
注塑机节能技术初探
2014-07-18 11:57田勇李月娜廉书林
机械制造与自动化 2014年2期
田勇,李月娜,廉书林
(河南工业大学 机电工程学院,河南 郑州 450007)
注塑机节能技术初探
田勇,李月娜,廉书林
(河南工业大学 机电工程学院,河南 郑州 450007)
分析了注塑机成型技术的工艺特点和传统定量泵注塑机液压系统能量损失大的原因。电液比例技术能够改变液压回路中的压力、流量,而变频技术根据各个不同工艺阶段的压力需求自动改变运行频率,利用这两方面的优势,达到节能增效目的。通过与传统注塑机液压系统,指出利用电液比例技术和变频技术,可以使节能型注塑机液压系统降低不必要的溢流损失和节流损失,故其应用将会越来越广泛。
注塑机;定量泵;节能;变频;电液比例
近年来,随着大量新型合成材料的出现,塑料的使用越来越普遍,塑料在企业生产中的应用也越来越广泛。目前,在工程塑料加工行业中,80%都是采用注塑成型,所以生产塑料制品的注塑机应用越来越多。在资源紧缺的今天,社会都在倡导节约能源,因此节能型注塑机必然成为塑料成型行业的一个重要发展趋势。[1]
1 注塑机及其工艺过程概述
1.1 分类及发展趋势
注塑机按其驱动控制系统的不同,可分为全液压式注塑机、电液复合式注塑机、比例变量泵注塑机、全电动注塑机。
目前,市场上生产和使用的注塑机大部分是全液压式注塑机,其能耗存在相当大的浪费;节能型注塑机主要有变频节能、变量泵节能和全电动节能等几类。注塑机节能的本质就是减少能量损耗,提高能量利用率。
1.2 典型注塑加工工艺
注塑机加工制品的工艺过程一般为合模、注射、保压、预塑、冷却、开模、顶出制品等几个阶段。图1为一般注塑工艺的典型实例。由图可知,在快速注射、预塑等阶段需要的流量较大,保压、冷却阶段流量很小,但时间占整个注塑周期的一半。液压泵在注塑过程中一直处于变化的负载状态,而在传统定量泵供油的注塑机液压系统中,液压泵始终以恒定的转速提供恒定的流量,多余的液压油则通过溢流阀回流而造成浪费。据统计,由高压节流造成的能量损失高达36%~68%[2]。

图1 一般注塑机各工艺阶段所需流量示意图
2 定量泵供油系统中的电液比例技术
2.1 传统节流调速回路的液压系统
传统注塑机节流调速回路是由定量泵和流量阀组成的调速回路,通过调节流量阀通流面积的大小来控制流入或流出执行元件的流量,以此来调节执行元件的运动速度。
图2所示节流调速回路采用双调速阀,两个方向通过单向节流阀3均可以实现进油节流调速,进入液压缸的流量由节流阀3调定,多余的油液通过溢流阀1流回油箱。根据图1所示,注塑机的整个工作过程中,输入液压缸的流量不断变化,因此节流调速系统效率低,功率损失大,且节流阀和溢流阀一直处在工作状态,导致油液、元件容易发热。

1―溢流阀;2―电磁换向阀;3―单向节流阀图2 节流调速回路
2.2 采用电液比例控制系统的液压回路
注塑机中的电液比例控制技术主要是通过控制电液比例阀,来实现对液压回路中的压力、流量的改变。
图3所示,利用比例溢流阀、比例流量阀调节的无级调压、调流量回路,随着比例溢流阀2、比例调速阀3接收到的信号的变化,比例压力阀、比例流量阀适时调节开口大小,系统工作压力连续地或按比例地变化,减少节流损失。此回路液压元件数量少,回路简单,且能对系统压力、回路流量进行连续控制[3]。
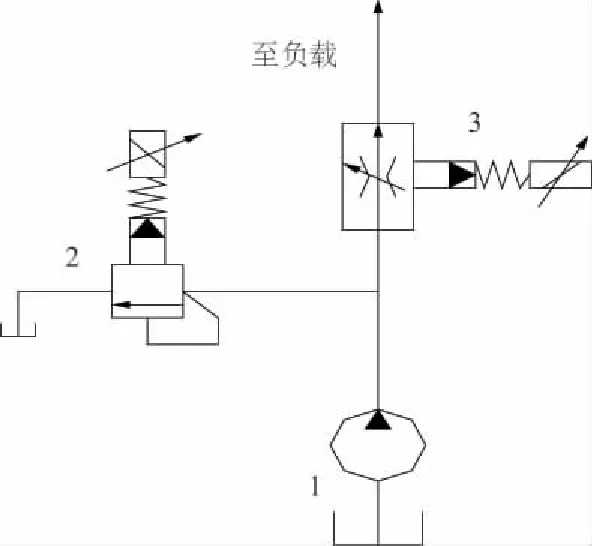
1―定量泵;2―比例溢流阀;3―比例流量阀图3 无级调压调速回路
2.3 传统定量泵液压系统与采用电液比例控制技术的液压系统的比较
传统的开关阀与定量泵组成的动力驱动系统,由分离元件构成,依靠节流阀调节流量实现执行机构的速度调节,不可避免地存在着节流损失、发热量大和效率低的问题,只适于小功率或速度变化不太大的场合。
