富氧制硫技术在脱硫装置的应用
2014-08-19 12:14何文建中石化金陵石化烷基苯厂南京210046
化工设计 2014年5期
何文建 中石化金陵石化烷基苯厂 南京 210046
1 生产现状
某厂脱硫装置的设计产硫能力为2600t/a,因上游装置原料硫含量增加,该装置实际处理能力为4000t/a,远超过设计值。制硫炉前压力在接近工艺控制指标的上限55kPa 时,酸性气体处理量已达极限(390 m3/h 左右)。在现有装置上已无法进一步提高装置处理能力,严重制约了上游处理量。
2 装置简介及富氧制硫应用背景
2.1 装置简介
本脱硫装置硫回收单元采取克劳斯+RAR 工艺,具体流程见图1。

图1 硫磺单元流程方框图
从溶剂再生单元来的酸性气通过克劳斯部分热反应炉和一二级反应器转化为单质液硫,液硫通过硫封后进地下液硫罐。部分制硫尾气送至尾气加氢部分进一步处理,将其中的二氧化硫、硫蒸汽等重新变成硫化氢,然后经尾气吸收塔使用贫溶剂净化后排至焚烧炉,实现焚烧炉烟气二氧化硫达标排放,尾气吸收塔底部富溶剂送至溶剂再生单元。通过供风风机向热反应炉通入空气作为氧化剂。
热反应炉中主要反应:

2.2 采用富氧制硫技术背景
热反应炉最高压力受制于装置硫封设置的安全高度,炉前压力升高影响了装置的处理量。
根据流体力学计算,阻力计算公式:

式中,P热反应炉为热反应炉炉前压力;P焚烧炉为焚烧炉压力;ζ 为阻力系数;ρ 为物料密度;u 为过程气流速;P大气为大气压力。其中ζ 和ρ 变化不大,可以近似的认为P热反应炉与u2成正比。
从反应式(1)和流程图1 可以看出,装置主要以空气中氧气作为H2S 的氧化剂,但空气中大量的氮气造成H2S 氧化过程的效率降低。空气中氧含量为21%,其余绝大部分为惰性气体。而惰性气体不参与反应,同时会带来一些不利的影响,如占据系统体积,造成系统压力大,限制装置处理能力。
工厂提出了在不停工的情况下采用富氧制硫工艺,以降低进炉空气量和制硫尾气量,降低P热反应炉的压力,提高处理能力。
富氧制硫工艺采用富氧空气代替常规空气后,催化转化段过程气量减少,在相同炉前压力下装置处理能力得到提高。
3 富氧制硫工艺简介
工业硫磺装置一般使用克劳斯法进行硫磺回收,以空气作为H2S 的氧化剂,但空气中大量的氮气会使H2S 氧化过程的效率降低,以富氧或纯氧作为氧化剂可提高系统效率,挖掘装置潜力。国外发展了以富氧以及纯氧作为氧化剂的克劳斯工艺(COPE),并于1985年在美国实现了工业化[1]。可见将常规克劳斯工艺改造成富氧克劳斯工艺能够大幅提高装置的处理能力。将常规克劳斯工艺装置改用30%的富氧空气可以提高处理能力20% 以上,且投资少、见效快、操作弹性大。因此当工厂的酸性气体处理负荷增加时,将常规克劳斯工艺改造为富氧克劳斯工艺是一条经济快捷的扩能途径。
富氧克劳斯工艺是一种改良的克劳斯工艺,其主要原理和常规克劳斯工艺相同,主要的改进为主燃烧炉供风由空气改为富氧空气或者纯氧。
富氧克劳斯工艺采用富氧空气代替空气后,催化转化段过程气量显著减小,在处理能力大幅提高的同时还降低了能耗以及下游尾气处理装置的负荷[2]。
4 富氧制硫工艺投入使用
4.1 富氧含量的确定
富氧克劳斯技术可以采用不同氧含量的富氧空气,如低浓度富氧(O2<28%)、中等浓度富氧(28%≤O2<45%)和高浓度富氧(O2≥45%)。

