核电站控制棒组件(RCCA)肿胀机理分析
2014-08-22 03:37单秉昆
科技视界 2014年35期
单秉昆
(辽宁红沿河核电有限公司,辽宁 瓦房店 116319)
0 引言
控制棒组件(Rod Cluster Control Assembly)简称RCCA,在正常运行时用于调节反应堆功率,在事故工况下快速引入负反应性,使反应堆紧急停堆,保证核安全。
根据燃料组件的类型,控制棒组件分为14×14,15×15以及17×17型三种类型,每种类型的控制棒组件分别对应16,20,24根吸收剂棒,大型压水堆核电站目前多采用17×17型燃料组件。
RCCA结构由吸收剂棒(Absorber)、包壳(Cladding tube)、弹簧(Spring)和上下端塞(Top and bottom end plug)构成。
1)吸收剂棒:吸收剂芯体由 Ag-In-Cd合金制成,吸收中子能力较强,这种吸收剂棒称为黑棒;另外一种吸收剂棒是不锈钢棒,吸收中子能力较弱,这种吸收剂棒称之为不锈钢棒或者灰棒。
2)包壳:不锈钢。
3)弹簧:不锈钢。
4)上下端塞:不锈钢。
1 可能产生的缺陷及分析
随着核电站运行周期的增加,RCCA长期处在高温、高放射性、往复机械运动的特殊工况下,金属材料热老化现象、RCCA与导向管的接触磨损工况,均会导致服役一定时间的控制棒组件产生以下三种典型的缺陷:
1)磨损 Wear
2)肿胀 Swelling
3)裂纹 Cracking
1.1 磨损 Wear
磨损主要分为“C”型磨损和“V”型磨损,产生磨损的原因:
1)受水流冲击影响,控制棒下部区域频繁与导向板摩擦产生;
2)控制棒在正常运行期间的上下步进运动时,控制棒与导向管摩擦产生。
1.2 肿胀 Swelling
产生肿胀的原因:控制棒包壳内部的银铟镉(Ag-In-Cd合金)芯块在吸收大量中子后会导致体积膨胀,RCCA下端塞区域在正常运行期间大量吸收燃料组件释放出的热量中子,此区域更容易出现肿胀现象,肿胀将导致棒体可能无法下插到控制棒导向管内内。
控制棒不能完全插入导向管的原因很多,比如燃料组件在服役过程中由于热膨胀、辐照以及轴向压紧力的综合作用下导致的弯曲也是一个重要原因。
1.3 裂纹 Cracking
产生裂纹的原因:当Ag-In-Cd合金发生肿胀时,由于张力的增加导致包壳裂纹的产生,裂纹可使控制棒的封头松开,使棒的整体性丧失,从而可能导致吸收体物质的泄漏,污染冷却剂。
2 RCCA肿胀机理
2.1 组织结构的改变导致肿胀
RCCA肿胀缺陷的产生是因为中子吸收体(Ag-In-Cd合金)在高的中子辐照下产生肿胀,进一步导致控制棒包壳受挤压发生变形,最后导致包壳裂纹的萌生和扩展。吸收体肿胀的原因主要是由于在中子辐照的过程中其组织机构在改变。在中子辐照过程中,Ag-In-Cd合金的组织机构会发生如下变化[1]:
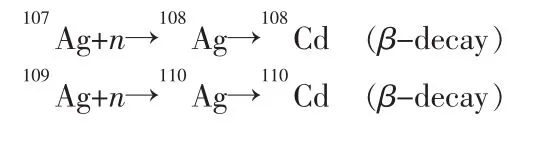

吸收体经过一定的中子辐照之后就会由Ag-In-Cd合金逐渐转变为Ag-In-Cd-Sn合金。通过晶体结构对比,Ag-In-Cd合金是面心立方结构(f.c.c),而经过中子辐照后会产生密排六方结构(h.c.p)的第二相组织(材料中不同于基体相的所有其他相的统称,一般非连续分布在基体相中)。
通过金相试验结果可以证明,Ag-In-Cd合金在高的中子辐照一定程度后会导致控制棒尖端外圈部分的金属组织逐渐转变为h.c.p第二相,但是在控制棒尖端中心h.c.p相逐渐减小,而f.c.c金属逐渐增多,也就是说在高的中子辐照下,吸收体经过核反应后会形成较多的h.c.p第二相。
可以知道,由于面心立方金属和密排六方金属的致密度都是0.74,一种面心立方金属全部转变为密排六方金属,体积基本是不会改变的,但是Ag-In-Cd合金通过中子辐照后在其基体相中产生了密排六方结构的第二相组织,金相试验表明,主要的吸收体外边沿出现多种的沿晶开裂,晶粒缺失,气孔,并创造出不同的形状[2]。气孔、沿晶开裂的产生会导致组织结构的疏松膨胀,在宏观表现上就是密度降低,体积增大,这就是中子辐照后Ag-In-Cd合金肿胀的原因之一。
于是不锈钢包壳在吸收体肿胀压力的作用下,最终导致RCCA的肿胀和开裂,也就是研究认为的辐照辅助机械开裂机制-irradiation assisted mechanical cracking(IAMC)。
