为了满足金刚石钻头制造过程中产品质量更好、自动化程度更高、功能更齐全的行业需求,本项目专门研制了一种新型紧凑、高效智能、稳定安全的金刚石钻头热压用数控中频热压机。本热压机的特点是:突破传统高频设备的束缚,消化吸收了国内外同类产品的优点,以数控、节能和简便为特征,具有自动化程度高、控制精度高、能耗低、安全环保等性能,同时进一步优化设备的高端性能,实现生产过程的监控和数据管理。设备中所有零部件的国产化率达到95%,完全取代昂贵的进口产品,其综合性能显著优于进口产品水平。该热压机应用于金刚石工具行业,可进一步提升系列装备的自动化水平,推动金刚石工具行业产品的提档升级,促进金刚石行业的规模化发展。
1 系统组成与工作原理
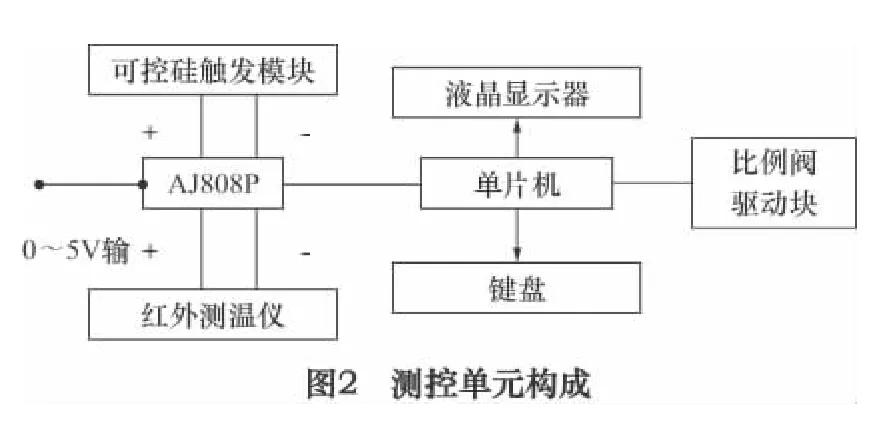
本数控中频热压机采用模块组合结构,由压烧主机、中频电源和控制台等3 部分组成,是一款集光、机、电、液压于一体的自动化设备。其中,压烧主机主要利用液压系统,依照压力曲线对钻头坯体施压;中频电源则专门进行频率发生和加热能量调整,在施压同时加热烧结;控制台则主要实现参数设置、参数监控和调整等功能作用。该机型内含工控机、可控硅控制发热单元、红外测温仪、电液比例阀总成和压力传感器等部件,系统组成如图1 所示。本机型运用了数字化测控方法来测控温度参数,即采用带数字通讯接口的红外测温仪和数字温度控制器等新型元器件,构成温度测控单元系统,其元器件连接如图2 所示。
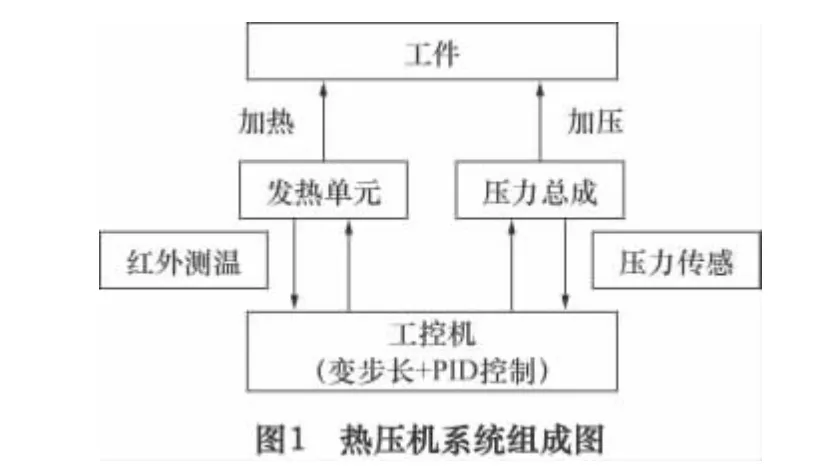
工作原理:本机型将温度和压力两个关键参数耦合集成到一台设备装置上来,实现金刚石钻头制造的安全高效、质量稳定、节能环保等功效。工作时,热压机利用压力传感器实时检测压模施加的压力,并通过PID 控制来调节液压缸的工作压力,使压力控制在工艺曲线范围内。在施压同时,热压机利用红外测温仪实时检测烧结温度,将之与预设温度相比较,得出温差信号;接着工控机结合PID 控制和变步长算法,来调节可控硅的移相角大小;最后中频电源利用晶闸管元器件,将工频电流通过三相桥式整流、电抗器平波和逆变桥逆变,变成恒定中频电流,并由感应线圈和补偿电容器组成并联谐振电路输出[2],来改变加热电流大小,从而精准调节压模和工件的温度,使其保持在设定的范围内。整个压烧过程,压力和温度参数是按照预先设置工艺曲线进行耦合匹配作用的。
