
滤棒输送系统生产能力匹配分析与改进
2014-05-06 06:36莫若,彭杰
湖南工业大学学报 2014年1期
莫 若,彭 杰
(海南红塔卷烟有限责任公司 技术改造办公室,海南 海口 571100)
滤棒输送系统生产能力匹配分析与改进
莫 若,彭 杰
(海南红塔卷烟有限责任公司 技术改造办公室,海南 海口 571100)
针对某卷烟厂易地技术改造后,滤棒输送系统供给滤棒不能满足卷接机组生产需求和滤棒周转不够灵活等问题,经过对系统设备配置的深入分析和生产能力匹配计算,找出了系统配置的滤棒成型机存在生产能力不足的缺陷。新增一台滤棒成型机并同时对3套系统设备配置进行调整及相关设备改造,解决了滤棒供给不足的问题,提高了输送滤棒的灵活性。实测结果表明,系统设备配置均衡合理,运行稳定可靠,各项指标达到设计要求,能满足生产要求。
滤棒;输送系统;成型机;卷接机组;简易卸盘机
1 研究背景
滤棒是卷烟的重要原辅材料。在部分规模较小的卷烟企业,滤棒的储存及输送仍采用人工作业模式,即滤棒成型机组与装盘机对接,将料盘装满后人工搬运至缓存区暂存,固化一定时间后再由人工输送至滤棒发射机的料库中或与滤棒发射机对接的卸盘机中,最终通过滤棒发射机及发射管道输送至滤棒接收装置中。此存储输送模式的优点是:使用设备较少,配置较灵活,操作简单,投资维护成本低。但该模式使用人工进行输送和搬运,自动化程度低,劳动强度大,采用零散存储产品信息难以被跟踪记录,储存时占地空间大,盘点困难,不利于生产现场的管理。
随着卷烟企业对自动化要求的不断提高,对产品过程控制及产品源头追溯的不断加强,人工作业模式已逐渐被卷烟企业淘汰。在中等规模的卷烟企业,一般采用滤棒固化储存设备将滤棒成型机与发射机连接起来,滤棒在滤棒储存输送设备中经过短暂的缓存和固化后再输送到发射机中。这种对接方式实现了滤棒的自动储存与输送,可按模块化对接来完成多种配置,而且投资适中,占地面积较少,现场干净、整洁、有序,易于管理。但此种配置的主要问题是:刚性太强,滤棒成型机组与发射机需一一对应或者2台滤棒成型机对应一台发射机,难以实现柔性调度;另外,滤棒固化储存设备储存量有限,当滤棒成型机与下游卷接机出现故障,会因中间缓存量不够而相互影响,造成产能严重浪费。
在大规模的卷烟企业,大部分采用自动化立体库来实现滤棒成型机、装盘机、发射机、卸盘机之间的柔性连接。通过计算机、电控系统进行管理控制,形成一条连续、完整的滤棒成型以及存储、输送、供料自动化的生产系统。该模式可实现滤棒自动存储与输送,其信息化程度高,可以满足柔性化生产需要。但该模式投资大,仅立体库的购置就需要上千万元,另外维护费用较高,占地空间大。
某卷烟厂易地技术改造后,滤棒车间设备配置采用了与上述第二种基本类似的配置方式。在实际生产过程中,出现了不能满足车间生产及柔性调度需求的问题。对设备配置进行深入分析和生产能力匹配计算后,将设备配置进行调整并对相关设备进行改造,达到了良好的使用效果,这可为中小型卷烟企业滤棒输送系统设备配置提供参考。
2 系统存在问题及分析
2.1 系统概况及存在的问题
某卷烟厂易地技术改造工程项目,按年产量30万大箱进行设计,技术改造完成后当年产量为21.5万箱,属于中小型卷烟企业。其中1台ZL26和1台ZL26C滤棒成型机与各自相对应的YF27B滤棒发射机,直接通过YF172滤棒固化储存输送装置进行连接,组成2套滤棒输送系统;2台KDF2滤棒成型机与1台YF27B滤棒发射机,通过YF172滤棒固化储存输送装置[1]、YJ35装盘机、简易卸盘机组成1套滤棒输送系统。共3套滤棒输送系统向10台ZJ17卷接机组供给滤棒。系统设备平面布置见图1。
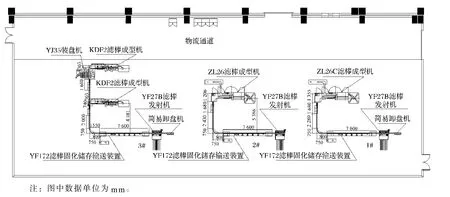
图1 设备平面布置图Fig. 1 Equipment plane layout
滤棒输送系统自建成投产使用以来,主要存在以下问题:
1)滤棒生产供给不能满足卷接机组生产需求。
2)滤棒生产供给不够灵活,系统之间不能互为补充。
3)生产第四个品牌滤棒时,只能安排一台KDF2滤棒成型机生产,从而造成该系统设备配置能力不足,不能保证该系统对应的卷接机组正常生产。
2.2 问题分析及处理
对系统存在的问题进行深入分析和研究,发现影响卷接机组正常生产的原因是滤棒输送系统生产能力匹配存在缺陷。现就系统生产能力匹配情况分析如下:
1)滤棒成型机组和卷接机分组生产能力计算。
ZJ17卷接机组生产能力为7 000支/min[2],所用滤棒长度为96 mm,设备为四分切方式。因此,1台ZJ17卷接机组每分钟所需滤棒数量为7 000×(1/4) = 1 750(支)。
ZL26C滤棒成型机生产能力为6 000支/min,设备有效作业率95%,因此1台ZL26C滤棒成型机每分钟所生产的滤棒数量为6 000×95%=5 700(支)。
