桥梁钢结构T型接头双侧同步焊有限元建模
2014-08-06 04:34张继祥刘紫阳王智祥
电焊机 2014年8期
张继祥 ,刘紫阳 ,王智祥 ,钟 厉 ,徐 昱 ,王 帅
(1.重庆交通大学 机电与汽车工程学院,重庆 400074;2.重庆交通大学 重庆市特种船舶数字化设计与制造工程技术研究中心,重庆 400074)
0 前言
焊接残余应力和变形会降低构件的尺寸精度和构件精度,增加结构装配中的矫形工作量,使结构制造成本大幅增加[1-2];焊接残余应力和变形也是导致焊接裂纹和强度降低的重要因素,严重影响焊接结构的承载能力及使用寿命[3-4]。因此,预测焊接变形和应力,并把预测结果作为改善工艺,对指导实际工业生产具有重要的理论和应用价值。
目前,对于大型结构的焊接过程的有限元模拟还有一定的困难,主要是由于结构过大以及高度非线性的瞬态热-力耦合、局部加热熔化导致不均匀温度场和应力场分布需要在焊接区域细化网格以反映局部高温和高应力梯度,导致计算模型庞大[4-5],焊接工艺的复杂性导致模型建立困难。目前研究的焦点和方向主要集中于简化的热源模型、并行计算和分布式并行处理、动态区域分解算法、新型单元开发技术、过渡网格、自适应网格、混合单元和相似理论等[6]。
2001年徐军就大型桥梁结构焊接变形的问题,提出基于简化模型的有限元计算方法,可以快速、准确地计算出梁结构在焊接过程中的变形[7]。2002年,清华大学的蔡志鹏等人简化热源模型,用串热源模型代替高斯热源进行焊接应力应变分析[8]。2007年,毕艳敏对小型T型接头顺序焊接过程温度场和应力场进行了模拟[9];郑振太对大型厚壁件焊接数值模拟进行了研究[4]。2008年,刘川采用动态子结构方法来计算焊接残余应力和变形[10]。2010年,王军等人采用壳单元对50 t/16 t桥式起重机主梁焊接进行模拟[11]。2012年,胡建对Q345钢T型接头双道MAG焊接工艺对变形和应力影响进行了研究[12],王蓉对转向架T型接头一侧焊缝焊接温度场与应力场进行了数值模拟[13]。
以上研究大大提高了计算效率或者考虑了工艺对焊接接头的影响,但是对于大型T型接头同步焊接这样的在考虑工艺方法的同时还要兼顾运算效率的模拟模型研究还不是很多。本研究基于ANSYS有限元分析软件,针对桥梁主体与人行道组成结构的简化模型,应用APDL语言建立了大型工业构件T型接头双侧同时焊接模型,并应用于某桥梁人行道焊接模拟,通过模拟得到温度和应力分布、焊接变形和残余应力的分布规律,为同类钢结构双道同时焊接工艺的数值模拟和实际工程应用提供理论依据。
1 有限元模型的建立[14-18]
1.1 物理模型的建立
该桥梁主要由钢结构组成,中间主体部分是车道,两侧是人行道,在此主要研究人行道的焊接。桥梁整体是由钢结构单元按周期顺序排列而成(见图1),该结构单元为对称结构,为了分析方便必须对模型进行简化,简化模型如图2所示。
简化模型由翼板、顶板、部分桥梁主体结构组成,焊接结构主要组成部分的尺寸:翼板1100 mm×3000 mm×12 mm,顶板3000 mm×3000 mm×12 mm,墙板3000 mm×1700 mm×12 mm。

图1 桥梁结构单元

图2 几何简化模型
1.2 网格划分
温度场分析时选择solid70热实体单元,应力分析时选择solid45结构单元。为了提高计算效率,将研究对象划分成焊缝区、热影响区、过渡区和基体区域,并采用不同的网格密度,如图3所示。焊缝及热影响区的单元总体尺寸设置为5 mm,过渡区单元总体尺寸设置为20 mm,基体单元总体尺寸设置为80 mm。