2.2 热稳定性改变导致肿胀
Ag-In-Cd合金具有优良的热稳定性,热膨胀系数较小,但是Ag-In-Cd-Sn合金不具有热稳定性(not thermodynamically stable)。
2.3 高温蠕变导致肿胀
高温蠕变是指材料在高温和恒定应力作用下,应变随时间的延长而增加的现象,它与塑性变形不同,塑性变形通常在应力超过弹性极限之后出现,而高温蠕变只要在应力的作用足够长,它的应力小于弹性极限时也能出现。所以吸收体在高温下的蠕变行为会促使吸收体的肿胀。
3 RCCA肿胀部位以及肿胀时间
3.1 RCCA容易肿胀的部位
通过以上分析可知,在一定时间的高通量中子辐照下,RCCA吸收体(Ag-In-Cd合金)组织结构的改变是导致自身肿胀的主要原因,热稳定性的改变以及高温蠕变行为会促使吸收体的肿胀行为。
RCCA下端塞区域在正常运行期间会大量吸收燃料组件释放出的热中子,此区域组织结构改变会更多,更容易出现肿胀现象,此区域是在役检查重点需要关注的部分(约200mm范围)。
3.2 RCCA肿胀的时间
有研究(日本美滨2号机组)表明RCCA的肿胀首先是吸收体发生肿胀,然后吸收体挤压控制棒包壳导致不锈钢包壳发生塑性变形从而导致RCCA的肿胀,直至不锈钢包壳发生断裂。 并且:RCCA的肿胀主要和以下三点有关系:
1)控制棒吸收体中子注量;
2)控制棒不锈钢包壳的屈服强度;
3)RCCA吸收体和不锈钢包壳的间隙大小。
表1是日本美美滨2号机组RCCA相关参数。
经过对较多类型RCCA肿胀研究,关于控制棒直径的增加值和中子注量的关系对于所有类型的控制棒组件存在一个导致包壳裂纹萌生的中子注量临界值为0.8×1024n/m2(E>1MeV),此时该吸收剂棒应该更换。

表1
试验表明,通过增大不锈钢包壳和吸收体(Ag-In-Cd合金)的间隙可以改进RCCA的抗肿胀性能,这种改进是有效的,在所测的核电厂中没有发现控制棒直径的增加,不过在试验中最大的中子注量是0.6×1024n/m2,还有待进一步研究。
通过以上资料中的研究结果,可以得出以下推论:
1)核电站在役检查应更关注RCCA由于肿胀导致不锈钢包壳的断裂行为,在包壳发生裂纹萌生和扩展之后需要进行更换。
2)控制棒包壳和吸收体之间的间隙对于RCCA肿胀影响较大,如果间隙、包壳材料和研究中核电厂的相同或接近,那么包壳发生裂纹萌生的临界中子注量值是0.8×1024n/m2,并具有一定的参考意义。
3)若新的核电厂和资料中所研究核电厂控制棒不锈钢包壳和吸收体之间的间隙基本相同,那么通过计算该核电厂RCCA控制棒单位时间受中子辐照注量值,即可保守估计出RCCA肿胀的时间以及RCCA控制棒需要更换的时间,并结合大亚湾核电站RCCA历年检查结果(经验值),可得到合理经济的RCCA在役检查计划排布 。
4 结束语
RCCA肿胀问题是由于控制棒吸收体Ag-In-Cd合金在一定的中子辐照后发生肿胀致使控制棒包壳受挤压变形导致的。在一定时间的高通量中子辐照下,RCCA吸收体(Ag-In-Cd合金)组织结构的改变是导致自身肿胀的主要原因,热稳定性的改变以及高温蠕变行为会促使吸收体的肿胀行为。RCCA肿胀更应关注的是包壳材料因吸收体肿胀受挤压发生的断裂失效行为,包壳发生断裂时应该进行更换。RCCA肿胀和控制棒包壳的材料,中子注量以及包壳和吸收体之间的间隙有关,通过增大包壳和吸收体之间的间隙是降低RCCA肿胀的有效方法。
[1]Cladding Tube Cracking Caused by Absorber Sweing for PWR RCCA Rodlets[Z].Takamori MATSUOKA.
[2]Pressurized Water Reactot Ag-In-Cd Control Rod Lifetime[Z].
猜你喜欢
核技术(2023年9期)2023-09-21
核科学与工程(2021年4期)2022-01-12
航空材料学报(2021年3期)2021-06-05
中国核电(2021年2期)2021-06-04
核科学与工程(2021年2期)2021-05-18
现代应用物理(2021年1期)2021-04-16
天文学进展(2020年4期)2020-12-25
陶瓷学报(2019年6期)2019-10-27
声学技术(2018年6期)2019-01-11
设备管理与维修(2016年6期)2016-03-16