ZL26滤棒成型机生产能力为6 000支/min,因质量原因实际生产不超过5 000支/min,有效作业率95%,因此1台ZL26滤棒成型机每分钟所生产的滤棒数量为5000×95%=4 750(支)。
KDF2滤棒成型机生产能力为4 000支/min,设备有效作业率80%,因此1台KDF2滤棒成型机每分钟所生产的滤棒数量为4000×80%=3 200(支)。提速改造后的KDF2滤棒成型机生产能力为4500支/min,设备有效作业率80%, 因此1台提速改造后的KDF2滤棒成型机每分钟生产的滤棒数量为4 500× 80%=3600(支)。
2)滤棒成型机和卷接机组生产能力匹配分析。
1#滤棒输送系统中,ZL26C滤棒成型机最大生产能力为6 000支/min[3],实际生产能力为5 700支/min。与ZL26C滤棒成型机对接的4台ZJ17卷接机组,每分钟滤棒需求量为1750×4=7000(支)。滤棒供给不能满足卷接机组生产需求,每分钟有1300支的滤棒缺口,每年闲置卷接机组生产能力为12.48亿支。滤棒成型机与卷接机组生产能力严重不匹配,浪费大量能源和卷接机组生产能力。
2#滤棒输送系统中ZL26滤棒成型机最大生产能力为6000支/min[4],实际生产能力为4 750支/min。与ZL26滤棒成型机对接的3台ZJ17卷接机组,每分钟滤棒需求量为1750×3=5250(支)。滤棒供给不能满足卷接机组生产需求,每分钟有500支的滤棒缺口,每年闲置卷接机组生产能力为4.8亿支。滤棒成型机与卷接机组生产能力不匹配,浪费了能源和卷接机组生产能力。
3#滤棒输送系统有2台KDF2滤棒成型机,其中1台最大生产能力为4000支/min[5],实际生产能力为3 200支/min,可通过装盘机装盘转出或直接输送进入YF172固化储存输送装置;另外1台提速改造后最大生产能力为4500支/min,实际生产能力为3 600支/min。与2台KDF2滤棒成型机并联对接的4台ZJ17卷接机组,每分钟滤棒需求量为1 750× 4=7 000(支)。滤棒供给不能满足卷接机组生产需求,每分钟有200支的滤棒缺口,每年闲置卷接机组生产能力1.92亿支。
3)滤棒成型机和卷接机分组生产能力匹配设计。
滤棒输送系统中的滤棒成型机和卷接机分组生产能力的匹配情况,决定了系统的生产能力。要合理设计匹配生产能力,必须了解设备技术状况、原辅料使用情况、对设备的使用和操作能力等。目前没有统一的能力配套标准,但根据多年来对烟草加工设备及物料配送设计的研究,以及生产实践的经验,滤棒成型机的生产能力要比卷接机组大10%~20%才是配套的,小了滤棒供给不足,大了造成滤棒成型机频繁停机,从而浪费资源。基于此设计思路,并考虑现有的滤棒成型机和卷接机组的生产能力及数量,对3个滤棒输送系统进行重新设计,具体如下:
1#和3#滤棒输送系统分别对接4台卷接机组,每个系统所需滤棒为7 000支/ min;2#滤棒输送系统对接3台卷接机组,所需滤棒为5 250支/ min。1#和3#滤棒输送系统所需配套滤棒成型机生产能力均为7 700~8 400支/ min,2#滤棒输送系统所需配套滤棒成型机生产能力为5 775~6 300支/ min。考虑到滤棒成型机有2台KDF2(4 000支/ min和4 500支/ min各1台)、1台ZL26(5 000支/ min)和2台ZL26C(6 000支/ min),因此,1#滤棒输送系统选用1台KDF2(4 000支/ min)和1台ZL26C(6 000支/ min)并联配套对接,4 000×80%+6 000×95%=8 900(支),虽然大于8 400支/ min,但KDF2滤棒成型机使用年限长久,设备状况不稳定,停机率高,所以整体上满足设计要求;2#滤棒输送系统选用1台ZL26C滤棒成型机配套对接可满足要求; 3#滤棒输送系统选用1台KDF2(4500支/ min)和1台ZL26(5 000支/ min)滤棒成型机并联配套对接,4 500×80%+5 000× 95%=8 350(支),满足设计要求。
3 系统设备调整及改造
基于原滤棒输送系统设备配置,并根据上述系统能力匹配设计,对原3套系统配置的滤棒成型机进行调整及设备改造。
3.1 系统设备调整和配置
根据上述系统能力匹配设计,原1#滤棒输送系统中,1台ZL26C滤棒成型机不能满足4台ZJ17卷接机组生产所需的滤棒供给。因此,从原3#系统中调整1台KDF2滤棒成型机(4 000支/ min),并联接到1#系统中,2台滤棒成型机生产能力满足生产需求,并可实现系统的动态匹配。调整后1#系统结构图见图2。

图2 调整后1#系统结构图Fig.2 Structural diagram of adjusted system 1#