图3 有限元网格模型
1.3 材料物理参数
桥梁钢结构所用钢板为Q345钢,其物理参数如表1所示。
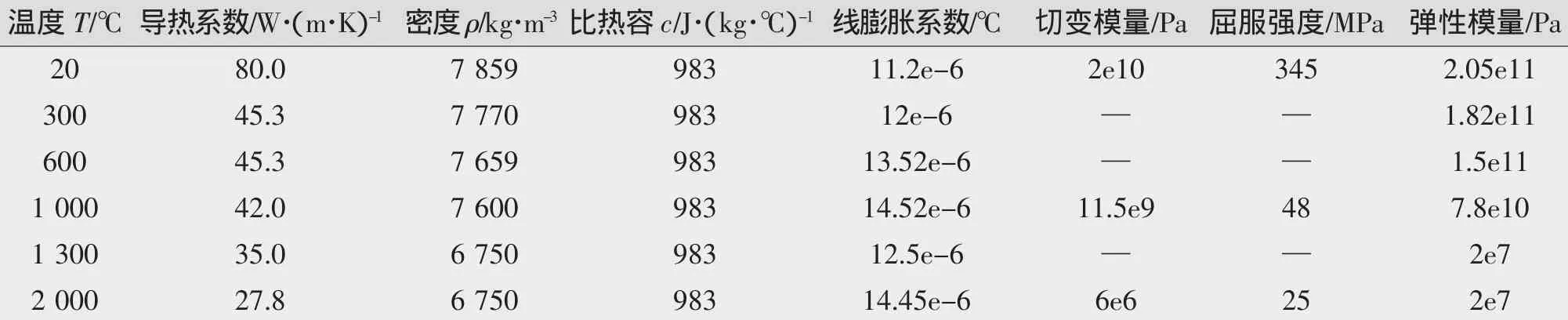
表1 Q345钢物理参数
1.4 焊接工艺及参数
1.4.1 焊接参数
采用电弧焊焊接,焊接过程中选用焊接参数如表2所示。

表2 电弧焊接参数
1.4.2 焊接工艺
焊接顺序:先同时焊接翼板与桥梁主体上墙板连接处的焊缝1和焊缝2,然后同时焊接顶板与翼板连接处的焊缝3和焊缝4。再焊接顶板与墙板之间的通过焊缝5,最后焊接焊缝6。所有的焊缝焊接方向都是由焊缝交汇处向外焊接,如图2所示。在焊接开始前工件与周围的环境温度一致,T0=20℃。
1.5 边界条件
1.5.1 散热边界条件
焊接开始后,工件向周围环境进行对流和辐射,主要考虑的是工件表面与周围环境之间的热对流,在所有外部表面施加与空气热对流载荷,即对模型添加散热边界条件。
1.5.2 约束边界条件
选择y=-3000 mm的面为对称面,施加对称约束。根据实际钢结构焊接时的实际情况,在模型底部,选取z=1700 mm的面,约束z方向的自由度。选择x=1500 mm的面,约束模型在x方向的自由度,如图4所示。
1.6 移动热源加载
热源模型选用分段热源,即模拟过程中将每条焊缝分成n段,每段长度为l,焊缝长度为L,则l=L/n,将热源依次加载到焊缝每段l内的节点上,如图5所示。热源的移动加载是通过*DO循环实现,焊接时,先用CMSEL选择正在焊接的焊缝上的单元,再通过NSLE命令选取已被选择的焊缝单元上所有的节点。在已被选择的节点基础上通过NSEL命令选取焊缝单元纵向坐标为i到i+50范围内的节点(i的取值范围是每条焊缝起点到终点沿焊缝纵向坐标值,从起点坐标开始取值)。再由选取的节点用命令ESLN选择节点所在的单元。然后用EALIVE命令激活被选取的焊缝单元并加载热源。在模拟双道同时焊接时,在选择节点和单元时,同时选择两条焊缝上的节点和单元,并激活加载热源,这样就能实现双道同时焊接的模拟过程。