在采用电液比例控制技术的液压系统中,泵排出的流量全部要通过 P /Q 阀进行比例调节,比例阀可实现灵活的无级调节,减少系统元件数量,简化结构,降低管路及节流损耗,尤其是在产品成型所需冷却时间较长的注射成型过程中,它的节能效果较为明显[4]。
电液比例控制技术仍然属于节流调速范畴,其优点是动态响应快,但仍存在节流损失和溢流损失、回路效率还不是太高、发热量大。
3 变频节能技术
用转速可调的电动机驱动液压泵作为动力元件,可以进一步降低能耗、减少噪声。
3.1 注塑机变频调速节能原理
注塑机在正常工作时,油泵的输出功率:
Pt=p×q=p×V×n
(1)
油泵的理论转矩:
Tt=p×V/2π
(2)
式中:p——压力,q——流量,V——油泵排量,n——油泵的转速,将式(2)代入式(1)得:
Pt=2π×Tt×n
(3)
如果忽略机械能到液压能转换过程中的能量损失,在定量泵供油系统中,则可近似认为油泵的输出功率等于电动机的输出转矩与电动机转速的乘积。因此,当系统要求低流量时,系统需要的功率其实是相当低的。从图1注塑机的工况图看出,在保压、冷却这两段中,时间最长,但是需要的流量却很少,也就是说系统需要的功率是非常低的。但在实际应用时,由于电动机始终运行在工频50Hz这一状态上,并不能根据实际的需求来降低转速,从而减小液压泵的流量,因此多余的液压油只能通过比例溢流阀流回油箱,结果造成能源过多的浪费。
为了减少能源浪费,采用变频调速的方法进行节能。采用变频调速技术的注塑机在工作时,液压泵流量与电动机转速的关系为:
q=n2V
(4)
式中:n——电动机转速;
其中:
n2=60f/m
(5)
式中:f——电源频率;m——磁极对数。
式(4)、式(5)结合,得:
q=60fV/m=kf
(6)
其中
k=60V/m
通过上式(6)可以看出,对于每一确定的流量,按式(6)可以得到一个与之对应的频率:
f=q/k
(7)
由式(7),将每一工艺阶段的流量转换为对应的频率,这样可从理论上解决了频率确定的问题。对于液压泵而言,流量和转速的关系以及功率和转速的关系可以表示:
q∝n,P∝n3
(8)
由此可知:当系统需要的流量发生变化时,电动机的转速也跟着发生变化,即可根据各个不同工艺阶段的压力需求自动改变运行频率,达到节能增效的目的[5]。
变频调速技术优点:高效节能、调速范围增大、注塑机工艺过程运行模式容易实现、提高系统的寿命和可靠性、实现电动机软启动、降低油温和泄漏量、降低机器噪声等[6]。
3.2 变频注塑机液压系统存在问题
由于工业用交流变频系统价格下调较多,有少部分厂家将工业用交流变频系统引入注塑机控制系统,通过控制电动机转速来调节系统流量输出。但交流变频调速系统应用于注塑机还存在一些问题,如动态响应较慢、调节精度低、低速过载能力差,特别是当电动机制动时速度慢,不能满足控制系统的要求。其次,对于定量泵进行调速时由于定量泵自身最低转速的限制,加上泵的泄漏与压力成正比,因此泵在工作中存在最低稳定转速限制。
4 注塑机双泵供油液压系统的电液比例技术和变频技术的应用
4.1 传统注塑机单、双泵供油液压系统分析
在注塑机液压系统中,执行元件数量较多,因此它是一种速度和压力均变化的系统。在完成自动循环时,传统注塑机速度和压力的变化主要靠电磁阀的切换来得到,故系统中控制元件繁多,液压回路复杂,节流和溢流损耗大。
图4所示为传统双泵供油注塑机液压系统,工作时,系统需要大流量时,双泵同时供油;需要小流量时,小流量泵供油,大流量泵卸荷,减少节流、溢流损失。液压泵系统压力是通过一至四级远程调压来调节系统的供油压力。从图上看出液压回路比较繁杂。

1―大流量泵;2―小流量泵;3、6―比例溢流阀;4、7、9―两位四通电磁换向阀;8,10,11―溢流阀;12―三位四通电磁换向阀图4 传统双定量泵供油系统
4.2 采用电液比例技术和变频技术的双泵供油注塑机液压系统
4.2.1 系统介绍
