用于卧式镗床镗削锥孔的工装设计
2014-08-23 11:12陕西汉川数控机床股份公司汉中723000肖宏松
金属加工(冷加工) 2014年10期
陕西汉川数控机床股份公司 (汉中 723000) 张 恒 王 蓓 王 侃 孙 庆 肖宏松
本文重点介绍一种用于卧式镗床镗削锥孔的工装设计方法,提供一种在非标锥度和大型锥孔加工方面的解决思路和工艺措施。
1.设计思路
从卧式镗床用于镗孔加工的进给来看,主轴在旋转的同时通过独立的传动链用以轴向进给,不与旋转主运动发生关系,现利用主轴旋转和进给的这一特点,我们设计出了以下用以固定锥度锥孔镗削的刀具工装系统 (见图1)。
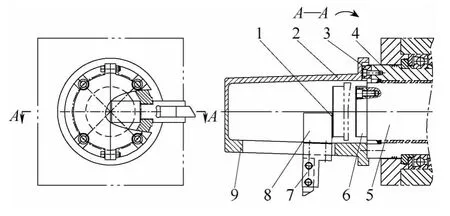
图1
(1)工作原理:镗床主轴通过端面键传递转矩带动壳体旋转,进而带动刀具做旋转运动;镗杆通过垫块推动刀夹,刀夹带动刀具沿壳体9导向斜面做直线进给运动,导向斜面锥度等于被加工锥孔锥度,故可通过这两个运动完成对锥面的镗削加工。
(2)结构及工艺性分析:①考虑到壳体导向斜面的加工,将壳体分割成壳体9与壳体2,分别加工后合装,再加工止口和键槽及联接螺孔,确保定位精度及联接尺寸。合体后的止口及端面键槽分别与主轴外径及主轴端面键配合定位,并用螺钉与主轴端面螺孔紧固联接。②垫块推动压块运动时,接触面之间产生径向相对运动,在其摩擦面上分别贴TSF软带,避免了金属面接触摩擦力,使摩擦因数由0.15减少到0.05,较大幅度降低摩擦力。在其他几个摩擦面也贴有TSF软带,如压块和壳体间、刀夹和壳体间。刀夹和压块用螺栓联接,夹紧导向面,保证导向精度。
此设计思路适用于镗床系列,适当调整壳体9导向面锥度及壳体尺寸,即可用于不同锥度的圆锥孔的加工。
2.设计实例
以我厂 HFBC1636落地式铣镗床 (镗杆直径160 mm)加工锥度为1∶16锥孔为例工装设计结构和尺寸列举如下:
(1)根据主轴、镗轴尺寸可确定壳体定位止口尺寸φ260h6,键槽宽25.4h6,导向面最大长度L=260 mm,尺寸L以镗杆伸长不接触到壳体为内壁极限,并留有安全距离。
(2)根据镗杆端面螺孔确定垫块上螺孔大小及位置,且垫块外径应小于镗杆外径,以确保镗杆轴向行程,厚度可根据实际结构确定,具体结构如图2所示。

图2
综上,最终确定此工装加工尺寸范围,加工锥度1∶16,锥孔大端最大加工直径430 mm,加工深度200 mm。当刀夹固定后,镗削柱面孔直径范围430~418 mm。
猜你喜欢
装备制造技术(2021年2期)2021-07-21
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
铁道学报(2018年11期)2018-12-13
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
电力与能源(2017年6期)2017-05-14
中国市场(2016年45期)2016-05-17