图2 炉温随氧气浓度变化趋势图[3]
图2给出了不同H2S 浓度的酸气在不同富氧程度下的绝热炉温,随H2S 浓度及富氧程度上升而炉温上升。从上图可以看出酸气浓度在90%时采用28%的富氧工艺,炉膛温度可维持在1300℃(1573.15K)以下操作[3]。根据装置现有情况如酸气浓度为90%、炉温要求不大于1300℃、装置处理能力和初次选用风险等方面综合考虑,采用低富氧技术为最佳选择。
4.2 富氧工艺方案实施
对装置进行不停工改造,将氧气接入风机入口,通过风机向克劳斯炉提供富氧空气,具体流程见图3。
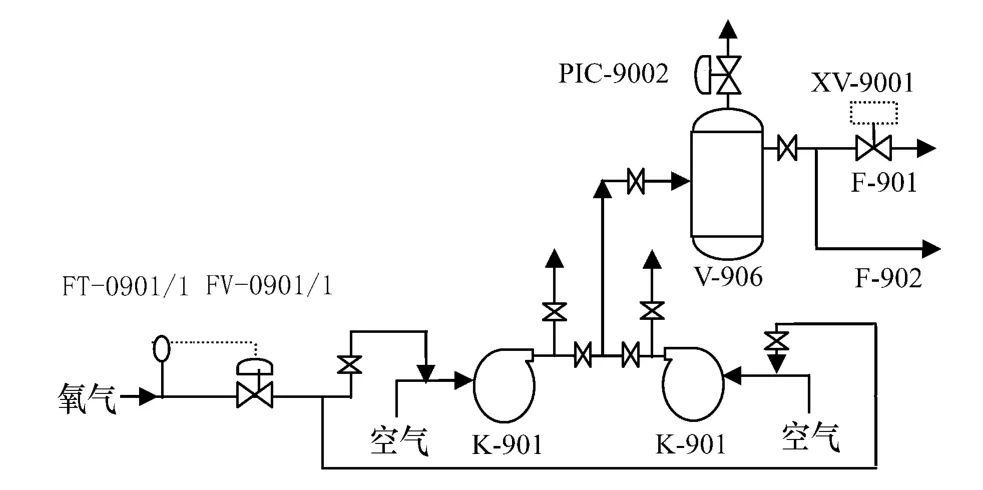
图3 氧气接入流程图
使用富氧空气代替空气,处理同样的酸气使用的供风量得到减少。根据反应式:

当燃烧风氧含量为21%时,风气比理论值为2.38;当氧含升至28%时,风气比理论值为1.786(此处计算,酸性气按纯硫化氢计算)。
风机入口进氧计算法:

制硫炉供风风机属于罗茨风机,压力通过出口缓冲罐PV-9002 调节,风机出入口风量是固定的。风机最大供风能力为1380m3/h。由于风机内外泄漏、入口过滤网节流效应等原因,风机供风效率是下降的,实际供风量低于理论值。按照进炉燃烧风氧含量28%、空气氧含量21%计算,实际进氧量将低于理论值122m3/h,约估算在90m3/h。此种富氧使用方式进炉前已经混合均匀,不会存在局部氧气量过高现象,调节也较为方便,直接可以通过调节氧气进料量调节富氧浓度。同时设置PIC-9002 压力过低时氧气进料控制阀门自动关闭逻辑,以防止风机故障或者停运时,氧气在现场积聚。
4.3 富氧制硫工艺使用运行情况
2013年5月富氧制硫开始投用,在酸气处理量稳定的情况下,过程气量随之降低,系统压力也得到降低,炉前压力相应降低。
在酸气处理量稳定的情况下,制硫炉温度有所上升(1080℃升至1180℃),但始终控制在安全范围内(工艺卡片≤1300℃)。采用富氧燃烧,富氧克劳斯工艺燃烧炉内温度明显高于常规克劳斯。但燃烧炉内温度升高后,燃烧炉内H2S 的裂解直接转化成硫的反应急剧增加,燃烧炉氧气用量将减少而明显低于化学计量系数。另外,H2S 的裂解是吸热反应,可以转移部分热量,起到降温的作用。所以改造后炉膛温度实际并没有超过1200℃,在可控范围之内。
4.4 操作数据
富氧制硫投用前后硫磺回收单元主要操作数据变化见表1。

