
电池级高纯一水硫酸锰的发展与应用前景
2014-05-30 07:43陈飞宇
中国锰业 2014年2期
张 宏,赵 凯,陈飞宇,江 权
(湖南特种金属材料厂,湖南 长沙 410013)
0 前言
锂离子电池作为新一代环保、高性能电池,已成为电池产业发展的重点方向之一。而锂电池正极材料作为其关键材料,占原材料总成本的40%以上,并且其性能直接影响锂电池的各项性能指标。正极材料的质量直接决定锂电池的性能与价格,因此对廉价、高性能的正极材料的研究一直是锂电池行业发展的重点[1]。要获得高品质的锰系正极材料,首先必须解决锰系原材料的纯度问题。无论是直接用于生产三元材料的硫酸锰还是用于生产锰酸锂的锰氧化物,都必须首先获得高纯度的硫酸锰,硫酸锰是锰系动力锂电池正极材料最重要、最基础的锰源材料[2]。
电池级高纯一水硫酸锰主要用于制备锂电池正极三元材料(镍钴锰酸锂)的前驱体。由于原材料中的钾、钠、钙、镁等杂质对锂离子电池的高温形貌及循环性能有重要影响,尤其是钾、钠杂质的原子半径及性质与锂比较接近,容易阻碍锂离子的迁移,使电池放电过程难以进行,直接影响锂电池的容量及循环性能[2]。因此,应用于动力电池的电池级一水硫酸锰对杂质含量要求非常严格,并保证锰含量在32%以上。目前新能源动力电池非常热门,应用于锂电池三元正极材料的高纯一水硫酸锰也成为当下热门产品。在分析电池级高纯一水硫酸锰的产业现状的基础上,对该产业的发展前景进行了展望,旨在为业内人士提供参考。
1 发展现状
锰产品大多数是通过硫酸锰生产出来的,因此硫酸锰在锰系产品中具有重要地位,在工业、农业上有着重要而广泛的用途。一水硫酸锰属单斜晶系,在不同温度下结晶,可以形成1~7个结晶水的不同产品,在200℃以上开始失去结晶水,250℃以上失去大部分结晶水,450℃以上失去全部结晶水而形成无水硫酸锰[3]。目前市场上都是一水硫酸锰。
硫酸锰主要制造工艺概括如下。
1)高温焙烧法
以软锰矿为原料,这种方法虽然成熟,但存在流程长、劳动强度大、环境污染严重、能耗高、锰利用率低、浪费资源等缺点。
2)酸浸法
以菱锰矿为原料,这种方法需要消耗大量的硫酸,对设备腐蚀性强,而且滤液需要除去矿石中伴生的碱土金属杂质,加大了生产成本。
3)两矿酸浸法
以软锰矿和硫铁矿或硫锰矿为原料的酸浸工艺,其优点省掉了高温还原焙烧工序,改善了操作环境,降低了原料和燃料的消耗,浸取、中和除铁、除重金属都在同一反应槽中1次完成,固液分离容易[4]。
4)其他方法
例如,二氧化硫法、硫酸亚铁法、一氧化锰法、碳氢化合物法、利用沼气、稻皮、甘蔗糖蜜酒精废液等方法尚处于理论探讨和小规模试验探索中,技术尚不成熟。
目前国内高纯一水硫酸锰的生产途径主要有以下 3 种[5]。
1)以电解金属锰片为原料,加入硫酸溶解成硫酸锰溶液,直接预浓缩再结晶。该方法的缺点是电解金属锰片价格过高,导致生产成本高,从而市场竞争力不足。
2)以工业硫酸锰为原料,进一步净化除杂,再预浓缩结晶。该方法生产的高纯一水硫酸锰含有氟离子,现在市场上绝大多数生产镍钴锰酸锂三元前驱体的客户厂家都要求将氟离子限制在0.02% ~0.03%。
