异形零件加工工艺及变形控制方案
2014-08-23 11:12中国铁道科学研究院机车车辆研究所北京100081王立超张海军
金属加工(冷加工) 2014年10期
中国铁道科学研究院机车车辆研究所 (北京 100081) 王立超 张 磊 张海军 王 欣 陈 剑
机械设计与制造中具有特殊用途的异形零件越来越多,这些零件结构刚性差,形状不规则。因此在加工过程中,与外形规则的零件加工之间有很大区别。首先,异形件很难用常用的工装进行装夹,必须设计专用的工装夹具。其次,异形件在加工过程中,容易发生变形。因此,必须要根据具体零件的尺寸、热处理等技术要求的不同,来采取相应、有效的工艺路线及变形控制方案,以满足图样要求。
下面以一个异形件为例,进行详细说明。主要对16 mm×110 mm深长槽加工过程变形工艺控制方案进行论述。零件如图1所示。

图1
1.零件加工难点分析
该零件毛坯为铸钢件,从产品零件图分析,加工过程存在以下几个难点:
(1)零件加工时,尺寸为36 mm×33 mm的两长方形支脚的所有面都需要加工,两支脚刚性较差,装夹困难,必须有专用工装来完成。
(2)图样中两处形位公差要求较高,尺寸为16 mm×110 mm×33 mm的长槽加工时,变形控制是该件能否顺利进行的关键点。长槽的变形量对φ16 mm孔的同轴度、公共轴线对槽中心的垂直度及两只脚的对称度产生极为重要的影响,变形超差会直接造成产品报废。
2.加工工艺方案的初步确定
根据上述零件加工难点的分析,初步确定零件的机加工艺方案为:车φ175 mm外圆及端面作为加工基准→粗加工两支脚 (去除大的加工余量)→半精加工两支脚→精加工两支脚→定总长→线切割长槽封口处。
加工基准是为了粗、精加工两支脚时便于装夹定位,为保证装夹可靠稳定,同时又防止夹紧力对零件加工变形产生较大的影响,夹具设计时采用从两支脚上端垂直压紧的方式。粗加工、半精加工及精加工两支脚加工的内容虽然不同,但定位基准一致均采用φ175 mm外圆及其端面定位 (外圆和端留有适当的精加工余量),所以采用一套夹具来完成两支脚所有面的加工 (压紧面除外),专用夹具如图2所示。
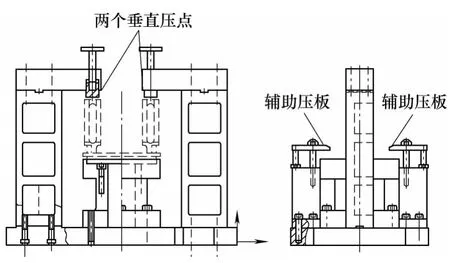
图2
为解决16 mm长槽加工变形的问题,所有粗、半精加工、精加工工序16 mm长槽均不开通,并留有后道工序所需余量。工艺如此安排是为了解决16 mm长槽加工的刚性问题,显然封闭槽的刚性要远大于开口槽。另外,考虑到只有在16 mm长槽封闭的状态下,加工2个φ16 mm孔时,才能有效保证其同轴度和垂直度的形位公差要求。如果在16 mm槽开口状态下加工2个φ16 mm孔,加工过程中产生的垂直于长槽侧壁的切削力,必然导致开口槽较大的变形,从而使加工无法进行。而且16 mm长槽在封闭的状态下也利于工件的装夹,可以施加比开口槽时较大的垂直压紧力,而不会造成零件的夹紧变形,精加工后零件的示意图如图3所示。

图3
精加工两支脚并定长后,在数控车床上完成φ152 mm外圆、端面及SR24 mm球面的精车,精车夹具如图4a所示。最终在线切割机床上完成16 mm槽的开槽工。
选用电加工方式完成封闭开口加工而不用铣削加工的方式,首要目的还是要防止切削力对槽变形的影响。夹具实物照片如图4b所示。

图4
3.初次方案在实施过程中存在的问题
尽管加工方案中充分考虑到了零件刚性、装夹方式、切削力对加工的影响,但在实施过程中仍然存在以下2个问题:①虽然对零件加工安排时,粗精分开,但切削加工应力的影响仍然很大,造成线切割开口后16 mm尺寸上部超差严重,2个φ16 mm孔的同轴度和垂直度达不到设计要求。②由于变形的存在线切割16 mm槽开口处时,造成机加工成形尺寸和线切割后尺寸不一致,同时在槽壁处形成较大的切割痕,不能满足产品的要求。
4.工艺方案的改进
根据加工过程中的实际情况,为更好地控制切削加工应力,对粗加工两支脚后的零件增加一道人工时效热处理工序,以减少切削加工应力释放对16 mm槽变形的影响。此外,线切割工序改变走刀方式,首先以16 mm槽中间走刀将槽封闭处切开一条窄缝,进一步释放应力,然后再从槽壁一侧圆弧进刀,按产品成形尺寸16 mm将槽全部切开。该方案实施后彻底解决了16 mm长槽加工变形的技术难题,保证了该件批量生产的顺利进行。
最终工艺方案为:车加工基准→粗加工两支脚→去应力→半精加工两支脚→精加工两支脚→定长→精车外圆及SR24球面→线切割槽开口→球面淬火→表面处理。
5.结语
(1)长槽加工过程中以封闭的形式提高零件的刚性,解决了切削抗力对长槽变形的问题,同时封闭加工也利于施加较大的夹紧力。
(2)中间增加去应力工序,是为更好地解决切削加工应力释放对16 mm槽变形的影响。
(3)选用线切割方案最终开口,以及线切割走刀方式的改进均是为达到减少切削变形的目的。
(4)粗、精加工工序分开是减少变形和切削应力的有效措施之一。
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年6期)2019-06-25
石油化工建设(2018年1期)2018-07-10
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年3期)2017-04-26
卫生职业教育(2014年16期)2014-05-16
河南科技(2014年16期)2014-02-27