为了解决烧结工艺误差大、产品质量不一致的问题,达到工艺操作执行准确,产品标准统一的目的,本机型同时预存和设置100 组以上的温度和压力工艺数据(均为生产实践摸索总结出的有效数据),并可通过扩大微机系统存储单元来存储更多的工艺曲线。在烧结过程中,可以根据具体的工艺需要,方便灵活地选择多种不同的温度曲线,以满足不同用户及不同配方材料的要求,并可保证生产工艺过程全自动化,避免造成烧结体产品质量不一致,质量不稳定的问题。
2 测控算法设计
本系统引入变步长算法,结合PID 控制技术,实现对温度和压力的精确控制。工作时,系统在传统的“功率放大器+比例阀”基础上,增加被控对象如压力(比例压力阀)或流量(比例流量阀)的检测与反馈环节,并依据数字PID 控制算法进行调节,以获得较高的精度、稳定度与较好的动态特性[3]。这里采用了常用的在线整定法,并在操作界面上设置了参数输入功能,在现场通过输入不同的系数,观察压力实时曲线的变化,从而找到系统的最优控制参数。基于PID 的电液比例控制器的工作原理设计如图3 所示。

各组成单元及功能:
(1)PID(P 为比例调节,I 为积分调节,D 为微分调节)调节单元,是系统的核心控制单元,其功能是:根据检测到的偏差e(t)=g(t)-r(t)进行PID 调节,产生输出u(t)。
根据有关控制理论[4],PID 调节单元的输出为:

式中:Kp为比例系数;TI为积分时间常数;TD为微分时间常数。
(2)功率放大器。功能是将PID 调节单元输出的电压控制信号u(t)线性地转换为电流驱动信号i(t),以驱动比例阀的电磁铁。
(3)比例阀。内部含有比例电磁铁,能产生与驱动电流i(t)成比例的力Fd,控制阀芯的位置,从而获得与控制信号成比例的液压参数(压力P或流量Q)。
由于比例阀自身的特性(如电磁铁的磁滞、阀口的节流效应等)以及系统干扰等因素的影响,液压参数与控制信号之间存在非线性,而且在一定范围内波动,即存在偏差,因此必须通过PID 调节单元进行补偿与修正。
(4)检测环节。实时检测比例阀的输出量(压力P或流量Q),并反馈给PID 调节单元计算偏差,然后进行调节。
依据上述原理,实现数字PID 调节控制的工作流程如图4 所示。

3 与当前国内外同类热压机的综合性能比较
与传统设备的比较,本数控中频热压机具有以下特点:自动化程度高,产品一致性好,质量稳定;满足多工艺多规格产品生产要求,效率高,节能环保;便于拓展应用范围,如金属物件焊接和金属热处理等。本热压机设备性能指标见表1 所示。