电液混合式驱动系统,从节能角度来说,节流调速和容积调速联合调速,这样既能减少一些节流阀等元件,以减少节流损失,又可以控制液压泵转速,减少溢流损失。所以,结合二者优点,注塑机可采用定量泵供油的变频调速控制系统,达到节能的目的[7]。
图5所示为注塑机异步电动机驱动定量泵供油变频联合调速系统。由于注塑机存在执行机构多、工作频繁、复合动作较多、流量需求变化大等因素,所以采用双泵双回路组合供油方案。为了避免负载变化对执行元件速度的影响,采用了能保持节流阀前后压差值恒定不变的比例流量阀。为了实现系统压力的多级连续调压,采用了比例溢流阀。同时为了降低成本,采用了只对驱动小定量泵的异步电动机变频调速,以适应执行机构的流量变化的需要。

1―小流量泵驱动电机;2―小流量泵;3―大流量泵;4―大流量泵驱动电机;5―比例溢流阀1;6―电磁换向阀;7―单向节流阀;8―比例溢流阀;2,9―比例流量阀图5 注塑机异步电动机驱动双定量泵供油变频控制系统
当电动机运行在额定转速泵的输出流量不变时,泵的出口压力在控制流量时适应负载,比负载高出一确定值。比例溢流阀5、8调节泵的出口压力,同时比例流量阀9通过改变通流面积来调节进入液压缸的流量,泵多余的流量通过溢流阀流回油箱。在整个过程中,注塑机工作是间歇性的,并不总是处在最大负载状态。在本系统中,当系统需要快速供油时,双泵同时处在工作状态,如,快速合模、快速注射、预塑;当系统不需要大流量时,小泵工作,大泵卸荷,如保压、冷却等,以减少溢流损失。在保压、冷却两个工艺阶段,系统需要的流量几乎为零,根据需要变频控制系统只对小流量泵的工作电动机进行变频,调节其转速,让电动机在能承受的最低转速内工作,此时小流量泵提供最小流量。比起传统注塑机电动机只在50Hz工频转速下工作,可以降低不必要的溢流损失和节流损失。
4.2.2 功率消耗分析
根据回路原理,存在溢流损失和节流损失两部分,其中溢流损失功率为:
ΔP1=ppq1=pp(qp-qv)
(10)
节流损失功率:
ΔPT=Δpqv=(pp-pv)(qp-q1)
(11)
系统能量效率:
(12)
式中,△p为比例调速阀两端压差,ql为流经溢流阀溢流的流量。
根据注塑机的注塑工艺情况,可知在保压阶段,所需流量很小,泵供出的流量大部分通过溢流阀消耗。冷却过程,对流量要求近似为零,这种情况几乎没有节流损失,只有溢流损失。注塑机的整个过程中,液压系统效率低,特别是在保压和冷却阶段。通过变转速调节泵的输出流量,使液压泵的出口流量尽量和负载流量一致,减少与流量有关的溢流损失。通过分析可以得知,注塑机工作在冷却、保压时,功率消耗明显减小,液压回路能量效率同时也得到了提高[8]。
5 结语
综上所述,在国内,变频液压技术主要用于对原有注塑机液压系统进行改造,且已广泛应用于注塑机注塑行业,在满足客户生产要求的基础上,为客户节约了大量的生产成本,取得巨大的经济效益。国外,欧美各大注塑机生产厂家已开始生产采用变频液压技术的电液复合式注塑机。随着计算机技术的发展,计算机控制技术在注塑机上的应用,使智能控制注塑工艺过程中各工艺参数达到最佳值已成为可能,集机械、液压 、电子和控制等多方面技术于一体的新型节能注塑机应用会越来越广泛。
[1] 林可伟,徐开杰,周才跟.注塑机液压系统节能技术的现状分析[J].工程塑料应用,2011,39(8):84-87.
[2] 冯刚,江平.变频技术和变量泵在注塑机节能方面的应用研究[J].工程塑料应用,2011,39(3):102-104.
[3] 段性军,杨淑先.电液比例技术原理及应用分析[J].中国科技信息,2006(22):88
[4] 马海舟,潘晓铭,潘道波.塑料注塑机快速注射部分设计与应用[J].液压与气动,2007(2):8.
[5] 张友根.变频调速技术在注塑机上的应用[J].变频器世界,2005(8):96-98.
