
SJA (B )双辊挤浆机自动控制系统
2014-08-09 05:56游丙军王颜颜
中国造纸 2014年8期
游丙军 朱 丽 王颜颜
(1.汶瑞机械 (山东)有限公司,山东安丘,262100;2.潍坊港华燃气有限公司,山东潍坊,261061)
双辊压榨挤浆机是目前制浆过程纸浆洗涤或浓缩的主要设备,而科学切实的自动化控制对双辊挤浆机稳定可靠和安全经济地运行具有关键的保障作用。因此,汶瑞机械 (山东)有限公司针对国产SJA(B)系列双辊挤浆机的特点,优化了双辊挤浆机自动控制系统,有效地保证了双辊挤浆机的稳定可靠运行。
本文主要介绍了SJA(B)双辊挤浆机自动控制系统的主要控制回路、仪表控制系统及电气系统。
1 主要控制回路
本文以SJA945为例介绍SJA(B)双辊挤浆机的主要控制回路。SJA945双辊挤浆机的工艺控制流程图如图1所示。
1.1 进浆流量PID控制
用户根据产量现场设定流量计 (FT-1001)流量,并与调节阀FCV-1001组成PID控制回路自动调节。
1.2 进浆浓度PID控制
要求SJA型双辊挤浆机进浆浓度在3%~6%,SJB型双辊挤浆机进浆浓度在5%~10%,用户现场设定浓度计QT-6001与QCV-6001组成PID控制回路自动调节,并与流量计FT-1001一起计算双辊挤浆机的产量。
1.3 转速调节
当进浆流量、进浆浓度及系统压力改变时,PLC根据设定值输出信号,调节油路中比例调节阀的开度,从而自动调节两个挤浆辊的转速,以达到需要的浓度和产量。
1.4 喷淋控制
在喷淋水管处装有开关阀KS-3001、KS-3002和KS-3003,由用户根据需要现场设定喷淋时间及间隔时间。
1.5 报警连锁
当槽体内压力过高、零速开关无信号、液压马达压力过高、辊间距过大、液压系统温度过高、液压系统油位过低时,系统会发出警报。
2 仪表控制系统组成及作用
双辊挤浆机仪表控制系统见表1。

表1 双辊挤浆机仪表控制系统
(1)由浆泵输送的浆料进入双辊挤浆机前,通过装在管道上的浓度变送器QT-6001在显示屏上实时显示浓度;并且可根据现场设定,由PLC控制位于浆管旁路上的加水调节阀QCV-4001来自动调节。
(2)在进浆管道上装有流量计FT-1001,根据需要,可现场设定进浆流量并由PLC控制调节阀FCV-1001来自动实现。
(3)在进浆流量及进浆浓度改变时,PLC根据设定输出信号调节油路中比例调节阀的开度,从而自动调节两个挤浆辊的转速,以达到需要的浓度和产量。
(4)在液压马达上装有速度传感器ST-4001,测量挤浆辊的转速,在显示屏上即时显示。

图1 SJA945双辊挤浆机工艺控制流程图
(5)在槽体底部装有两个压力变送器 (PT-2001、PT-2002),可即时测量槽体的进浆压力,在显示屏上即时显示,超过设定压力时发出警报,并关闭进浆阀及泵。
(6)在喷淋水管处装有控制阀,由用户根据需要现场设定喷淋时间及间隔时间。
(7)在液压系统中装有压力变送器,当液压马达转矩过高时,PLC将输出信号停止相应的泵、阀从而保护液压马达和液压单元。
(8)在出料螺旋输送机轴上装有零速开关,当输送机转速低于设定的速度时,零速开关输出信号,停止挤浆机及相关泵、阀[1]。
(9)在移动辊一端设有行程开关,当线压力过大使移动辊移动到极限距离时,发出信号给PLC从而停止双辊及浆阀。
(10)在液压油槽中设有液位开关、温度传感器等,当油液位过低或油温过高时,发出警报并停止相应泵、阀。
3 电气系统
双辊挤浆机的双辊采用液压马达传动,油泵、螺旋、进浆泵以及喷淋水泵等电机均由PLC通过电机保护器控制。
4 PLC控制系统
4.1 PLC控制系统的硬件设计
由于现场操作环境比较恶劣,温度、水汽、粉尘、电磁干扰都客观存在,需要设备有较强的环境承受能力,故选择高性能的西门子S7-300和触摸屏作为主控单元。PLC控制系统的硬件配置见表2。