原2#滤棒输送系统中,1台ZL26滤棒成型机对接3台ZJ17卷接机组,不能满足滤棒供给要求。因此,新增1台ZL26C滤棒成型机替换ZL26滤棒成型机接到2#滤棒输送系统中,把原有ZL26滤棒成型机调整到对接3#滤棒输送系统。1台ZL26C滤棒成型机生产能力能满足生产需求,并可实现系统的动态匹配。调整后2#系统结构图见图3。

图3 调整后2#系统结构图Fig.3 Structural diagram of adjusted system 2#
原3#滤棒输送系统中,2台KDF2滤棒成型机对接4台ZJ17卷接机组,不能满足滤棒供给要求。因此,从原2#滤棒输送系统中调整ZL26滤棒成型机,与提速改造后的KDF2滤棒成型机一起并联接到3号滤棒输送系统中。2台滤棒成型机生产能力能满足生产需求,并可实现系统的动态匹配[6]。调整后3#系统结构图见图4。

图4 调整后3#系统结构图Fig.4 Structural diagram of adjusted system 3#
1#滤棒输送系统没有配置滤棒装盘机,2#系统没有配置滤棒装盘机和简易卸盘机,在生产同品牌或小批量品牌滤棒时,不能装盘转出或卸盘输入,系统之间不能互为补充,不便于生产调度。因此,为解决此问题,利用原有的2台滤棒装盘机分别对接1#系统中的KDF2滤棒成型机和2#系统中的ZL26C滤棒成型机,新增1台简易卸盘机接入2#系统,并进行了对接安装改造。
3.2 系统相关设备改造
1#系统的ZL26C和3#系统的ZL26滤棒成型机的电柜原来均为落地安装在设备的正后面,现其正后面位置均要安装1台KDF2滤棒成型机,因此,电柜改造为左侧安装。因滤棒成型机的调整和增加滤棒装盘机,使滤棒输送系统中相关设备安装位置发生了改变,部分连接通道需进行长短改造。系统设备调整改造后平面布置如图5所示。

图5 设备调整改造后平面布置图Fig.5 Layout of the adjusted and transformed equipment
4 设备调整及改造后使用效果
3套滤棒输送系统经过设备调整改造后交付使用时,进行了为期3d的验收测试,测试期间,系统每天有效运行时间均超过8 h。现场测试结果表明,滤棒供给满足卷接机组生产需求,实现了系统的动态匹配,系统设备有效运行率分别是:1#为99.89%,2#为99.86%,3#为99.85%,均超过了设备的验收标准98%。滤棒成型机生产能力匹配合理,达到设计要求,具体见表1和表2。

表1 滤棒输送系统验收测试运行情况Table 1 The filter rod conveying system acceptance test operation

表2 滤棒输送系统验收测试运行能力匹配情况Table2 The ability matching of filter rod conveying system acceptance test operation
调整改造后的滤棒输送系统投入使用5个月来运行情况表明,系统设备配置均衡合理,满足生产要求,设备运行稳定可靠,使用效果良好。
5 结语
某卷烟厂易地技术改造引进滤棒输送系统,但系统设备配置存在缺陷,致使不能满足生产要求,通过对3套滤棒输送系统配置的滤棒成型机进行调整及相关设备的对接改造,通过使用滤棒成型机、卸盘机、滤棒固化储存输送装置、发射机、简易卸盘机组成滤棒固化储存输送系统,当下游卷接机组处于故障停机时仍可以通过装盘机将滤棒成型机的产能发挥出来,当滤棒成型机处于故障停机时,可以将储存的滤棒通过简易卸盘机经过发射机输送到下游卷接机组,保证卷接机组正常生产。另外,卷接机组及滤棒成型机的有效作业率较高,而且滤棒成型机的能力略大于下游卷接机组所需的滤棒数量,需要装盘机储存和卸盘机输送的滤棒很少,因此只需少量的人工即可实现,既保证设备可以充分发挥产能,又可以保证现场干净、整洁、有序。相比于一般的卸盘机,该系统的简易卸盘机可以节约投资,缩小占地面积。上述设备配置为某卷烟厂解决了系统滤棒供给不足的问题,提高了系统输送滤棒的灵活性,生产使用更加方便,确保了卷接包生产线的正常生产,同时提高了企业设备的有效作业率。
[1]许昌烟草机械有限责任公司. YF172型滤棒固化储存输送系统电控部分使用说明书[M/CD].许昌:许昌烟草机械有限责任公司,2012:1-3. Xuchang Tobacco Machinery Co., Ltd.. Manual for Electronic Control Parts of YF172 Type Filter Rod Storing and Conveying System[M/CD]. Xuchang:Xuchang Tobacco Machinery Co., Ltd.,2012:1-3.
