不同位置回炼不合格苯乙烯的经济对比分析
2014-05-10 02:40王风勇
化工技术与开发 2014年3期
王风勇
(海南实华嘉盛化工有限公司,海南 洋浦 578001)
不同位置回炼不合格苯乙烯的经济对比分析
王风勇
(海南实华嘉盛化工有限公司,海南 洋浦 578001)
对不合格苯乙烯3次回炼的实际情况进行综合分析,表明采用精苯乙烯塔对不合格苯乙烯回炼有多方面经济优势。低压蒸汽消耗量下降28.34t,耗电量下降15124.28kWh,节约回炼时间10.2d,可多产苯乙烯653.1264t,经济优势明显。
不合格苯乙烯;精苯乙烯塔;粗苯乙烯塔;回炼
海南实华嘉盛化工有限公司8.5万t·a-1苯乙烯装置自开工到现在已经平稳运行近7年,产品质量优良,能够满足下游产品的要求。由于操作、环境及设计等原因,苯乙烯大罐中苯乙烯在储存过程中发生聚合物偏高事故。苯乙烯不合格类型包含乙苯含量超标和聚合物含量超标,乙苯含量超标的不合格苯乙烯必须通过粗苯乙烯塔回炼,聚合物含量超标的不合格苯乙烯则通过粗苯乙烯塔与精苯乙烯塔回炼均可,物耗能耗有所不同。3次苯乙烯不合格都是聚合物含量超标,在3次回炼过程中,前2次由于进精苯乙烯塔管线发生聚合堵塞,通过粗苯乙烯塔回炼,造成很大的物耗能耗。最后1次回炼通过精苯乙烯塔回炼,在物耗能耗上有很大的改善。
1 聚合物超标的原因分析
1.1 操作原因
苯乙烯产品通过长达1.7km的管线送至码头进行装船外卖,在不装船时,此管线要每天进行回流操作,防止苯乙烯产品在管线中发生聚合,在回流时,苯乙烯大罐温度上升,没有及时补充温度低的苯乙烯产品,导致苯乙烯产品大罐聚合物上升。
1.2 环境原因
苯乙烯装置地处海南省洋浦经济开发区,此地区长时间少雨,白天温度极高,苯乙烯储存时间过久,产品的温度上升,导致聚合物上升。
1.3 设计原因
装置初期建设时保温效果不佳,溴化锂制冷机组制冷负荷设计小,在环境温度偏高时,系统物料的温度降不下来,一直处于上限位置。苯乙烯产品大罐采样点设计不合理,不能保持流动状态。
2 回炼不合格苯乙烯数据分析
2.1 操作数据对比
针对不合格苯乙烯管线精苯乙烯塔聚合堵塞,无法使用精苯乙烯塔进行回炼,对不合格苯乙烯回炼机泵出入口管线进行相应的技术改造,入口直接连接苯乙烯产品大罐,出口连接至脱氢液大罐,开启不合格苯乙烯回炼机泵,将不合格苯乙烯送至脱氢液大罐,使脱氢液含苯乙烯65%~70%送至粗苯乙烯塔进行回炼。相关操作数据列表见表1。
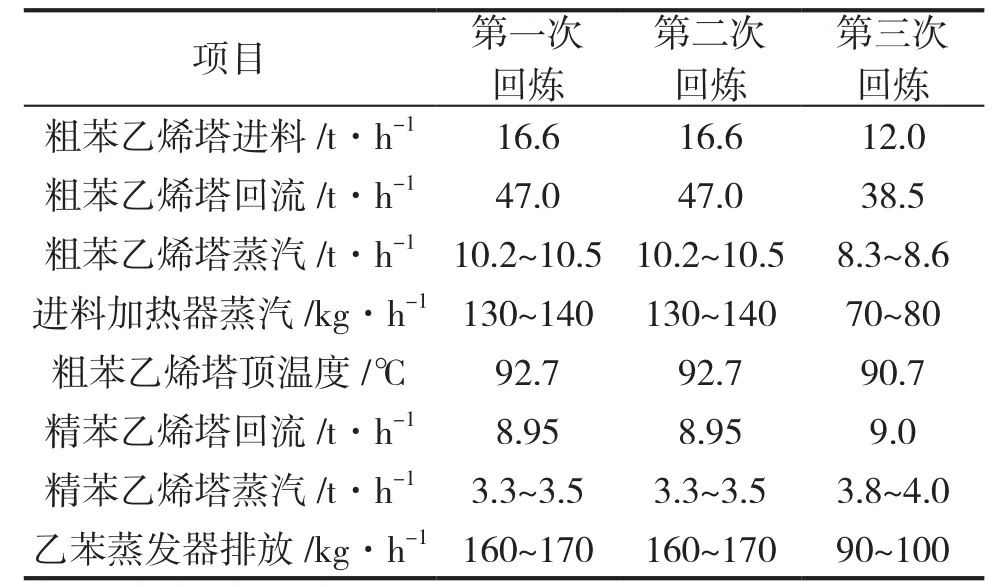
表1 3 次苯乙烯回炼粗苯乙烯塔和精苯乙烯塔操作数据