[6] 黄方平,徐兵,等.变频液压技术在注塑机上的应用[J].液压气动与密封,2004(3):23-25.
[7] 毛桂兴.注塑机液压系统节能技术的应用研究[J].环保节能与安全,2011,37(2):53-55.
[8] 张红娟,权龙,李斌.注塑机电液控制系统能量效率对比研究[J].机械工程学报,2012,48(8):181-184.
Preliminary Study About Injection Molding Machine’s Energy-saving Technology
TIAN Yong, LI Yue-na, LIAN Shu-lin
(School of Mechanical and Electrical Engineering, Henan University of Technology, Zhengzhou 450007,China)
The causes of the large energy loss of the dosing pump in the traditional hydraulic system, and the characteristics of the injection malding machine are analyzed. The electro-hydraulic proportional technology can be used to change the pressure and flow of the hydraulic circuit, and based on the different pressure, the variable frequency technology, can be used to automatically change the operating frequency, in order to save energy. Compared with the hydraulic system of the traditional injection molding machine, this author points out the electro-hydraulic proportional and variable frequency technologies are applied to reducing unnecessary overflow and throttle loss, so that these technologies become more and more widely applied.
injection molding machine; dosing pump; energy-saving; variable frequency; electro-hydraulic
河南工业大学引进人才专项项目(150256)
田勇(1967-),男,天津人,教授,工学博士,研究方向:流体传动与控制理论、机械设计、水工金属结构、机械优化设计。《现代制造工程》编辑委员会委员。
TK01+8
B
1671-5276(2014)02-0065-04
2013-05-03
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
化工管理(2021年7期)2021-05-13
装备制造技术(2020年3期)2020-12-25
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
专用汽车(2016年4期)2016-03-01
中国塑料(2015年11期)2015-10-14
河南科技(2015年2期)2015-02-27
航运交易公报(2014年10期)2014-04-02
航运交易公报(2014年10期)2014-04-02