[2]董祥云. YJ17-YJ27卷接机组[M]. 北京:中国科学技术出版社,2001:1-3. Dong Xiangyun. YJ17-YJ27 Cigarette Making Machine[M]. Beijing:China Science and Technology Press,2001:1-3.
[3]许昌烟草机械有限责任公司. ZL26C型纤维滤棒成型机组机械操作手册[M/CD].许昌:许昌烟草机械有限责任公司,2012:6-7. Xuchang Tobacco Machinery Co., Ltd.. The Mechanical Operation Manual for ZL26C Fiber Filter Rod Forming Machine[M/CD]. Xuchang:Xuchang Tobacco Machinery Co., Ltd.,2012:6-7.
[4] 常德烟草机械有限责任公司. ZL26型纤维滤棒成型机组使用说明书[M/CD]. 常德:常德烟草机械有限责任公司,2007:2-4. Changde Tobacco Machinery Co., Ltd.. Manual for ZL26 Fiber Filter Rod Forming Machine[M/CD]. Changde:Changde Tobacco Machinery Co., Ltd.,2007:2-4.
[5]上海烟草机械有限责任公司. KDF2型纤维滤棒成型机使用说明书[M/CD].上海:上海烟草机械有限责任公司,1996:3-4. Shanghai Tobacco Machinery Co., Ltd.. Instructions for KDF2 Type Fiber Filter Rod Forming Machine[M/CD]. Shanghai:Shanghai Tobacco Machinery Co., Ltd.,1996:3-4.
[6] 周 平. 滤棒自动输送系统设备配置分析[J]. 烟草科技,2005(9):16-17. Zhou Ping. Layout Analysis of Automatic Filter Rod Conveying System[J]. Tobacco Science & Technology,2005(9):16-17.
(责任编辑:邓光辉)
Analysis and Improvement on Filter Rod Conveying System Production Capacity Matching
Mo Ruo,Peng Jie
(Plant Relocation and Technological Transformation Department Hainan Hongta Cigarette Co., Ltd.,Haikou 571100,China)
In view of the problems of a cigarette factory relocation and technological transformation, which the filter rod conveying system could not meet the filter rod demand of the cigarette making machine and filter rods turnover were inflexible, made a thorough analysis on the system configuration and the production capacity matching calculation, and found that the system configured rod molding machine existed insufficient production capacity. Adding a rod molding machine, adjusting the configuration of equipments in 3 sets of system and modifying related equipments solved the problem of insufficient supply of filter rods and improved the flexibility of filter rods conveying. The measured results show that the system configuration is balanced and reasonable, operates stable and reliable, and all the indicators meet the design requirements. It can meet the production requirements.
filter rod;conveying system;molding machine;cigarette making machine;simple unloading plate machine
TS43
:A
:1673-9833(2014)01-0104-05
2013-09-27
中央企业电动车产业联盟共性技术基金资助项目(JS-314)
莫 若(1969-),男,海南琼海人,海南红塔卷烟有限责任公司工程师,主要研究方向为烟草卷接包装及物流设备,E-mail:moruo8@163.com
10.3969/j.issn.1673-9833.2014.01.021
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
船舶与海洋工程(2021年2期)2021-05-26
南方农机(2021年8期)2021-05-07
少儿美术(2021年2期)2021-04-26
设备管理与维修(2021年6期)2021-04-20
科技与创新(2020年16期)2020-11-29
制造技术与机床(2018年9期)2018-09-19
中国铸造装备与技术(2017年3期)2017-06-21
山东工业技术(2016年15期)2016-12-01
工业设计(2016年6期)2016-04-17
