燃煤电厂烟气脱硫湿烟囱特种不锈钢防腐内衬
2014-09-10 09:25欧阳明辉刘焕安叶际宣
综合智慧能源 2014年5期
欧阳明辉,刘焕安,叶际宣
(浙江省宣达耐腐蚀特种金属材料研究院,浙江 永嘉 325105)
0 引言
众所周知,湿法烟气脱硫(FGD)工艺净化后的净烟气经烟囱排放的方式有2种:加热升温排放和不加热直接排放,即加烟气换热器(GGH)和不加GGH。一般将不加GGH直接排放的烟囱称为湿烟囱。从经济性和节能减排两方面考虑,国内外大多数电厂更倾向于采用湿烟囱运行,尤其是美国自20世纪80年代中期以来设计的大多数FGD系统均采用湿烟囱运行[1-2]。但是采用湿烟囱运行后,烟气的湿度大,大大增加了对钢内筒的腐蚀性,因此必须增强烟囱的防腐工作才能保证电厂和FGD系统可靠运行。目前我国湿烟囱的防腐技术相对落后,防腐经验缺乏,因此本文就湿烟囱的腐蚀特性和防腐选材进行了分析和探讨,并根据我国国情介绍了湿烟囱特种不锈钢防腐内衬,为我国湿烟囱的防腐工艺提供相应的参考依据,有利于我国FGD系统的合金化和国产化,从而提高FGD系统的可靠性和稳定性。
1 湿烟囱的腐蚀特性及防腐选材
1.1 湿烟囱的腐蚀特性
一般而言,湿法FGD系统对SO2的脱除率很高,可达到90%以上,但对SO3,NOx,HCl,HF等酸性气体的脱除率较低,为20%~50%,因此,净烟气中仍含有SO2,SO3,NOx,HCl,HF等酸性气体。另外,湿烟囱的排烟温度大约为50 ℃,在该温度下净烟气中水蒸气的含量达到饱和状态,即相对湿度(RH)为100%。净烟气的露点温度为90~120 ℃,排烟温度明显低于烟气露点,因此湿烟囱的内壁结露非常严重,形成大量冷凝液。一般在烟囱冷凝液中会形成H2SO4,H2SO3,HCl,HF等无机酸,pH值为1~6,呈较强的酸性。由于硫酸的露点最高,硫酸最先从烟气中结露出来,即湿烟囱中最主要的腐蚀剂为还原性稀硫酸。水蒸气还会将料浆中的Cl-,F-等卤素离子带入到烟气中,并随结露进入冷凝液。根据火电厂所采用的煤质和水质不同,湿烟囱中卤素离子的质量分数一般为0.01%~10.00%,并且还有一定的累积作用。除上述酸性气体、水蒸气及还原性卤素离子外,净烟气中还含有少量来自锅炉和浆液的固体颗粒[1,3]。由上述分析可知,湿烟囱的腐蚀性非常强,腐蚀机制复杂,腐蚀影响因素较多。湿烟囱的腐蚀为露点腐蚀这一观点获得国内外学者的一致认同,但更具体地讲,笔者认为湿烟囱的腐蚀为烟囱冷凝薄液膜下气体、液体、固体多相作用的电化学腐蚀[3-7]。烟囱冷凝液呈酸性,因此湿烟囱中腐蚀的阴极过程可能同时包括氧去极化过程及氢去极化过程[7]。此外,Cl-,F-等卤素离子的存在不仅会加速腐蚀,而且还会造成点蚀、缝隙腐蚀、应力腐蚀开裂等。国外大量研究表明:点蚀和缝隙腐蚀是湿烟囱的主要腐蚀形式[8-18]。湿烟囱在腐蚀环境下,缝隙腐蚀更易形成,这是因为:薄液膜的作用易产生大阴极小阳极现象;腐蚀产物及起鳞结垢物的覆盖易形成缝隙。
1.2 湿烟囱的防腐选材
