二次正交旋转试验对麦秸塑料复合材料冲击强度影响
2014-08-23 03:38杨兆哲耿绍辉
森林工程 2014年4期
杨兆哲,耿绍辉,许 民
(生物质材料科学与技术教育部重点实验室(东北林业大学),哈尔滨 150040)
生物质-塑料复合材料作为一种新型的复合材料,主要是将一定比例的木纤维、麻纤维、秸秆碎料等形态的能保持细胞结构特征的生物质材料作为增强体或填料,以热塑性聚合物为基体,加入不同的添加剂经过熔融混合加工成型制备[1-2]。随着对生态环境保护重要性的认识,以木粉、麦秸粉等天然有机填料填充热塑性塑料制备的麦秸塑料复合材料由于具有可持续发展、可回收利用和环境友好等特性而受到人们越来越多的关注和重视[3]。麦秸塑料复合材料兼具了生物质材料和塑料的双重特性,既提高了生物材料的防水性,又减缓了塑料的白色污染,同时麦秸塑料复合材料比聚烯烃具有更好的力学性能[4]。但是在一般情况下,随着生物质填料比例的增加,麦秸塑料复合材料的冲击强度呈降低的趋势,这大大限制了麦秸塑料复合材料的使用范围[5]。在麦秸塑料复合材料中添加一些高强纤维,如玻璃纤维、碳纤维等,能有效地改善麦秸塑料复合材料的冲击强度,但这些措施无疑又增加了麦秸塑料复合材料的生产成本[6]。
二次正交旋转组合设计作为正交回归试验设计的一种,它既能分析各影响因子的显著效果,又能建立定量的数学模型对性能进行优化设计和预测[7-8]。因此,本文借助二次正交旋转组合设计方法,选择对复合材料性能影响显著的双螺杆挤出机的挤出温度和转速以及原料中麦秸粉的添加比例三个因素为影响因子,研究转速、温度和麦秸粉比例对麦秸塑料复合材料冲击强度的影响,对麦秸塑料复合材料的冲击强度进行系统优化,建立定量的数学模型,最终获得最优工艺条件,最大程度地提高麦秸塑料复合材料的冲击强度。
1 材料与方法
1.1 实验材料和设备
高密度聚乙烯(HDPE),白色颗粒型号为5000S,中国石油大庆石化公司生产;马来酸酐接枝聚乙烯(MAPE),上海日之升科技有限公司提供;麦秸粉,含水率为8%,粒径80目以上,由陕西金禾农业科技有限公司提供;PE蜡(润滑剂),哈尔滨塑料助剂厂购入。