表1 富氧制硫投用前后系统主要数据
富氧制硫投用前后酸气处理量和酸气浓度较为稳定,配风严格按照硫化氢与二氧化硫比值分析仪为2∶1 控制。
考虑到使用富氧制硫热反应炉炉膛温度会升高,加强对炉外壁测温,发现炉外壁温度较之前略有上升,但在安全范围内。
4.5 分析
富氧制硫投用后由于过程气量降低,在处理相同酸气量的情况下,制硫炉前压力得到降低。本装置采用低浓度富氧工艺,改造后炉膛温度有所上升,但完全在可控范围内。
使用富氧制硫后,惰性气体在过程气中所占比例下降,过程气量有所下降。一床、二床、尾气加氢反应器、热反应炉外壁温度都有所提高,但均在可控范围内。
使用富氧制硫后,在处理相同酸气量的情况下,热反应炉炉膛温度升高,加上氧气浓度增加,使化学平衡向正方向移动,克劳斯系统硫化氢转化率会有所提高,尾气部分负荷会有所降低。同时热反应炉炉内H2S 高温裂解量有所增加,尾气加氢部分需氢量下降。
富氧制硫使用后过程气量降低、装置硫回收率得到增加。溶剂循环量、急冷塔水量降低,同时降低了装置能耗。硫磺质量继续保持在优级品等级。
4.6 提高装置的产量
富氧制硫工艺运行平稳后,装置开始提高处理量,在制硫炉前压力至53kPa 时,酸气处理能力可以提高至470m3/h,较之前390m3/h 增加20%。各运行参数见表2。

表2 装置提高处理量后系统主要数据
从表2 可见,装置处理能力提高了20%,炉膛温度有所上升,仍在可控范围内。
尾气加氢部分耗氢量比使用富氧之前酸气处理量390m3/h 时用量还少。在溶剂循环量、贫溶剂温度、急冷塔水的使用量和使用富氧之前酸气处理量390m3/h 用量相当的情况下,焚烧炉烟气二氧化硫含量仍能保持较好水平。硫磺质量继续保持在优级品等级。本次改造在不停工的情况下完成了装置的提量工作,同时装置的工艺指标、环保指标、产品质量、设备性能、能耗等均保持较好状态,富氧制硫技术运用取得初步成功,达到预期效果。
5 产生效益
使用富氧制硫技术,脱硫装置处理能力提高,上游加工能力也得到提高。富氧制硫运行5 个月,增加经济收入3084 万元,生产成本增加28 万元,项目投资总计13 万元。创效益3043 万元(3084 -28 -13 =3043)。
另外,硫回收率得到增加,相当于处理同样酸气下,二氧化硫排放量得到了一定程度减少。使用富氧制硫前硫回收单元硫回收率为99. 8%,使用后为99.95%。本装置实际硫磺产量为4000t/a,使用富氧制硫每年减少SO2量12t,环境效益显著。
6 结语
(1)富氧制硫工艺技术投用后,酸性气处理量增幅达20%以上,提高了装置处理能力。各项运行参数保持较好,释放出上游装置处理量,富氧制硫工艺效果得到体现。
(2)富氧制硫工艺技术投用后,惰性气体在过程气中所占比例下降,只要控制好富氧含量,可实现温度的平稳控制。
(3)富氧制硫使用后,装置能耗有所降低。经过跟踪,硫磺质量继续保持在优级品等级。同时硫磺单元硫回收率得到了提高。
(4)本次改造在不停工情况下完成,投资小,见效快,操作维护成本低,装置运行数据和经验为硫磺装置改造提供了借鉴。表明在硫回收装置现有的工况下,在不新建装置的情况下,通过提高燃烧空气氧含量,减少过程气中的惰性气体,可提高装置的产能,实现增产减排的目标。
1 徐广华,刘雨晴. 克劳斯硫回收工艺中的富氧技术[J].化工进展,2002,(21)8:572 -575.
2 乔卫领等. 富氧克劳斯硫磺回收工艺应用探讨[J]. 石油与天然气化工,2009,38 (2).
3 王开量等. 富氧克劳斯工艺模型计算结果及其应用[J].天然气工业,1993,13 (2).
猜你喜欢
空军军医大学学报(2022年7期)2022-11-29
硫酸工业(2020年8期)2020-09-28
中国工程咨询(2016年5期)2016-02-14
天然气与石油(2015年2期)2015-02-28
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12
无机化学学报(2014年8期)2014-02-28
重庆科技学院学报(自然科学版)(2013年6期)2013-09-21
当代化工(2013年7期)2013-09-18