图4 约束方向
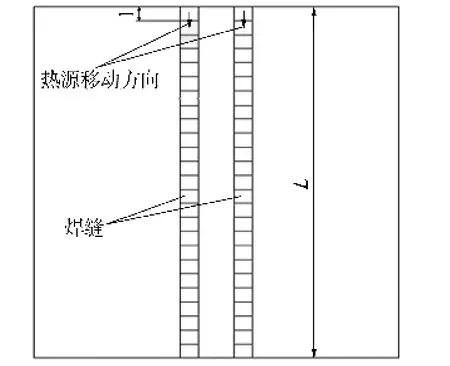
图5 热源加载示意
1.7 模型的程序实现
本研究是基于ANSYS采用热力间接耦合的分析方法,即先分析得到温度场结果,然后用ETCHG命令将热单元转换为结构单元,并用LDREAD命令读取温度分布结果进行应力计算,程序流程如图6所示。

图6 模拟分析程序流程框图
2 模拟结果和分析
t=200 s,790 s,1080 s,1370 s时的温度场分布如图7a~图7d所示,可以看到热源沿焊缝移动,离热源越近,温度梯度越小,等温线分布越密,在热源周围形成了一个相对稳定的温度分布区域,随着热源移动不断变化,温度主要分布在焊缝区和热影响区,过渡区和基体区温度影响并不明显。由图7a、图7b可知,翼板两侧焊缝的温度分布相对于翼板呈对称分布,这是由于焊接时在这两条焊缝上同时添加热源,两个热源温度同时向附近区域传导,形成了相对稳定的对称分布温度场,模拟了双侧同步焊接温度变化过程。焊接冷却过程中t=1500 s,6800 s时的温度变化如图6e、图6f所示。冷却过程是从1370 s开始,1500 s时最高温度降为217.869℃,6800 s时各部分温度冷却到常温。冷却过程中高温区向低温区扩散,符合热传导规律,很好地模拟了冷却过程。
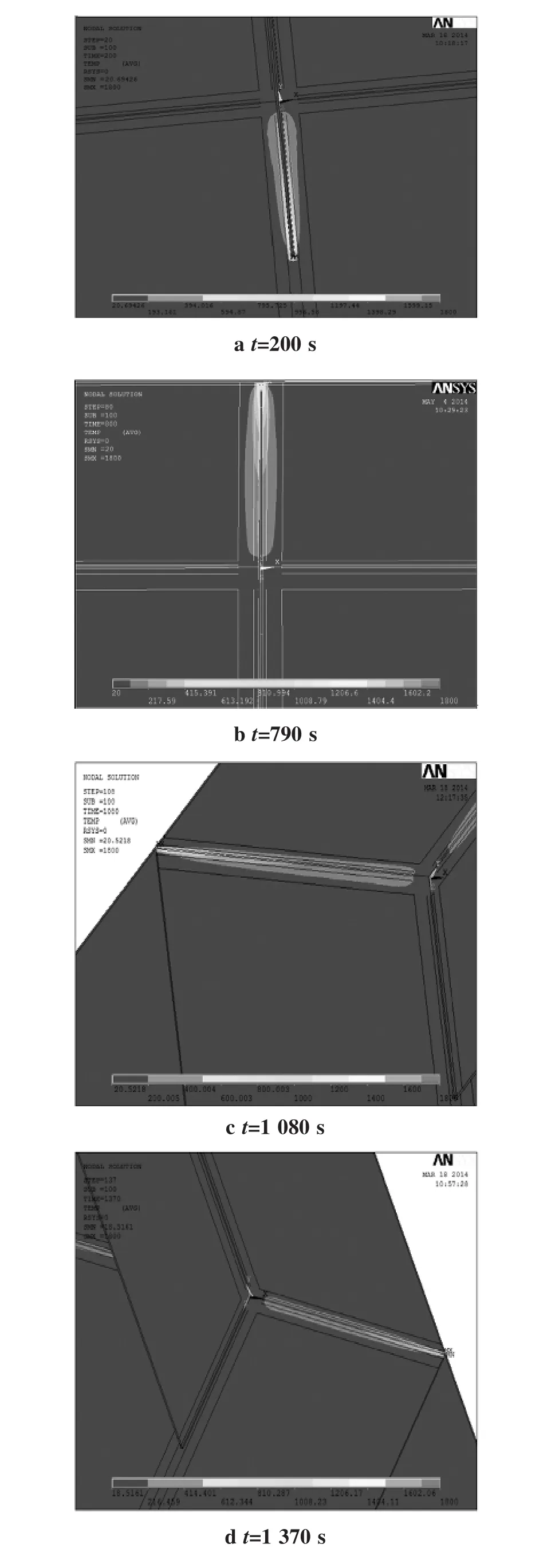