由表1可以看出,粗苯乙烯塔进料负荷减少了27.71%,脱氢液机泵运行电流下降,保证机泵运行良好。粗苯乙烯塔的回流量下降了18.08%,减轻了粗苯乙烯塔回流机泵的负荷,同时减少加热蒸汽12.38%,能耗比用粗苯乙烯塔回炼有很大的改善。由于用精苯乙烯塔回炼,物料直接来源于苯乙烯产品大罐,物料温度较低(20℃左右),冷进料时,料液入塔后在加料板上与提馏段上升的蒸汽相遇,即被加热至饱和温度。与此同时,上升蒸汽有一部分被冷凝下来,精馏段塔板数过多,提馏段板数不足,会造成釜液损失增加。这时在操作上,应适当调整再沸器蒸汽,使塔的回流量达到原来的量。精苯乙烯塔耗蒸汽相比高出15.15%,但从蒸汽流量上看只有500kg·h-1。为保护乙苯蒸发器的正常运行,第一、二次不合格苯乙烯回炼,乙苯蒸发器排放相比高82.22%,但是仍存在一定的风险性。
2.2 回炼时对精馏塔分离的影响
用粗苯乙烯塔回炼时,将脱氢液罐的苯乙烯含量由原来的59%左右提高至65%~70%,对粗苯乙烯塔分离产生一定的影响,使精馏塔的精馏段负荷增加。只有增加蒸汽用量,提高精馏塔的回流比,提高精馏塔的传热传质负荷,才能保证精馏塔塔顶组分的合格。图1、图2和图3分别是3次回炼时进料组分对精馏塔塔顶和粗苯乙烯塔塔顶苯乙烯含量的影响。
由图1、图2和图3可知,粗苯乙烯进料组分对精馏塔操作的影响显而易见,进料中关键重组分苯乙烯的含量直接影响着粗苯乙烯塔塔顶苯乙烯的含量,并且精馏塔操作处于波动状态,严重影响乙苯蒸发器的安全运行。
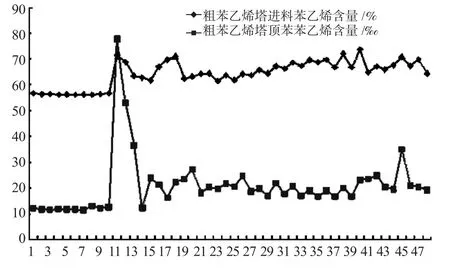
图1 第1次不合格苯乙烯回炼(用粗苯乙烯塔)
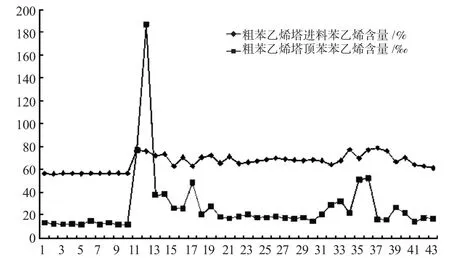
图2 第2次不合格苯乙烯回炼(用粗苯乙烯塔)

图3 第3次不合格苯乙烯回炼(用精苯乙烯塔)
2.3 化验分析数据对比
粗苯乙烯塔原设计塔直径4.0m,后经过苏尔寿公司计算将塔直径改至3.0m,使粗苯乙烯塔空塔气速大幅提高,增加了液泛的可能性。经过后来的增设进料加热器以及减小塔底再沸器换热面积等改造措施,此塔运行已明显改良,但还是不能达到最初的设计要求,在满负荷下塔顶苯乙烯含量仍然比原设计高0.5%以上。基于设计原因,回炼时处于满负荷下,塔运行情况不容乐观,现将塔化验分析列于表2、表3和表4。
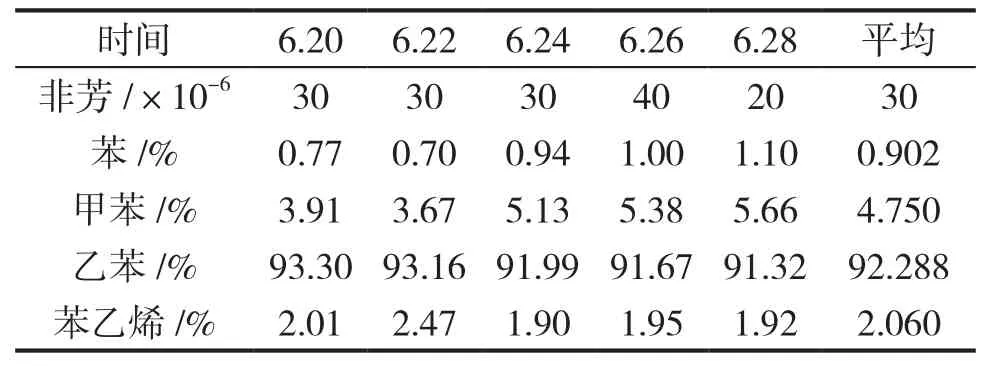
表2 第1次回炼粗苯乙烯塔塔顶化验分析数据
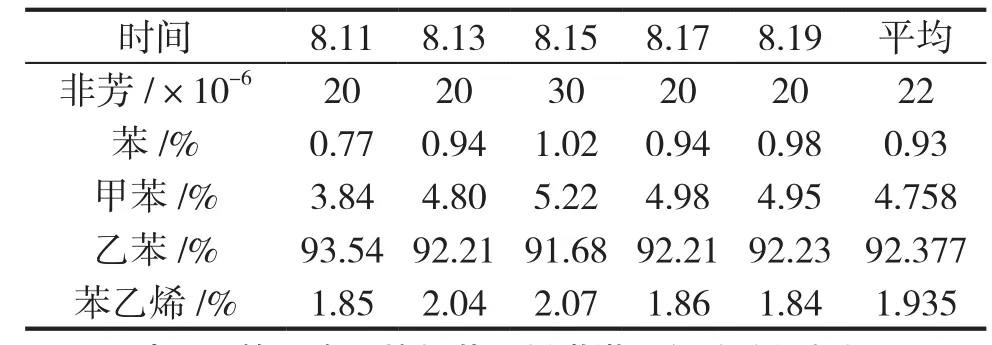
表3 第2次回炼粗苯乙烯塔塔顶化验分析数据