DHG-9140A型电热恒温鼓风干燥箱,上海益恒实验仪器有限公司;SHR-10A高速混合机,张家港市通沙塑料机械有限公司生产;SJSH30/SJ45双阶塑料挤出机组,南京橡塑机械厂生产。
纤维含水率测定仪,SC69-OZC型水分快速测定仪,上海第二天平仪器厂生产;RGT-20A电子万能力学试验机,深圳瑞格尔REGER仪器有限公司;XJ-SOG组合式冲击实验机,河北承德力学实验机有限公司制造。
1.2 实验方法
1.2.1 实验方案
将麦秸粉、HDPE及其他助剂的混合物在SJSH30型号的双螺杆挤出机分别熔融混炼造粒,然后用单螺杆挤出机制得厚度为4 mm的麦秸粉/塑料复合材料。经过前期探索实验总结得出,参数变化范围在以下区间对力学性能有较大的影响:双螺杆挤出机四区、五区温度范围为150~170℃,双螺杆转速范围为20~40 rpm,麦秸粉含量为45%~75%。单螺杆的温度控制在145~160℃,挤出压力控制在10 MPa以下,单螺杆的转速设定为10 rpm。应用正交旋转组合试验设计因素水平见表1。

表1 三因素二次回归正交旋转组合试验设计因素水平编码表
1.2.2 复合材料的制备
配方准备-高速混合-双螺杆混炼造粒-单螺杆挤出成型-检测试件制备-力学性能测试。
1.2.3 冲击强度测试
无缺口冲击强度测试,简支梁摆锤冲击试验按照GB/T1043-93标准检测,测试仪器为XJ-50G组合式冲击实验机,冲击速度为2.9 m/s,摆锤能量为2 J。
2 结果与分析
2.1 回归方程的建立与检验
2.1.1 回归方程的建立
利用二次回归旋转组合设计方案,三因素五水平,共23个组合,其实验组合及结果见表2。
根据表2的结果建立Y与影响因子X间的二次回归模型,用二次回归旋转组合试验统计方法对实验数据进行拟合,得到的回归方程为:
(1)
2.1.2 二次回归模型的显著性检验
由表3方差分析可知:拟合度检验F1=失拟均方/误差均方=2.67620

表2 二次回归旋转组合设计及试验结果
