
激光测厚仪在120t转炉内衬上的应用研究与实践
2014-05-11 07:19季德静郑大鹏
天津冶金 2014年1期
季德静,邢 禹,郑大鹏
(1.吉林电子信息职业技术学院,吉林132021;2.吉林建龙钢铁有限责任公司,吉林132021;3.中钢集团吉林铁合金股份有限公司,吉林132021)
激光测厚仪在120t转炉内衬上的应用研究与实践
季德静1,邢 禹2,郑大鹏3
(1.吉林电子信息职业技术学院,吉林132021;2.吉林建龙钢铁有限责任公司,吉林132021;3.中钢集团吉林铁合金股份有限公司,吉林132021)
对通钢激光测厚仪在120 t转炉内衬上的应用进行了研究。经过几年的实际应用,通钢已经能够根据测厚系统提供的数据指导转炉炉衬的维护工作,防止了炉体穿漏事故的发生,提高了炉衬的热效率,降低了原材料的消耗,取得了一定的经济效益。
激光测厚仪;转炉;研究;实践
1 引言
通钢120 t转炉于2005年2月正式投产。由于转炉炉衬的工作层直接与炉体内的高温熔体、炉渣和炉气接触,所以在冶炼过程中炉衬的侵蚀很严重,加料操作、出钢操作等对炉衬砖的侵蚀也很严重[1-2],因此需对转炉炉衬侵蚀区进行修补。补炉前需要确定炉衬侵蚀区域,传统的方法是对炉体炉衬的观察进行人为判断,这种方法不仅存在误差,而且对炉底安全厚度的判断更加困难。根据这种情况,通钢于2005年8月购买了由武汉纬度科技有限公司提供的CMS2000-I型激光测厚仪系统,它是依据激光测距原理测量冶金容器内腔,确定剩余炉衬厚度,预报衬砖安全使用厚度,防止炉体漏钢恶性事故的发生。根据它的反馈信息,操作工能准确地了解炉衬薄弱位置,进行针对性的修补,进而降低成本。经过几年的实际应用,通钢已经能够成功应用测厚系统提供的准确数据来指导转炉炉衬的维护工作。
2 激光测厚仪简介
2.1 激光测厚仪的工作原理
激光测厚仪通过测量炉体上3个以上基准点的距离和角度,确定转炉与测量头的相对位置。根据转炉倾斜角度,通过测量炉衬的一个点到测量头的距离,同时测量出测量头转动的角度,测量仪可以计算出该测量点的空间位置;一定数量的测量点便构成了炉衬的表面形状,并与存储于计算机内的参考表面对比,其差值就是炉衬的侵蚀厚度。
2.2 激光测厚仪系统构成
激光测厚仪系统主要包括激光测试头、计算机系统、计算机处理软件。
3 激光测厚仪在120 t转炉内衬上的应用研究
3.1 激光测厚仪的应用
3.1.1 转炉描述
预先将转炉的实际尺寸输入到测厚系统的模型软件中,以便在系统内形成转炉的实际缩影模拟图。
3.1.2 建模操作
每次炉衬重砌或更换炉壳后都应对激光测厚系统进行重新建模操作。为了检验建模的效果和检验测量的精确性,建模的最佳时期应该在转炉炉口的法兰盘安装完毕但未砌筑内衬前,或砌筑内衬并完成烘炉后进行。这时可以通过测量钢壳或内衬(损耗较小)来检验测量数据的正确性。
(1)将测厚仪放置在正对炉口,且与炉口尽量远的位置,并将激光头底座整平。
(2)永久参考标志A(左)、B(右)定位,顺序必须先左后右。
(3)T标定位:在转炉炉口上确定某一点(最好选在转炉炉口上方,见图1),使其分别在转炉摇到大约60°、80°和100°时对其进行测量定位。
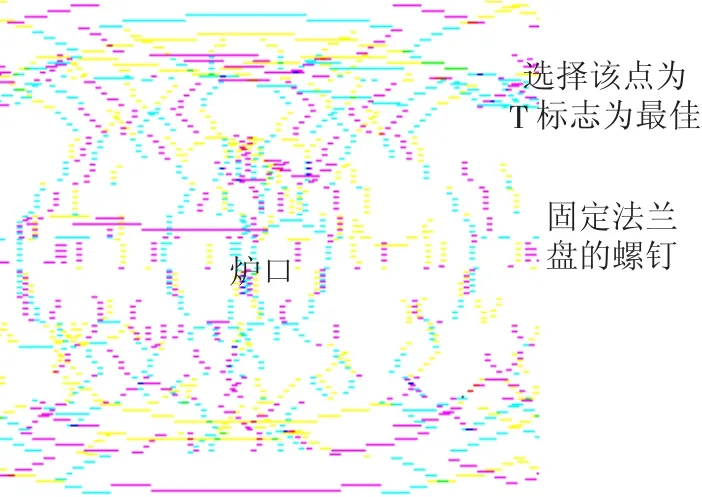
图1 炉口参考点示意图
(4)环形标志定位:环形标志由炉口上固定法兰盘的螺钉组成(见图2)。测量时应将转炉摇到可测量到大部分环形标志即可。
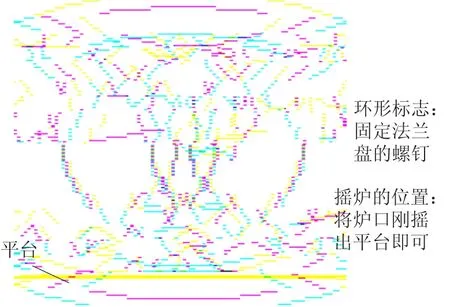
图2 炉口位置示意图
为了提高数据拟合的精度,应尽量多测些点。系统最多可进行12个环形标志的测量。
3.1.3 建站操作
先后对永久性参考点A(左)、B(右)完成定位测量,即完成了建站操作。每次测量前或测量过程中移动了测量机箱后都必须进行重新建站操作。只要机箱不移动,就可不必重新建站。
3.1.4 测量操作
(1)手动测量:完成建站后,即可手动转动激光测量头,将激光点打在欲测量的炉衬任一点上,按测量按钮进行手动测量。
(2)自动测量:完成建站后,可以在测量系统的人机交互画面上的炉衬展开区域内选择某一部分区域进行批量自动测量。根据需要自动测量,每次可以完成几十到几百点的测量。
3.2 激光测厚仪主要技术指标(见表1)

表1 激光测厚仪主要技术指标
4 实际应用效果