3)以软锰矿和硫铁矿或硫锰矿为原料,加入硫酸酸浸过滤得到硫酸锰溶液,再进一步净化除杂,最后预浓缩结晶。采用该方法不仅生产成本低,而且不会含有氟离子杂质,是目前的主流方向。其通用的工艺流程如图 1[6]。
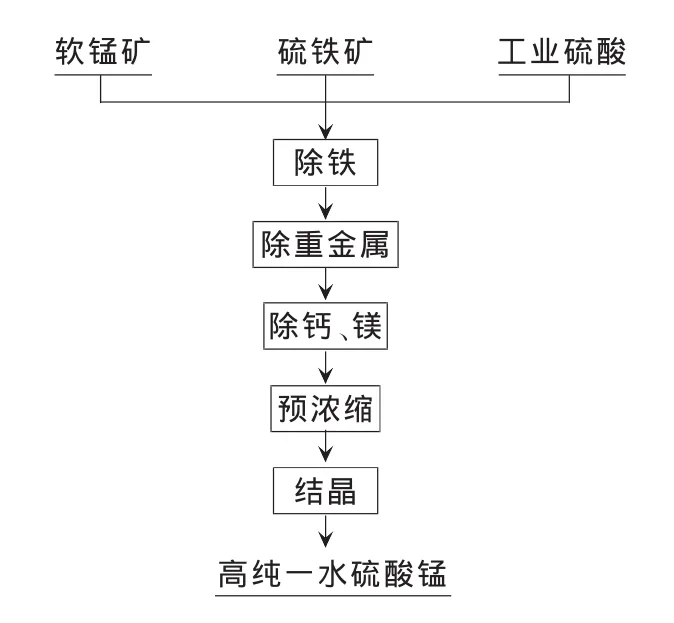
图1 电池级高纯一水硫酸生产工艺
随着技术的进步,高纯一水硫酸锰的质量水平也在提高。目前湖北某公司在锰矿石用硫酸浸取后的硫酸锰溶液中加入除杂剂MnF2,除钙、镁,用MnS或金属锰粉作除重金属的除杂剂,使钙、镁、重金属杂质含量低于0.005%;广东某化学厂以电解金属锰和工业硫酸为原料所制得的硫酸锰溶液,加入除杂剂BaS除重金属,加入石灰石调节pH值除铁,加入NaF除钙、镁,最后制备得到的一水硫酸锰的纯度以质量百分比计为99.9997%,铅、镉、钴、铁、锌等杂质的含量均≤0.000 5%;湖南某公司首先采用硫酸铁除钾、钠等杂质,然后用碳酸锰调pH值至4~7,加入吸附剂除铁,再以MnF2为除杂剂在pH值为4~7的条件下除钙、镁等杂质,最后以硫化钡除重金属,制得的高纯一水硫酸锰中钾、钠、钙、镁杂质含量均低于0.005%,且重金属及铁杂质的含量均低于0.001%。如今高纯一水硫酸锰的钾、钠、钙、镁杂质的含量都低于 0.005%,重金属杂质含量低于0.000 5%,铁杂质低于0.001%,锰含量高于32%。惟一区别就是产品含氟或不含氟。现在客户都偏好于不含氟的高纯硫酸锰产品,因为若氟含量达到0.1%以上,会对设备有腐蚀影响,给生产带来诸多不便。目前普通的工业硫酸锰和饲料级硫酸锰都有国家标准,而应用于锂电池领域的高纯一水硫酸锰尚无国家标准,高纯硫酸锰生产厂家一般都根据自己的企业标准生产。表1为目前生产电池级高纯硫酸锰厂家的通用技术指标[7]。
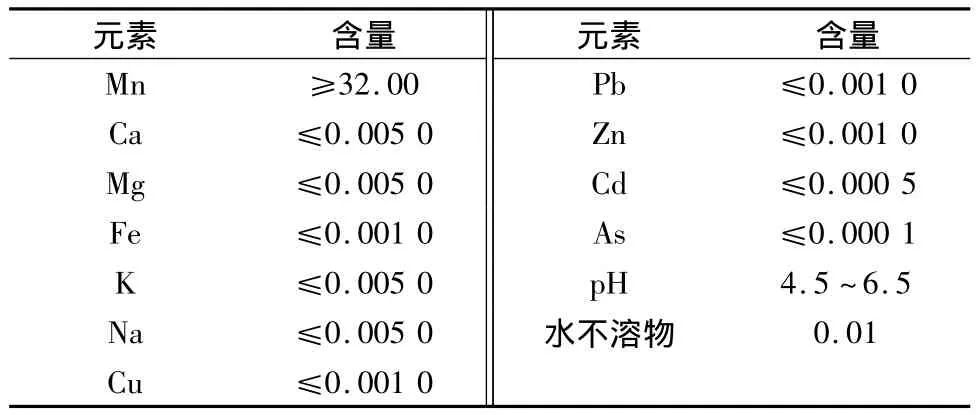
表1 电池级高纯硫酸锰技术指标(质量分数)%
对高纯硫酸锰产品的杂质含量的检测,目前一般采用电感耦合等离子体发射光谱仪(ICP)或原子吸收光谱仪进行分析,ICP的检测结果精度被公认为要优于原子吸收光谱仪。
2 前景展望
2.1 应用前景
上海亚化咨询公司认为,由于磷酸铁锂(LFP)专利主要被美国公司控制,国内产业的发展空间受限;钴酸锂(LCO)受钴资源限制,且日本企业占据领先地位,中国企业很难超越;因此,中国政府倾向于支持国内三元材料(NMC)的产业发展。在工信部2012年发布的《新材料产业“十二五”发展规划》中,到2015年,将新增正极材料产能4.5万t/a。组织开发包含高效率、大容量(≥150 mA·h/g)、长寿命(>2 000次)、安全性能高的镍钴锰三元系电池正极材料。这些都说明三元材料最适合中国的国情,中国政府也将大力支持三元材料这一领域,这必将给应用于三元前驱体的高纯一水硫酸锰的发展带来机遇。值得一提的是,2012年香港新能源科技有限公司(ATL)用14个容量为26 A·h,电压为3.6 V的电池单元(7串联、2并联)做成电池模块(尺寸:336 mm ×118 mm ×117 mm,重量12.5 kg),为北汽型号为E150 V的纯电动汽车提供锂电池,这标志着三元锂电池的技术已经日趋成熟。而且,高纯一水硫酸锰还可以用作应用于电池的高纯四氧化三锰和高纯二氧化锰的基础原料。因此,高纯一水硫酸锰在电池领域有着广阔的应用前景。