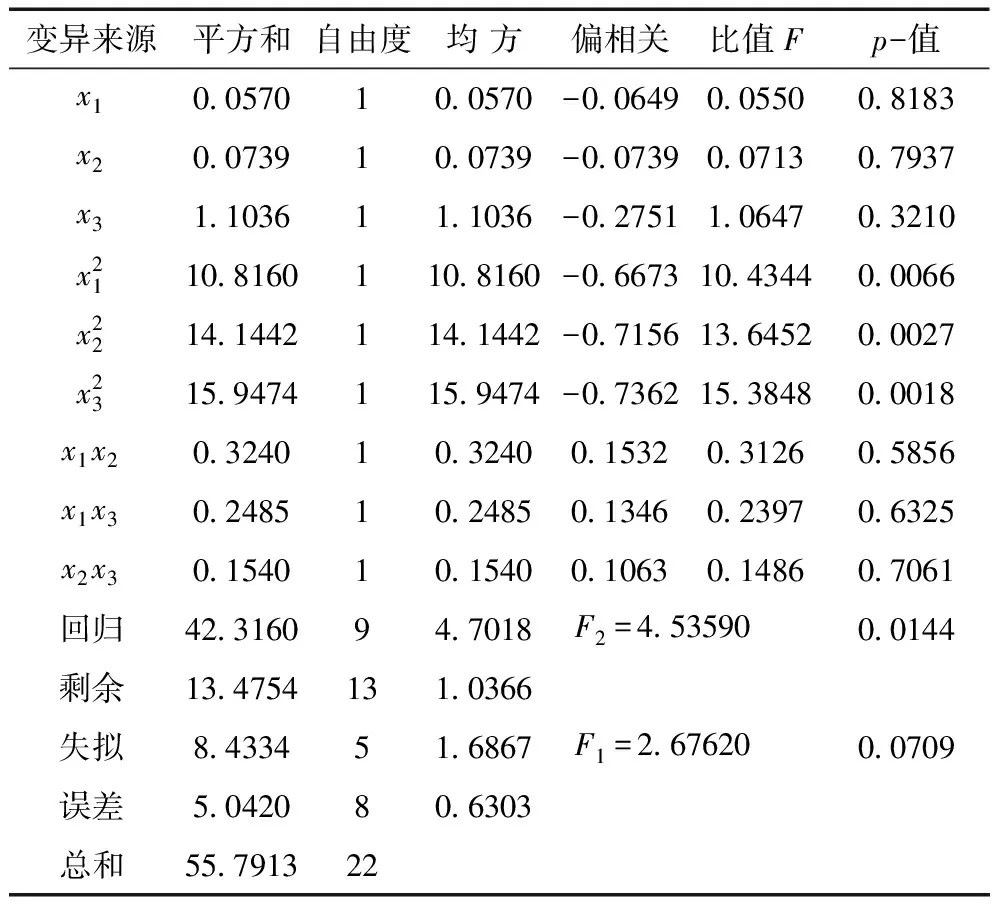
表3 试验结果方差分析表
根据表3,以下是在α=0.05显著水平下剔除不显著项后,简化后的回归方程:
(2)
2.2 单因素效应分析
由回归系数检验结果可知,温度、转速和麦秸粉含量三个因素对于冲击强度都有显著的影响,因此对三个因子进行单因子效应分析,采用降维分析方法将其它因子分别固定在-1、0、1.682水平,可得到单因子的效应,单因子效应曲线如图1、2和图3所示,以此来定量论述因子变动对冲击强度y值的影响。
2.2.1 温度对麦秸塑料复合材料冲击强度的影响

图1 温度(x1)对冲击强度(y)影响的单效应分析图
用“降维法”将转速(x2)和麦秸粉含量(x3)分别固定在-1、0、1.682水平时,得到温度与冲击强度的单因子效应分析如图1所示。
由x1单因子效应图可知:温度对麦秸塑料复合材料的冲击强度影响比较显著。在不同的转速和麦秸粉含量的条件下,其变化规律相同。当转速为30 rpm、麦秸粉含量为60%时,温度在160℃冲击强度达到最大值,此条件下温度提高还是降低,冲击强度均下降;温度降低,HDPE熔融效果不好,与麦秸粉的相容性差;温度升高,容易造成部分麦秸粉炭化,影响冲击强度。温度一定,转速和麦秸粉量最大时,冲击强度达到最低值。其原因主要在于麦秸粉含量增加,易导致原料混合效果不好,转速过高,双螺杆剪切力增大,部分麦秸粉被剪断,混合后材料冲击强度下降。
2.2.2 转速对麦秸塑料复合材料冲击强度的影响
用“降维法”将温度(x1)、麦秸粉含量(x3)分别固定在-1、0、1.682水平时,得到转速与冲击强度单因子效应分析如图2所示。

图2 转速(x2)对冲击强度(y)影响的单效应分析图
由x2单因子效应图可知:转速对麦秸塑料复合材的抗冲击强度影响较显著。在转速一定时,随着温度和麦秸粉含量的增加,冲击强度下降;在温度为160℃、麦秸粉含量为60%时,麦秸塑料复合材料的冲击强度达到最大值,此时转速为30 rpm;固定温度和麦秸粉的含量,转速由20 rpm增加到30 rpm,麦秸塑料复合材料的冲击强度呈增加趋势;转速由30 rpm增加到40 rpm,麦秸塑料复合材料的冲击强度呈减小趋势。究其原因说明在温度和原料成分固定的前提下,转速30 rpm时两者的相容性最好,过高剪切力大,过低降低原料混合的均匀程度,都会影响冲击强度。