表2 PLC控制系统的硬件配置

表3 PLC控制系统的I/O点清单
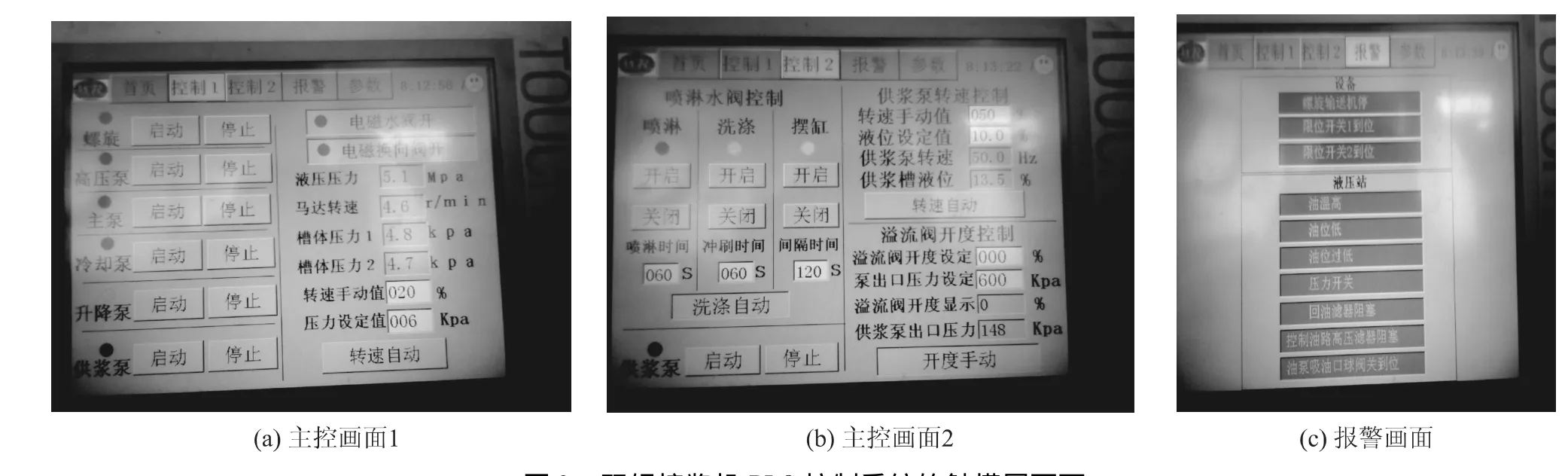
图2 双辊挤浆机PLC控制系统的触摸屏画面
4.1.1 PLC控制系统的网络结构[2]
系统使用西门子S7-315 CPU作为主控制器,扩展2个EM的处理数据的能力很强,通信速度很快,并且提供标准的以太网口,即可与总系统的管理层通信,也可跟本设备系统的上位机通信。
4.1.2 PLC控制系统的I/O点分配
PLC控制系统的I/O点清单见表3[3]。
4.2 触摸屏画面
图2为双辊挤浆机PLC控制系统的触摸屏画面。由于控制点较多,主控画面分2个:①液压站、螺旋、供浆泵启停及槽体压力显示,见图2(a);②喷淋水阀、供浆泵转速控制,见图2(b)。图2(c)为报警画面。
4.3 PLC控制系统的难点、要点
PLC控制系统的难点及要点包括:要确保进浆的浓度、流量稳定;辊子转速要根据系统压力自动调节,转速范围:2~15 r/min;液压站系统 (如压力、液位、油温)报警、保护等。
5 应用案例
日照华泰纸业有限公司于2010年新上一条10万t/a杨木浆洗选漂生产线,选用汶瑞机械 (山东)有限公司的SJA945双辊挤浆机及自动控制系统。该控制系统采用S7-300作为主处理器,所有参数如槽体压力、液压马达转速、系统压力等参数均由触摸屏显示、操作并与DCS通信。该项目一次试车成功,各项指标均达到设计要求。
6 结语
SJA(B)双辊挤浆机自动控制系统在控制出浆干度、产量和洗涤效果等关键指标方面发挥着越来越重要的作用,既可保证用户工艺指标要求,又可保证设备的安全性。目前四川永丰浆纸股份有限公司、日照华泰纸业有限公司、印尼IKPP纸业公司等企业均使用SJA(B)双辊挤浆机,且其自动控制系统运行稳定,取得了很好的效果。
[1] SHAO Ying-zhu,WANG Yong-jin,ZHAO Fei,et al.Maintance and Selection of the Wash Press[J].China Pulp & Paper,2009,28(5):51.邵莹珠,王永金,赵 飞,等.双辊挤浆机的选择与维护[J].中国造纸,2009,28(5):51.
[2] Zhong Zhaoxin.Principle and Application of the Program Logic Controller[M].Guangzhou:South China University of Technology Publisher,2002.钟肇新.可编程控制器原理及应用[M].广州:华南理工大学出版社,2002.
[3] Manual of the lingrun hydraulic press station.灵润液压站使用说明书. CPP
猜你喜欢
仪器仪表用户(2022年11期)2022-11-03
仪器仪表用户(2022年10期)2022-09-29
仪器仪表用户(2022年9期)2022-08-30
仪器仪表用户(2022年4期)2022-04-01
重型机械(2020年2期)2020-07-24
作文周刊·小学三年级版(2020年24期)2020-07-17
民用飞机设计与研究(2019年2期)2019-08-05
凿岩机械气动工具(2017年3期)2017-11-22
棋艺(2016年4期)2016-09-20
凿岩机械气动工具(2015年3期)2015-11-11
