
深孔钻镗床钻杆支承套改进
2014-07-27 06:21张相松刘卫东
创新科技 2014年14期
赵 东 赵 玉 张相松 刘卫东
(1.中原特钢股份有限公司,河南 济源 459008;2.河南省知识产权局事务中心,河南 郑州 450003)
深孔钻镗床钻杆支承套改进
赵 东1赵 玉1张相松1刘卫东2
(1.中原特钢股份有限公司,河南 济源 459008;2.河南省知识产权局事务中心,河南 郑州 450003)
通过设计使用尼龙内衬的分体结构钻杆支承套替代材质为球墨铸铁四瓣整体式钻杆支承套,有效地解决了钻杆支承套易磨损的问题,延长支承套使用寿命,降低生产成本,提高内孔加工精度。
钻杆支承套;尼龙内衬;分体结构
本公司有多台深孔钻镗床,使用的钻杆支承套为四瓣整体式,材质选用球墨铸铁。由于钻孔时钻杆旋转,衬套和钻杆直接接触,虽有润滑但磨损得较快,频繁更换钻杆支承套,增加生产成本,而且使用磨损后造成间隙过大影响产品内孔加工精度。通过设计使用尼龙内衬的分体结构方式解决了钻杆支承套易磨损的问题,延长了支承套使用寿命,降低生产成本,而且提高内孔加工精度,保证了生产顺利进行。

图1
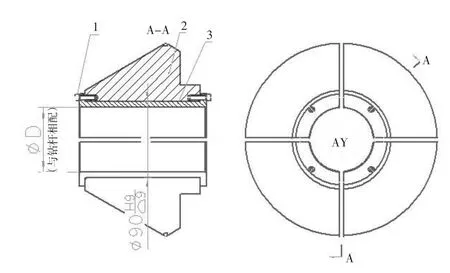
图2
1 原钻杆支承套结构
原钻杆支承套为四瓣整体式结构,如图1所示,材料为球墨铸铁,支承套本体直接和钻杆接触,在深孔加工过程中,钻杆旋转且沿轴向直线进给,造成钻杆支承套较快磨损至报废,影响产品加工精度,每种规格的钻杆支承套只适合一种钻杆,导致支承套更换频繁、生产成本大。通过对2013年1月至6月份支撑套损耗情况进行统计,平均每套只能加工3.26支工件,钻杆支撑套消耗严重,而且使用球墨铸铁材料,分公司没有加工能力,全部需外购,生产成本高,不符合公司精益生产的要求。
2 方案确定
分公司库存有内孔直径为φ90mm的钻杆支承套,与φ90mm的钻杆配套使用,但此工装主要加工直径≥φ96mm的孔,长年很少用。为降低生产成本,有效使用现有工装,经多次研究论证,我们决定采用分体式钻杆支承套,即在原内径为φ90mm的钻杆支承套内衬入用尼龙1010制作的内衬,与小规格的钻杆配套,可加工直径φ80mm以下的孔(分公司大量加工产品的规格),结构如图2所示。尼龙1010是一种新型聚酰胺品种,它具有优良的减摩、耐磨和自润滑性,综合性能较好。
3 使用效果
分体式钻杆支承套,内衬材料选择为尼龙1010,耐磨性提高,且支承套磨损后只需更换内衬尼龙衬套即可,外套可继续使用。尼龙衬套成本100元/个,原钻杆支撑套334元/个,2013年7月至2014年3月,共钻深孔产品1 227支,尼龙衬套用了206套,钻杆支撑外套没有损坏。按照改进前每套钻杆支撑套加工3.26支工件,则共节约(1 227/3.26)× 334-100×206=105 111元,降低了生产成本,而且因工装改进,减少工装更换时间,提高了生产效率。
4 结语
通过对钻杆支承套的改进,有效利用库存工装,生产成本大大降低,且提高生产效率,加工精度进一步得到保证。
[1]唐壮治,赵连江;等.深孔钻镗床钻杆箱的改造[J].机械工程师,1997(6).
[2]谭德宁,梁斌顺,等.数控深孔钻镗床的设计与研究[J]制造技术与机床,2012(8).
[3]游小红.T2120深孔钻镗床关键结构件的有限元分析及拓扑优化[J].中北大学,2013(5).
TG523
A
1671-0037(2014)07-79-1
赵东(1971.1-),男,工程师,研究方向:机械制造。
猜你喜欢
一重技术(2022年3期)2022-07-07
天津大学学报(自然科学与工程技术版)(2022年9期)2022-07-04
一重技术(2021年5期)2022-01-18
建材发展导向(2019年3期)2019-11-28
家庭影院技术(2019年8期)2019-08-27
大经贸(2018年12期)2018-02-20
科技创新与应用(2017年35期)2017-12-19
小火炬·智漫悦读(2017年7期)2017-09-29
CHIP新电脑(2017年5期)2017-06-02
世界博览(2017年8期)2017-04-19