2.2.3 麦秸粉含量对麦秸塑料复合材料冲击强度的影响
用“降维法”将温度(x1)、转速(x2)分别固定在-1、0、1.682水平时,得到麦秸粉含量与冲击强度的单因子效应分析如图3所示。
由x3单因子效应图可知:麦秸粉的含量对麦秸塑料复合材料的抗冲击强度的影响也很显著。固定麦秸粉含量,随着温度和转速由-1水平增加到0水平,冲击强度增加,继续增加温度和转速,冲击强度降低,当麦秸粉60%、温度160℃、转速30 rpm时,冲击强度达到最大值;温度和转速在不同的条件下冲击强度都随麦秸粉的含量增加而增加,麦秸粉的含量达到60%时,冲击强度取得最大值,若麦秸粉含量继续增加冲击强度会降低。含量过高超过60%,麦秸粉分散不均匀,当含量减少时,又减弱了纤维的增强作用,导致冲击强度呈下降。由上述分析可知,温度、转速和麦秸粉三者均在零水平时,冲击强度17.98 kJ/m2,此时的工艺条件达到最优化。
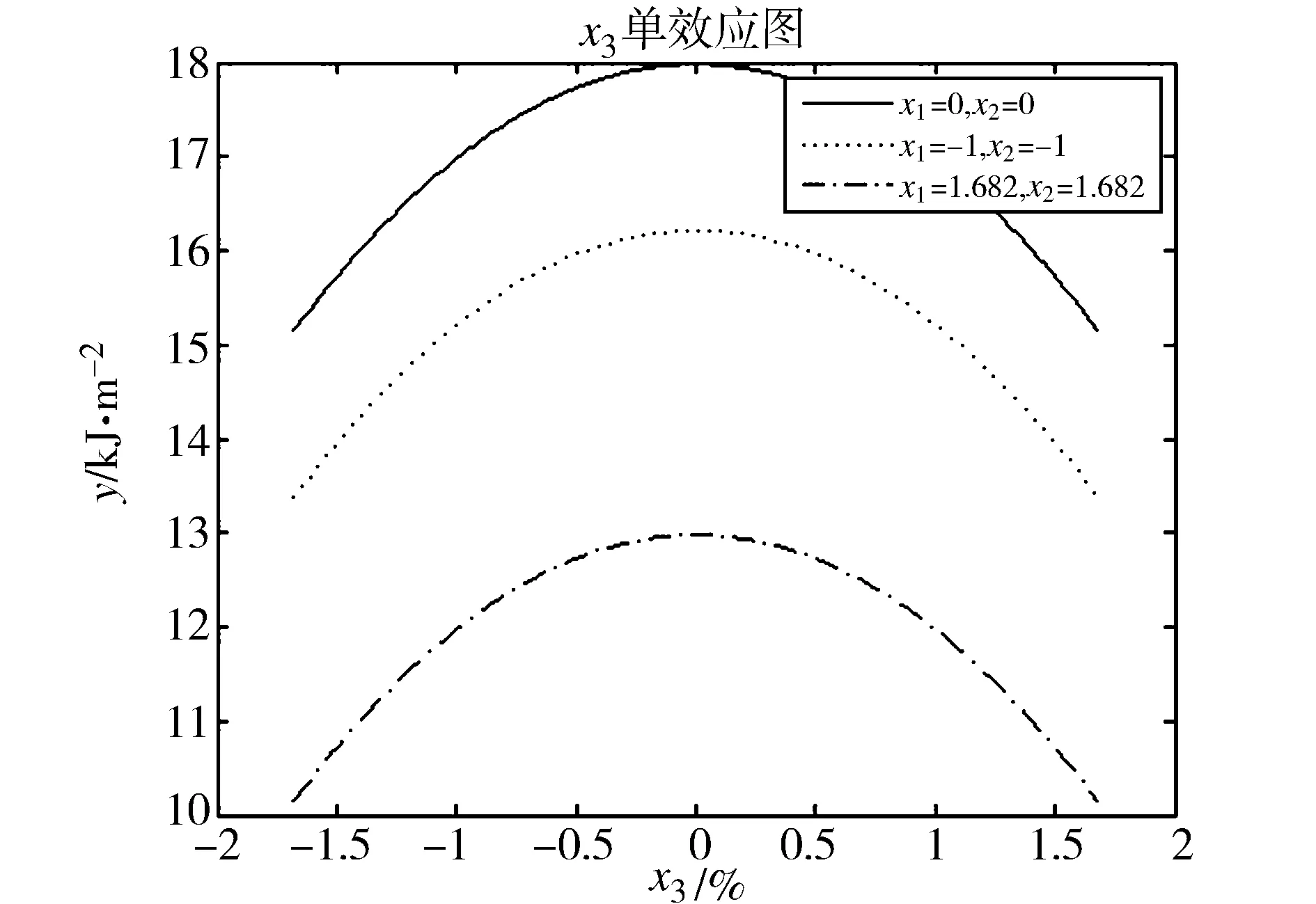
图3 麦秸粉含量(x3)对冲击强度(y)影响的单效应分析图
2.3 影响因素间相互效应分析
2.3.1 温度与转速对麦秸塑料复合材料冲击强度的交互影响
当麦秸粉含量x3为0水平即60%时,温度与转速对麦秸塑料复合材料冲击强度的交互影响如图4所示。

图4 温度(x1)和转速(x2)的相互效应分析
固定麦秸粉含量,在温度和转速两者共同作用下,随着温度和转速的增加,冲击强度在逐步增加,当二者分别达到0水平点,冲击强度最大;继续增加温度和转速,冲击强度下降,说明温度与转速对麦秸塑料复合材料冲击强度的交互影响结果与前面的单因素作用效果相同。
2.3.2 温度与麦秸粉含量对麦秸塑料复合材料冲击强度的交互影响