激光测厚仪测得的炉衬测厚图为护炉操作工提供了形象和可靠的炉衬厚度信息,为护炉工护炉操作提供了依据。数据信息准确,减少人为判断存在的误差,节省了补炉材料,降低了生产成本。
护炉工依据测厚仪提供的不同阶段转炉炉衬侵蚀情况数据信息,实施对应的维护手段,合理地维护炉衬厚度,不仅提高了工作效率,还降低了成本。
根据侵蚀情况轻重合理安排转炉的维护工作,减少补炉次数,缩短了维护时间,这不仅有利于改善转炉的热效率问题,还有利于提高转炉的作业率,对于提高产能具有重要意义。
激光测厚仪的运用对通钢转炉炉龄的提高起到了重要作用。但是激光测厚仪在每次测量前或测量过程中移动了测量机箱后,都必须进行重新建站操作,比较繁琐,炉衬扫描周期较长,完成炉衬整体扫描需要30~40 min。
5 结束语
通钢应用激光测厚仪后对炉衬的维护更具有针对性,既降低了成本,又提高了工作效率。通钢应用激光测厚仪后,能更准确地了解炉衬的整体信息,有效地开展炉衬的维护工作,避免耗时现象,提高了炉衬的热效率。缺点是激光测厚仪在每次测量前或测量过程中移动了测量机箱后都必须进行重新建站操作,比较繁琐,炉衬扫描周期较长,一般只能进行有针对性的局部测厚,测量时间控制在20 min以内。
[1] 王雅贞.转炉炼钢问答 [M].北京:冶金工作出版社,2003: 182-184.
[2] 王文科.激光测厚技术在260 t转炉炉体维护中的应用[J].鞍钢技术,2010(4):54-57.
(编辑 潘娜)
Study and Practice of Laser Thickness Gauge Application to 120 t Converter Lining
JI De-jing1,XING Yu2and ZHENG Da-peng3
(1.Jilin Electronic Information Professional Technology Institute,Jilin 132021,China; 2.Jilin Jianlong Iron and Steel Liability Company Limited,Jilin 132021,China; 3.Jilin Ferroalloy Holding Company Limited,Sinosteel Corporation,Jilin 132021,China)
The paper studies the application of laser thickness gauge to the lining of 120 t converter at Tonggang.After several years'practice,Tonggang can utilize the data provided by thickness measuring system to instruct the maintenance of converter lining.The accident of converter runout is prevented and the heat efficiency of converter lining is improved with reduced raw material consumption.Certain economic benefits are obtained.
laser thickness gauge;converter;study;practice
10.3969/j.issn.1006-110X.2014.01.014
2013-09-10
2013-10-10
季德静(1983—),女,吉林人,讲师,主要从事冶金工程方面的研究工作,E-mail:jidejing8341@126.com。
猜你喜欢
轮胎工业(2021年4期)2021-12-25
陶瓷学报(2021年2期)2021-07-21
玻璃(2020年2期)2020-12-11
Plasma Science and Technology(2020年11期)2020-11-10
石油管材与仪器(2020年3期)2020-07-03
门窗(2019年6期)2019-12-28
陶瓷学报(2018年1期)2018-03-22
中国工程咨询(2017年8期)2017-01-31
中国资源综合利用(2016年10期)2016-01-22
中国经贸导刊(2015年27期)2015-10-10