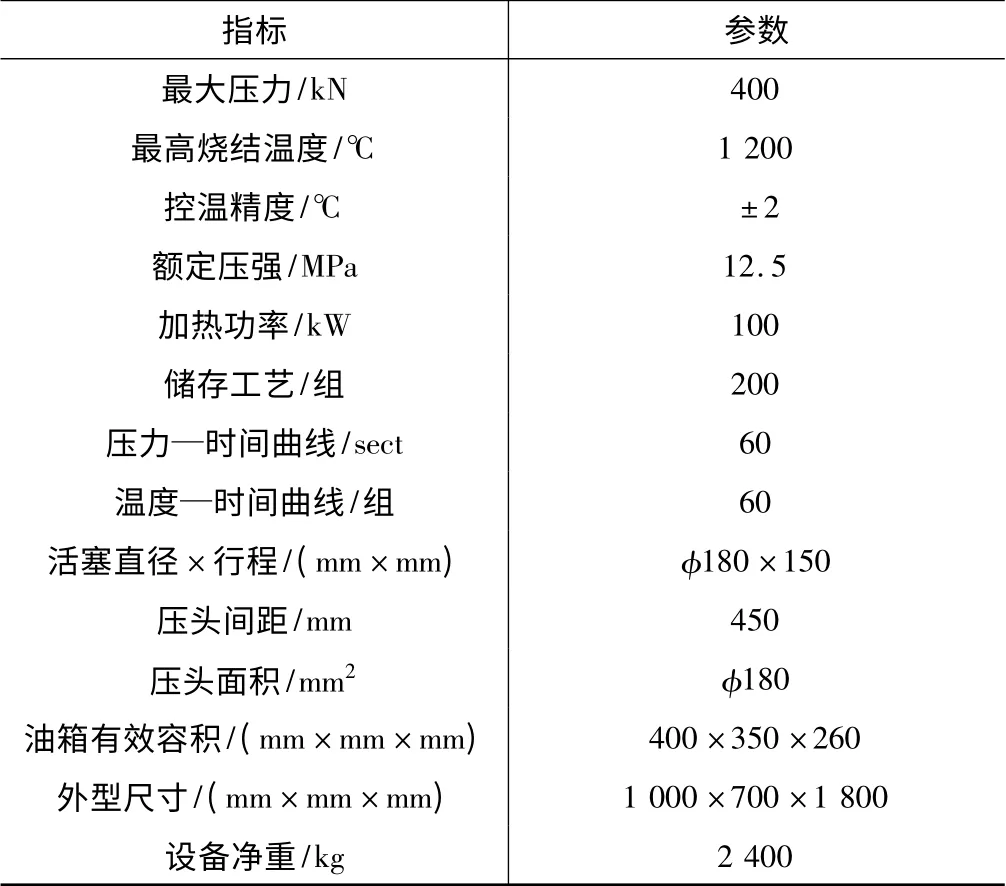
表1 本数控中频热压机性能指标
本机型经过进一步技术创新,优化设备的高端性能,形成自身产品特色,建立了企业内部的行业标准(Q/ZCJ003 -2010)。产品中的所有零部件国产化率达到95%,完全取代昂贵的进口产品。表2 所示是中外同类自控热压设备主要技术指标的比较,从表中可以看出:该型号自控热压机的控温控压误差、波动值、极限真空度,以及工艺曲线组数,均达到甚至超过国际水平,产品综合性能优异。
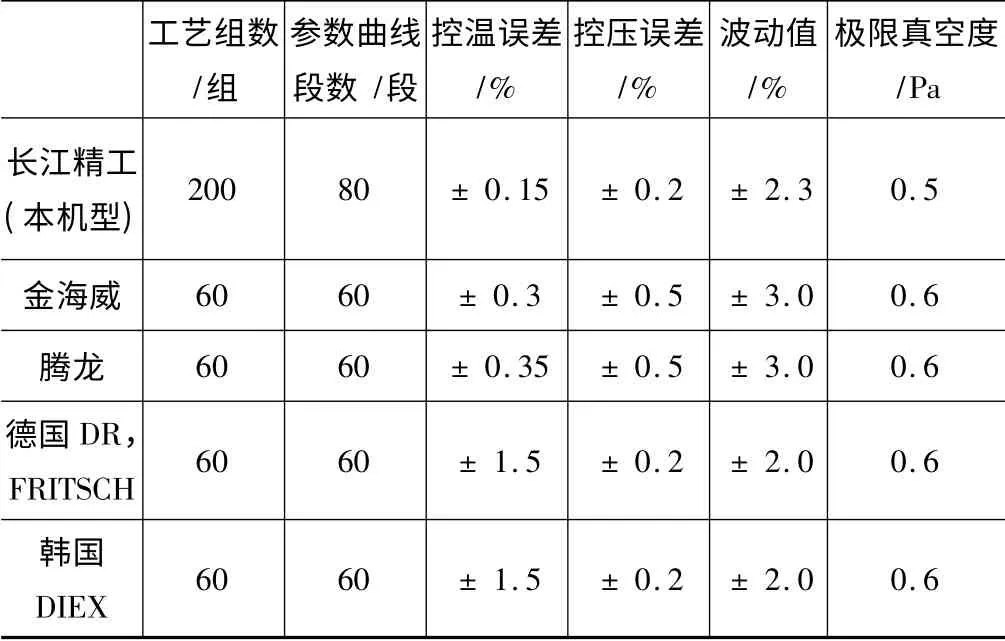
表2 中外同类自控热压设备主要技术指标比较
4 结语
(1)本热压机型采用模块组合结构,由压烧主机、中频电源和控制台等3 部分组成。采用耦合形式集成压力和温度2 个关键参数,保证施压和烧结协调匹配作用效果;引入变步长算法,与PID 控制方法相结合,实现对金刚石钻头烧结过程中温度参数的精确测控;采用预存多组工艺数据曲线的方法,方便满足不同用户及不同配方材料的选择要求。
(2)本机型专门用于压烧金刚石钻头,满足金刚石钻头制造的参数匹配、安全高效、节能降耗、操作简便等特殊工艺要求,并可实现金属基复合材料的自动烧结、焊接和热处理等,设备自动化程度高。
[1]张永勤. 国外天然气水合物勘探现状及我国水合物勘探进展[J].探矿工程,2010(10):3 -5.
[2]柏建普,高美霞,高志成. 微机控制的晶闸管中频电源[J]. 工业加热,2003(1):40 -41.
[3]武昌俊. PID 模糊控制器的改进[J]. 安徽工程科技学院学报:自然科学版,2004(1):22 -24.
[4]陈炳和. 计算机控制原理与应用[M]. 北京:北京航空航天大学出版社,2008.
猜你喜欢
青少年科技博览(中学版)(2022年11期)2023-01-07
石油勘探与开发(2021年2期)2021-06-07
粉末冶金技术(2021年1期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
石材(2020年10期)2021-01-08
石材(2020年7期)2020-08-24
石材(2020年2期)2020-03-16
中国煤层气(2019年4期)2019-11-23
制造技术与机床(2017年10期)2017-11-28
中南大学学报(自然科学版)(2016年2期)2017-01-19