当转速x2为0水平即30 rpm时,温度与麦秸粉含量对麦秸塑料复合材料冲击强度的交互影响如图5所示。
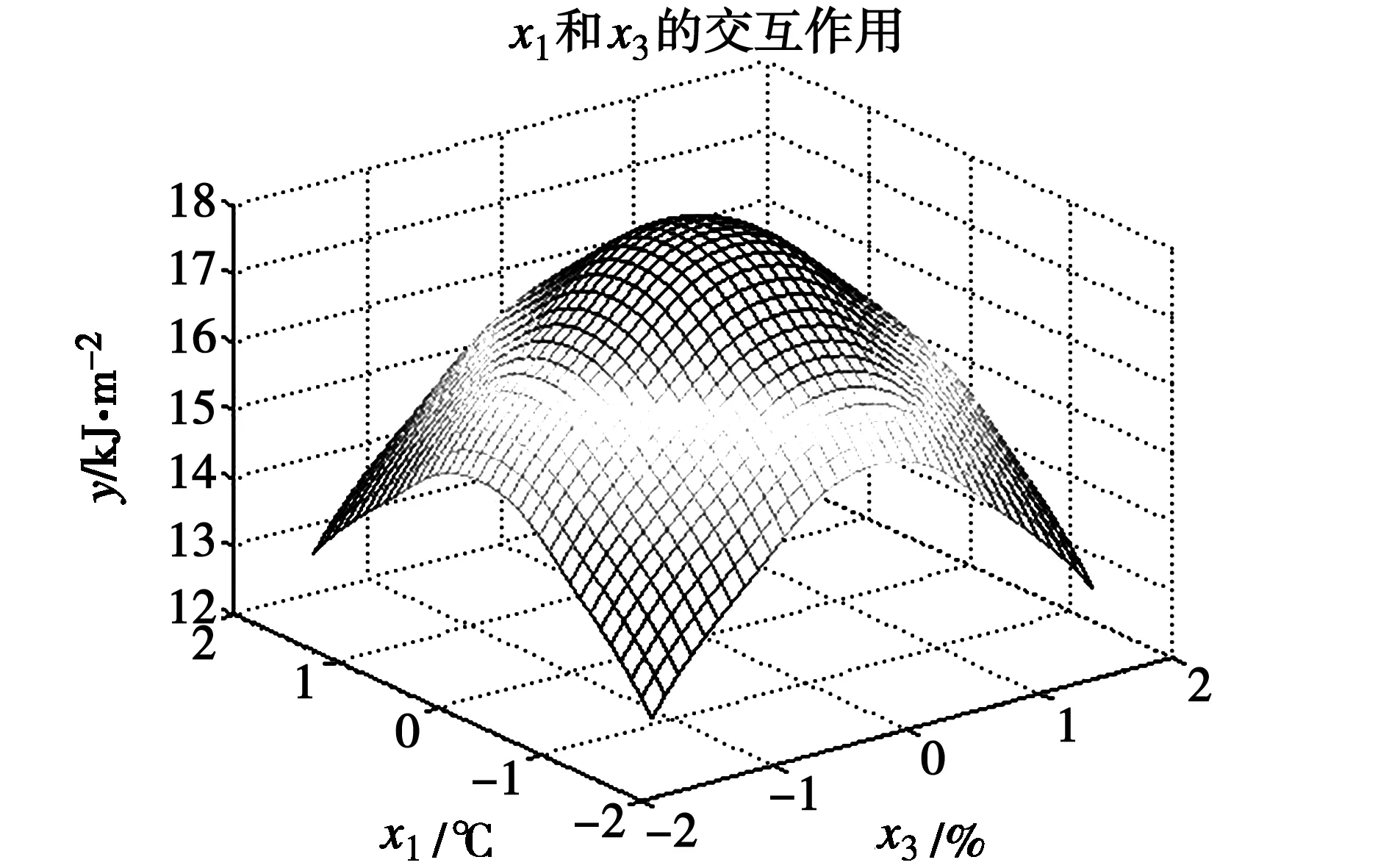
图5 温度(x1)和麦秸粉含量(x3)的相互效应分析
当温度在160℃,麦秸粉含量为60%时,两者的交互作用对冲击强度影响最大,冲击强度达到最大值;此外,无论温度和麦秸粉量是增加还是减少,冲击强度均降低。实验结果表明在零水平处为最佳工艺参数。
2.3.3 转速与麦秸粉含量对麦秸塑料复合材料冲击强度的交互影响
当温度x1为0水平即160℃时,转速与麦秸粉含量对麦秸塑料复合材料冲击强度的交互影响如图6所示。
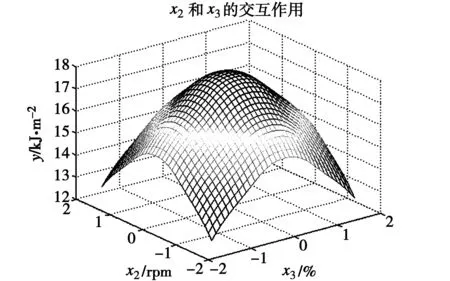
图6 转速(x2)和麦秸粉含量(x3)的相互效应分析
当转速30 rpm,麦秸粉含量为60%时,两者的交互作用对冲击强度影响最大,冲击强度达到最大值,该结果与前面相同。
3 结 论
本文通过建立麦秸塑料复合材料冲击强度与双螺杆挤出机温度、转速和麦秸粉含量的回归方程,所得模型有效,与实际拟合较好,可以定量并且直观地体现出麦秸塑料复合材料冲击强度的变化规律,为深入研究麦秸塑料复合材料的力学性能提供了量化基础。研究结论如下:
(1)二次正交旋转组合试验设计次数较少、计算简便,能根据预测值直接寻求最优区域,从多角度对模型进行模拟分析,可以应用于麦秸塑料复合材料领域的分析研究;

(3)从模型推知,麦秸塑料复合材料冲击强度的优化工艺条件:温度160℃、双螺杆挤出机转速30 rpm和麦秸粉用量60%,预测此时的冲击强度最大,为17.98 kJ/m2。在该条件下重复三次实验,所得的冲击强度平均值为17.51 kJ/m2,与模型预测值仅相差0.47kJ/m2,说明该模型与实验相吻合,所优化的工艺参数准确可靠、稳定和可行,能够适用于麦秸塑料复合材料的力学性能分析研究。
【参 考 文 献】
[1]李 坚.生物质复合材料[M].北京:`科学出版社,2008:1-7.
[2]许 民.生物质-塑料复合工学[M].北京:科学出版社,2006:8-19.