图7 焊接过程温度分布变化情况
焊接完成后残余应力的分布情况如图8所示,由图8可知,残余应力主要集中于焊缝周围和焊缝交汇处,这是由于在焊接过程中会产生大量的热量,使得焊缝附近材料温度急剧升高,随着热源移动已焊接区域慢慢冷却形成较大的温度梯度,从而附近材料就会产生应力残余,相反距离焊缝较远的区域温度梯度小,形成较小的残余应力甚至不产生应力。冷却后的残余变形分布如图9所示,最大残余变形为1.751 mm,变形主要发生在顶板和翼板处。
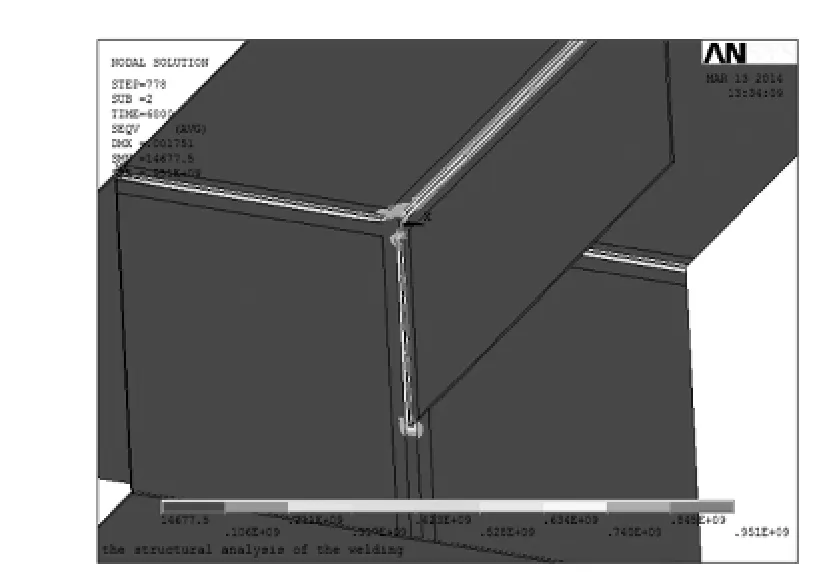
图8 冷却后的残余应力分布