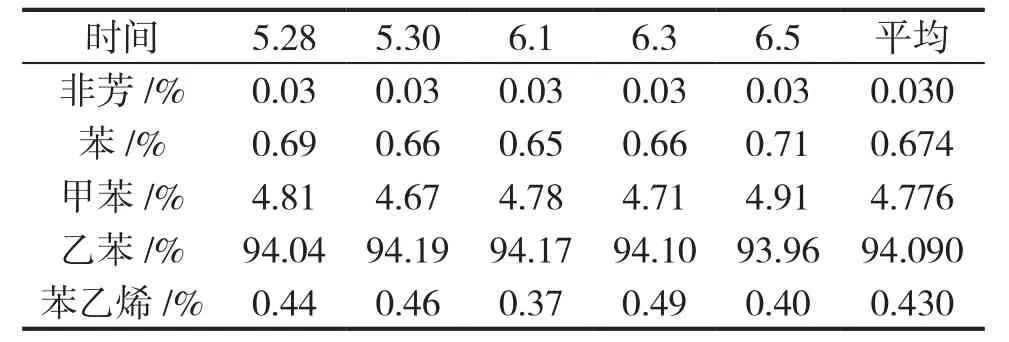
表4 第3次回炼粗苯乙烯塔塔顶化验分析数据
表2、表3和表4分析数据都是在操作相对稳定后的分析,在其间粗苯乙烯塔塔顶受进料苯乙烯含量的影响曾最高带苯乙烯高达18.23%,严重影响乙苯蒸发器的安全运行和催化剂的寿命。进料组分变重导致苯乙烯精馏单元粗苯乙烯塔塔分离效率下降。如果粗苯乙烯塔塔顶乙苯中所含的苯乙烯超标,那么苯乙烯会随乙苯进入乙苯回收塔,进而作为乙苯脱氢单元的进料,严重影响乙苯蒸发器的安全运行,虽然增大了排放流量,仍然存在安全隐患,还增加了乙苯进料中苯乙烯的含量,脱氢单元苯乙烯选择性下降。乙苯蒸发器出口苯乙烯含量的增加,也影响到脱氢催化剂的安全运行,而且促使副反应发生并增加了甲苯和焦油的生成量。乙苯脱氢单元发生的副反应还会增加催化剂的积炭量,降低催化剂的活性,缩短催化剂的使用寿命。粗苯乙烯塔塔顶苯乙烯含量超标还可能造成填料及塔内件被苯乙烯聚合物堵塞,影响产品质量还增加了装置的物耗和能耗。由表2、表3和表4可以看出,回炼不合格苯乙烯最大的物耗是苯乙烯,粗苯乙烯塔顶苯乙烯含量平均高达2.00%,造成极高的物耗,使循环乙苯中苯乙烯含量高达2.00%。结合表2、表3和表4绘制图4。由图4可以看出第1次回炼时,由于经验不足粗苯乙烯塔顶苯乙烯含量高于第2次回炼,同时很明显,用精苯乙烯塔回炼不合格苯乙烯具有优越性。
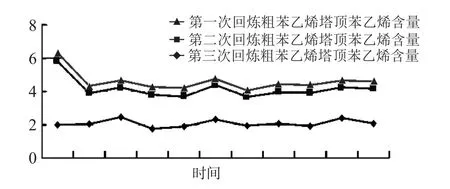
图4 3次回炼粗苯乙烯塔顶苯乙烯含量
3 指标分析
3.1 物耗分析
由于用粗苯乙烯塔回炼,粗苯乙烯塔负荷受影响,回炼量大约2.5t·h-1,而用精苯乙烯塔回炼,精苯乙烯塔的设计负荷能够满足,回炼量大约6.5t·h-1,以1000t不合格苯乙烯回炼量例子,计算如下:
回炼所用时间:1000÷24÷2.5=16.6d,1000÷ 24÷6.5=6.4d
回炼多用蒸汽:16.6×1.9-6.4×0.5=28.34t
回炼时粗苯乙烯塔塔顶浪费苯乙烯:16.6× 24×6.6×2.0%=39.44t
注:6.6t是用粗苯乙烯塔回炼时塔顶采出量。
3.2 能耗分析
从物耗分析得出,以回炼1000t不合格苯乙烯为例,浪费苯乙烯总量为39.44t,当前苯乙烯价格为12000元,损失47.328万元。由于用粗苯乙烯塔回炼和精苯乙烯塔回炼负荷的不同,脱氢液机泵1h增加电能大约33.33%,粗苯乙烯塔回流机泵1h增加电能大约22.08%。以1000t不合格苯乙烯计算如下:
16.6t·h-1脱氢液机泵1h耗电量:37.5÷58× 26×1=16.81kWh
