
20万t/aPVC冷风送料系统的优化改造
2014-05-06 07:59新疆天业天辰化工有限公司石河子市832012王明杰姚新斌张志良
石河子科技 2014年3期
(新疆天业天辰化工有限公司,石河子市,832012) 王明杰 姚新斌 张志良
新疆天业集团120万吨PVC联合化工项目一期40万t/aPVC项目天辰化工有限公司投产运行已经四年多了,期间不断的工艺优化和项目技改,使得现在的生产能力达到了45万t/a以上,其中对树脂的干燥工序采用的是旋风干燥系统,单套系统年处理能力开车初期为20万t/a,在后期提产提量期间不断出现一些瓶颈,通过工艺的技改、优化,现在已经可以达到22.5万t/a以上。
1 工艺流程
工艺流程如图1所示。来自汽提塔的物料经过离心机的脱水,将脱水后的湿物料送至旋风干燥系统,将其干燥为含水小于0.4%的成品PVC,干燥后的成品PVC粉料由冷风送料系统送至包装进行成品包装。
2 工艺的特点
(1)采用微负压控制,减小了耗能,运行平稳,操作控制简单。
(2)物料在旋风干燥器内停留时间短,使热敏性树脂白度明显上升。
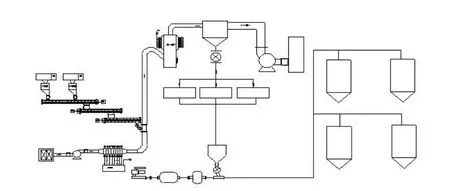
图1 旋风干燥系统工艺流程
(3)全流程采用气-固并流操作,降低了产品出口温度,防止物料在高温下降解变色,影响产品质量。
(4)产品转型方便,操作弹性更大,提高了市场应变力。
3 冷风送料系统的工艺优化
3.1 一期冷风送料系统管线的优化改造
2009年开始,公司开始进入对全厂装置进行提产提量阶段,但随之不少瓶颈也凸显出来了,旋风干燥系统的制约因素主要存在于冷风送料系统,在正常生产情况下,一期20万t/a生产装置冷风送料系统频繁出现超压情况,致使高压风机联锁跳停。高压风机的频繁启停,不仅影响正常生产,而且可能影响厂区电网的正常运行。针对此问题,我厂对一期20万t/a生产装置冷风送料系统进行了技改。
(1)、原工艺流程
技改前PVC干燥粉料输送系统工艺流程见图2:
提产提量初期,一期20万t/a生产装置冷风送料系统频繁出现罗茨鼓风机系统压力高限报警并跳停的现象,严重影响了正常生产,而且我们的罗茨鼓风机是高压电机,频繁跳停,对高压电网也有影响。
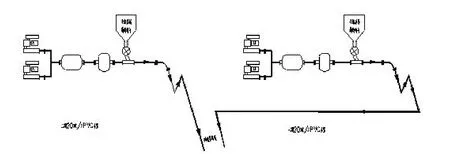
图2 技改前PVC干燥粉料输送系统工艺流程
在此期间,二期20万t/a生产装置冷风送料系统一直很正常,当提产到22.5万t/a的时候也没有出现系统压力高限报警罗茨鼓风机跳停的现象,通过对两条冷风送料系统装置的比较分析,初步推断是管线问题,一期冷风送料系统管线比二期冷风送料系统管线要长50m,而且一期冷风送料系统管线弯头也比二期冷风送料系统管线弯头多两个,公司领导针对此问题开会研究了几次,决定对系统管线的走向和弯头位置进行技改。
(2)、技改后工艺流程
技改后PVC干燥粉料输送系统工艺流程见图3:

图3 技改后PVC干燥粉输送系统工艺流程
将一期冷风送料系统冷却器之后管线的走向做了调整,把带料管线上的两个弯头调整到旋转阀之前的不带料管线上,并将部分原来在室外管架上的管线移至室内,将旋转阀的处口改为进口,进口改为出口,这样一期冷风送料系统的带料管线弯头就于二期冷风送料系统的带料管线弯头数目一样了。通过技改,再没有出现过罗茨鼓风机跳停的现象。
3.2 一、二期冷风送料系统冷却器的优化改造
一、二期冷风送料系统在优化改造之前使用的是换热面积为150m3的冷却器,冬季冷却效果还可以,冷却之后的风温一般在30~40℃之间,夏季冷却之后的风温一般在35~45℃之间,但在生产负荷较高或生产SG8型料的情况下,夏季冷却之后的风温都在55℃左右徘徊,对物料的正常输送造成了一定的隐患。
针对此问题,我厂将现有的换热面积为150m3的冷却器更换为换热面积为200m3的冷却器,投入生产后,风温都在30~40℃之间,满足了我们生产所需风温。
4 结语
20万吨/年PVC干燥系统装置对提高生产能力,降低消耗,提高产品质量等都起到了积极作用,适合在大中型聚氯乙烯生产厂家中推广使用。20万吨/年PVC冷风送料系统的优化改造,更是大大提高了我厂提产提量的空间,使装置正常高效的运行,有工艺简单、设备投资少、装机容量小、操作弹性大、控制简单等优点。装置投运以来,运行平稳,取得了显著的经济效益。为我国PVC工业装置的大型化做出重大贡献。
猜你喜欢
中国塑料(2023年1期)2023-02-07
中医学报(2022年9期)2022-08-09
东坡赤壁诗词(2022年2期)2022-04-15
小天使·聪聪画刊(2021年2期)2021-09-10
昆钢科技(2020年4期)2020-10-23
山西冶金(2020年2期)2020-06-11
小雪花·小学生快乐作文(2020年12期)2020-05-17
四川建筑(2019年6期)2019-07-20
中成药(2018年1期)2018-02-02
佛山陶瓷(2017年7期)2017-09-06