图9 冷却后的残余变形分布


图10 沿各焊缝的中心线纵向和横向残余应力值曲线
焊接冷却过后,各条焊缝中心线上各点的横向和纵向的残余应力值如图10所示。由图10a、图10b可知,焊缝1和焊缝2的中心各点横向和纵向应力值很接近,应力值较小。焊缝1和焊缝2中线上纵向和横向的残余应力分布规律基本一致,并且各点的应力值很接近,这是由于焊缝1和焊缝2是同时焊接,在焊接过程中热量输入一样,各点温度变化形成的温度梯度一致,使得两侧应力分布呈现对称分布。图10c、图10d为焊缝3和焊缝4中心各点处纵向应力和横向应力值,由图10c、图10d可知,纵向应力明显大于横向应力,且纵向最大应力值较大。焊缝3和焊缝4也是同时焊接,两条焊缝中心线纵向和横向应力分布规律也趋于一致。图10e、图10f是焊缝5和焊缝6中心线上纵向和横向应力分布曲线,可以看到纵向应力大于横向应力,焊缝5和焊缝6的应力分布趋势相近,焊缝5横向应力总体大于焊缝6的横向应力,纵向应力相差不大区别发生在焊缝尾部。总体比较图中曲线,焊缝3~焊缝6中心纵向应力明显高于焊缝1和焊缝2中心纵向应力,造成原因是在焊接过程中焊接先后顺序不同,随着焊接焊缝数增多引起变形累积,焊接顺序排在后面的焊缝就会有更大的应力残余。各条焊缝在焊缝方向的纵向应力中部很长一段拉应力而且很大,而横向应力则基本先是压应力,再为拉应力,而后又转变为压应力。这是由于在焊接过程中,焊缝区温度高于周围其他区域,焊缝区材料受热膨胀,受到周围区域的挤压,就会形成热应力,受热区域温度升高后屈服极限下降,热应力可部分超过该屈服极限;造成焊缝区形成了塑性的热压缩;冷却后,比周围区域相对缩短。因此,这个区域就呈现拉伸残余应力,周围区域则承受压缩残余应力[14-18]。
3 结论
(1)应用APDL语言建立了大型工业构件T型接头双侧同时焊接模型,并应用于某桥梁钢结构人行道焊接模拟,很好地模拟了焊接过程中温度分布变化结果,得到了焊后残余应力及残余变形结果。
(2)从冷却后残余应力和残余变形分布可以看到,残余应力主要集中于焊缝区和焊缝交汇处,形成了较大的残余应力,残余变形主要集中在翼板和盖板边缘。
(3)焊缝的对称分布和同时焊接可以减小焊缝残余分布的不均匀,减小应力集中。多焊缝焊接结构,焊接顺序在后面的焊缝更容易出现较大的应力残余。
[1]黄道业.搞强度刚T型接头焊接变形固有应变数值模拟[J].热加工工艺 2013,42(11):218-224.
[2]胡晓萍,屈朝霞,李自刚,等.Q345钢结构梁腹板对接接头裂纹分析[J].理化检验,2006,42(8):416-418.
[3]宫大猛,雷 毅.数值模拟在焊接中的应用[J].电焊机,2012,42(6):58-62.
[4]郑振太.大型厚壁结构焊接过程的数值模拟研究与应用[D].天津:天津大学,2007.
[5]张建勋,刘 川,张林杰.焊接非线性大梯度应力变形的高效计算技术[J].焊接学报,2009,30(6):107-112.
[6]鄢东洋,史清宇,吴爱萍,等.焊接数值模拟中以温度为控制变量的高效算法[J].焊接学报,2009,30(8):77-80.
[7]徐军,吴 苏,赵海燕,等.基于简化模型采用有限元方法计算特大型梁结构的焊接变形[J].焊接技术,2001,37(4):25-43.
[8]蔡志鹏,赵海燕,鹿安理,等.串热源模型及1200 t桥式起重机主腹板装焊过程的数值模拟[J].中国机械工程,2002,13(9):802-805.
[9]毕艳敏.T型接头的温度场与应力场的数值模拟[D].浙江:浙江大学,2007.
[10]刘 川,张建勋.基于动态子结构的三维焊接残余应力变形数值模拟[J].焊接学报,2008,29(4):21-24.
[11]王 军,杜 壮,王文娜,等.基于ANSYS的桥式起重机主梁三维有限元分析[J].河北工业科技,2010,27(6):362-377.
[12]胡 建.焊接工艺对Q345钢T型接头双道MAG焊接变形和应力影响的有限元分析[J].热加工工艺,2012,41(11):143-146.
[13]王 蓉.转向架T型接头焊接温度场与应力场的数值模拟[D].吉林:吉林大学,2012.
[14]拉达尹.接热效应温度场残余应力变形[M].熊第京 译.北京:机械工业出版社,1997.
[15]Wang Jiangchao,Yin Xianqing,Murakawa Hidekazu.Experimental and computational analysis of residual buckling distortion of bead-on-plate welded joint[J].Mater Process Technol,2013(213):14,47-58.
[16]Andres Anca,Alberto Cardona,Jose Risso,et al.Fachinotti.Finite element modeling of welding processes[J].Applied Mathematical Modeling,2011(35):688-707.
[17]严 浩.钢结构厚板焊接残余应力实验研究与有限元分析[D].武汉:武汉理工大学,2006.
[18]肖 冯,米彩盈.T型角接头焊接热源模型研究[J].电焊机,2010,40(6):41-45.
猜你喜欢
汽车实用技术(2022年10期)2022-06-09
煤气与热力(2021年3期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
热带海洋学报(2021年2期)2021-03-25
装备制造技术(2020年2期)2020-12-14
测控技术(2018年4期)2018-11-25
西安交通大学学报(2018年11期)2018-11-14
建筑科技(2018年6期)2018-08-30
电子制作(2017年19期)2017-02-02
船海工程(2015年4期)2016-01-05