脱氢液机泵耗电量:12.61×24×6.4=1936.89kWh 16.81×24×16.6=6697.10kWh
47.0t·h-1粗苯乙烯塔回炼机泵1h耗电量:69÷99.8×55×1=38.02kWh
粗苯乙烯塔回炼机泵耗电量:31.14×24×6.4= 4783.10kWh
38.02×24×16.6=15147.17kWh
脱氢液机泵和粗苯乙烯塔回炼机泵总共多消耗电量:(6697.10-1936.89)+(15147.17-4783.10)=15124.28kWh
3.3 经济效益分析
因为用粗苯乙烯塔回炼不合格苯乙烯所用的时间相差10.2d,如用精苯乙烯塔回炼装置能够多产苯乙烯大约:10.2×24×(16600-12000)×0.58=653.1264t,按苯乙烯能产生300元的经济效益,共损失19.59万元。
4 总结
经过对操作参数和化验分析数据分析可以看出,用精苯乙烯塔回炼具有很大的经济优势,为今后不合格苯乙烯回炼提供了数据参考。对不合格原因进行分析,建议大检修时对高含量苯乙烯的管线重新保温,单独设置一组制冷机组为苯乙烯产品大罐进行循环冷却,保证苯乙烯处于低温下储存。
[1] 王明福.齐鲁粗苯乙烯分离塔的改造与优化[J].齐鲁石油化工,2006,34(3):283-286.
[2] 马献波,冯建东.乙苯/苯乙烯分馏塔的问题及对策[J].炼油技术与工程,2011,41(6):34-35.
[3] 王刚.进料组成变化对乙苯/苯乙烯分离塔的影响[J].石化技术,2013,20(1):28-31.
Economic Contrast Analysis of Rejected Styrene Reprocessing in Different Reaction Still
WANG Feng-yong
(Hainan Shihua Jiasheng Chemical Co., Ltd., Yangpu 578001, China)
TQ 241.2+1
B
1671-9905(2014)03-0055-03
2014-01-06
猜你喜欢
全面腐蚀控制(2022年7期)2022-11-27
辐射防护(2020年1期)2020-12-20
辐射防护(2020年1期)2020-12-20
音乐教育与创作(2020年1期)2020-05-13
沈阳化工大学学报(2020年4期)2020-04-06
全面腐蚀控制(2020年2期)2020-02-27
设备管理与维修(2020年7期)2020-02-21
化工管理(2020年17期)2020-01-14
石油炼制与化工(2018年12期)2018-03-21
化工设计通讯(2017年6期)2017-03-02