[3]Albano C,Ichazo M.Effects of filler treatments on the mechanical and morphological behavior of PP+wood Flour and PP+sisal fiber[J].Materials Research Innovations,2001,4:284-293.
[4]秦特夫.木粉加入量对木/塑复合材料性能影响的研究[J].木材工业,2002,16(5):17-20.
[5]朱晓群,周亨近,魏 浩,等.木粉/HDPE复合材料的力学性能与流动性能[J].北京化工大学学报,2001,28(1):56-58.
[6]Kitano T,Haghani E,Tanegashima T,et al.Mechanical properties of glass fiber/organic fiber mixed-mat reinforced thermoplastic composites[J].Polymer Composites,2004,21(4):493-505.
[7]谭伟平,肖生苓.木塑复合缓冲包装材料容化性能分析[J].森林工程,2012,28(6):96-98.
[8]唐启义,冯光明.实用统计分析及其计算机处理平台[M].北京:中国农业出版社,1997:77-91.
猜你喜欢
科学与财富(2021年36期)2021-05-10
中学生数理化·高一版(2021年2期)2021-03-19
中学生数理化·高一版(2021年2期)2021-03-19
中学生数理化(高中版.高二数学)(2019年6期)2019-06-24
读友·少年文学(清雅版)(2018年12期)2018-04-04
幸福家庭(2018年3期)2018-01-27
小说月刊(2017年9期)2017-09-13
Coco薇(2016年8期)2016-10-09
红领巾·萌芽(2016年5期)2016-05-14
少儿科学周刊·少年版(2015年3期)2015-07-07