机械双摆头中的蜗轮蜗杆消隙结构
2014-08-23 11:12大连东方专用机床有限公司辽宁116113
金属加工(冷加工) 2014年10期
大连东方专用机床有限公司 (辽宁 116113) 李 凡
大连连城数控机器股份有限公司 (辽宁 116036) 张树礼
双摆头又称叉型铣头、五轴头,可完成主轴旋转运动及A、C轴的连续摆动。A、C轴摆动运动及机床的X、Y、Z轴的直线运动,构成机床的五坐标运动。以双坐标摆动主轴头为例,其主轴传动是以齿轮传动的结构形式实现,A、C轴的传动以蜗轮蜗杆的方式实现,这种风格的主轴头体可以实现大转矩切削,但各个坐标的摆动速度及主轴的旋转速度往往由于结构的限制,不能做到非常理想,在黑金属加工方面就具有明显的优势,这种结构也是传统的结构方式。国外专业头体生产厂家及各个有能力设计生产的主机厂家已经非常成熟,并且已经大量装备到机床上,已经有一定的历史了,其装备的机床主要特点为重型化、复合化,主轴转速基本能达到3500~4500 r/min,主轴转矩可以达到1000 N·m左右,坐标轴的回转速度一般在20 r/min左右,其配置的机床可实现大转矩的5轴加工,5面加工等其他普通机床难以实现的特殊加工部位的大转矩加工,普遍应用在造船、矿山、机车等行业的大型箱体类等异性零件及复杂零件的粗、精加工领域。
长期以来,双摆头技术被国外垄断。我国航空、发电、造船等领域大都从国外进口,来完成高质量的叶轮、螺旋桨等空间曲面的加工。而我国生产的龙门加工中心所配用的角度头,大都是如图1所示结构的直角头。

图1
近年来,随着技术的进步,我国在国家重大科技项目上,对双摆头技术进行了攻关研究,一是适合高速加工的电主轴式双摆头;二是适应重切削大转矩的机械式双摆头的研究,使国产双摆头成功问世,其技术水平和质量接近或达到世界同类产品的先进水平。
机械双摆头虽然体积不大,但结构较为复杂,既有主电动机驱动系统,使主轴旋转;又有摆动电动机驱动系统,使主轴完成摆动动作,在5轴龙门加工中心中称为A轴;另外,还有回转电动机驱动系统,使主轴头完成绕垂直轴的回转动作,在5轴龙门加工中心中称为C轴。
由图2可见,机械双摆头3个驱动系统在有限的空间里组合在一起,不仅设计难度大,制造与装配更为复杂,因此,在未出现电主轴双摆头之前,世界上只有几个国家能制造。由于机械双摆头要求运动精度高,因此,其传动的直齿轮、锥齿轮和蜗轮蜗杆的精度要求更高。仅以主轴头回转系统为例 (C轴),所采用的蜗轮蜗杆传动,就采用了特殊的消隙结构。由于蜗轮蜗杆传动摩擦力较大,磨损严重,运行一定时间后螺旋齿与蜗轮齿之间会产生较大间隙,而高精度双摆头是不允许有较大间隙的。下面是一种机械双摆头的参数:

图2
机械传动A、C轴可交换摆动主轴头(蜗轮蜗杆传动):轴功率28/43 kW;主轴最高转速5600 r/min;主轴最大转矩638/971 N·m;A/C轴转速 25°/s;A/C轴回转分辨率为 0.001°;A/C轴驱动转矩7000 N·m;A/C夹紧转矩20000 N·m;刀柄形式为BT50/JT50;刀具夹紧方式:碟形弹簧;刀具松开方式:液压;摆动轴到主轴头距离270 mm;A轴摆动范围:±100°;C轴摆动范围:±n×360°。
从上述参数中看到,A/C轴的回转分辨率是0.001°,精度如此之高,若蜗轮蜗杆的间隙过大,A/C的重复定位精度就会很低,满足不了高精度5轴机床的加工需要。因此,在蜗杆的设计时,采用了分体式消隙结构。
图3是可调整传动间隙的蜗轮蜗杆传动装置,其结构原理是安装在机体上的蜗轮蜗杆,蜗杆做成分体式,即由套筒式蜗杆和心轴式蜗杆组成。心轴式蜗杆一端的轴体部分插装在套筒式蜗杆的内孔,并固定联接成一体的结构。套筒蜗杆外侧的蜗杆齿与心轴蜗杆外侧的蜗杆齿形成与蜗轮相啮合的蜗杆螺旋齿。在套筒蜗杆的一端装有轴承,在心轴蜗杆的一端也装有轴承,两端固定安装在机体上,并设有调整轴向间隙的调整垫。
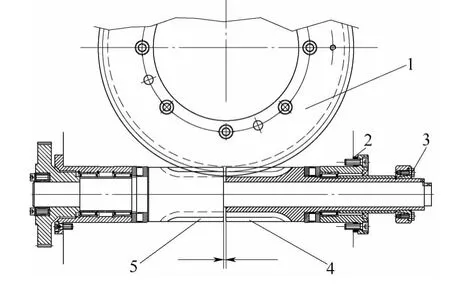
图3
当蜗轮蜗杆使用一段时间后,如果蜗杆螺旋齿与蜗轮齿间隙变大,可随时改变调整垫厚度,以调整轴向间隙的大小,从而保持蜗杆螺旋齿与蜗轮齿的间隙处于理想状态,达到运行平稳、噪声小、动力传递精度高的目的。
猜你喜欢
结构工程师(2022年2期)2022-07-15
机械设计与制造工程(2021年3期)2021-04-16
微特电机(2021年6期)2021-03-07
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15
设备管理与维修(2020年20期)2020-11-17
中国特种设备安全(2019年8期)2019-10-14
经济技术协作信息(2018年20期)2019-01-19
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
邵阳学院学报(自然科学版)(2015年2期)2015-06-05