2.2 市场前景
经过2012年的市场低迷期,三元材料在2013年逐渐走向了复苏,高纯一水硫酸锰在刚刚走向市场的时候,由于技术的不成熟,生产厂家也比较少,市场价格在10 000元/t左右。随着净化除杂工艺的进步和完善,以及结晶设备的进步,高纯硫酸锰产品的质量越来越高,即锰含量越来越高(≥32%),杂质含量越来越低(钾、钠、钙、镁≤0.005%,铁与重金属杂质≤0.001%,氟≤0.02%)。而且产品的生产成本下降了,产能也在逐步扩大。目前电池级高纯一水硫酸锰的市场价格在7 000元/t左右。但现在是三元材料的复苏期,随着三元材料的发展,高纯一水硫酸锰的市场容量也必将进一步扩大,市场价格也有望上涨。这为生产高纯硫酸锰的厂家提供了发展机会。
2.3 发展趋势
虽然目前高纯一水硫酸锰的年需求量在2万t左右,但在国务院《节能与新能源汽车产业发展规划(2012-2020)》中提到:重点推进纯电动汽车和插电式混动汽车,2015年,纯电动汽车和插电式混合动力汽车累计销量达50万辆,到2020年累计500万辆,政府计划到2020年投入1 000亿人民币来实现该目标。由此可以看出,在新能源动力锂电池新兴领域,应用于锂电池正极材料的高纯一水硫酸锰也可以搭乘新能源的顺风车,快速发展。高纯一水硫酸锰生产厂家只有向更低成本、更高产品质量的方向发展,才能在未来的竞争中立于不败之地。
[1]邱红光,宋榕锂.电池正极材料蓄势待发[R].上海胜道投资管理有限公司,2012.
[2]彭天剑,申喜元,唐素娟.高纯一水硫酸锰及其制备方法:中国,CN201010243859.7[P].2010 -08 -04.
[3]谭柱中,梅光贵,李维健.锰冶金学[M].湖南:中南大学出版社,2004:667-679.
[4]谭泽,詹和孙,孙志斌.一种电子级高纯一水和硫酸锰的制备方法:中国,CN200910193398.4[P].2009 -10 -29.
[5]张宏,赵凯,陈飞宇.锰系产品在锂离子电池中的发展与前景[J].中国锰业,2013,31(4):6 -8.
[6]赵凯,银瑰.一种电池级高纯一水硫酸锰及其制备方法:中国,CN201210483754.8[P].2013 -02 -13.
[7]陈飞宇,吴峰.高纯硫酸锰制备中除重金属新工艺的研究[J].中国锰业,2012,30(2):26 -28.
猜你喜欢
矿冶工程(2022年3期)2022-07-06
艺术品鉴(2020年6期)2020-12-06
电子制作(2018年23期)2018-12-26
现代农业科技(2018年23期)2018-02-18
科技知识动漫(2017年4期)2017-04-15
领导文萃(2017年6期)2017-03-24
中学生数理化·高一版(2016年7期)2016-12-07
百科探秘·航空航天(2015年3期)2015-12-01
中学生数理化·中考版(2015年12期)2015-09-10
中国锰业(2015年2期)2015-05-30