由上述湿烟囱的腐蚀特点可知,湿烟囱防腐材料要有良好的耐还原性稀硫酸腐蚀性以及良好的抗点蚀、抗缝隙腐蚀等性能。尤其要着重考虑其耐点蚀、耐缝隙腐蚀等局部腐蚀性能,因为局部腐蚀的隐秘性、危险性、破坏性更大。目前,湿烟囱防腐材料主要有非金属材料(有机高分子材料——橡胶、树脂等,无机非金属材料——耐酸砖/胶泥、硼硅酸盐玻璃泡沫块等)和金属材料(镍基合金、钛材、超级不锈钢)两大类[1,3,18-21]。由于非金属材料有其固有的缺陷,就我国的使用情况和发达国家的防腐经验来看,非金属材料的防腐效果不理想,可靠性和稳定性低,存在橡胶和树脂老化、燃烧、脱落,玻璃鳞片渗漏、起泡,玻璃泡沫砖、耐酸砖的砖块大量掉落等失败案例[3,12,22]。因此,非金属材料的后期维护工作量大、维护费用高,且一般非金属材料的寿命较金属材料短。采用非金属材料进行湿烟囱防腐的缺点:(1)表面处理或应用不当容易造成防腐层脱落;(2)机械损伤处易形成碳钢基底的腐蚀;(3)磨损腐蚀严重的部位,防腐层失效;(4)黏结剂的黏附性不好,易起泡;(5)在温度较高的情况下完全失效;(6)容易老化;(7)非金属材料与碳钢的膨胀系数不同,易脱落;(8)在必须去除结垢、氧化皮磷等附着物时,易对其造成机械损伤[12]。
烟囱是电厂重要的设备,要求与锅炉同运行、同寿命,随着烟囱和FGD防腐技术的日益成熟以及环保法的日趋严峻,发达国家如美国、德国、日本、韩国等,甚至包括我国台湾地区都逐渐开始采用金属材料进行湿烟囱防腐,以提高整个系统的可靠性、稳定性和运行效率。美国1990年以后建成的一些FGD系统,在FGD装置不同部位采用不同等级的耐腐蚀合金材料,建成了全合金的FGD 系统。而近年来美国和德国所建的全合金FGD系统可在电厂的使用中保证零维护(ZM),极大提高了系统的可靠性、稳定性和运行效率,从而降低了设备的生命周期成本(LCC)[1,23-26]。需要指出的是,近年来美国、德国等发达国家对设备成本的估算或经济性的比较都采用LCC的指标,而我国湿烟囱防腐材料的经济性依然以每平方米的材料价格来衡量,这显然是不科学的,至今国内没有湿烟囱防腐材料LCC指标对比方面的报道。虽然按每平方米的价格计算,金属材料较非金属材料贵,但是美国、德国多年烟囱防腐经验表明:采用金属材料尤其是金属材料贴衬板进行湿烟囱防腐的LCC指标比非金属材料还低[1,23-25]。采用金属材料进行烟囱防腐的优点:(1)服役完后,金属材料可回收再利用,更绿色环保;(2)所有的合金都可采取焊接的方式进行连接,表面检查和维修容易,维修仅需合格的焊工就可;(3)设计变更或烟囱维修所需的停工期短;(4)合金的耐蚀性和机械性能决定了可采用薄板,减小设备质量;(5)温度敏感性低,温度偶尔超出并不损坏合金的耐蚀性;(6)合金的型材有多种:薄板、厚板、管子、板材等,设计上非常灵活,且性能稳定、无保存期;(7)合金选择适当可产生整体经济效益,即较低的LCC[12]。
美国大量采用镍基合金C-276贴衬板对湿烟囱进行防腐处理,在较苛刻的工况下采用C-22,德国则采用alloy59[8,12,20]。我国是贫镍国家,镍基合金昂贵,未见有采用镍基合金的报道,但是我国盛产钛,钛材的价格低于镍基合金,因此我国少数电厂采用了钛合金板,如福建漳州后石电厂、常熟电厂和七台河电厂等[1,3,20,27]。钛材同样有其固有缺陷:虽然钛是耐海水腐蚀的优良材料,耐Cl-引起的点蚀和缝隙腐蚀性能优良,但是钛在还原性介质(稀硫酸、盐酸)中的耐蚀性不佳,且随着稀硫酸浓度和温度的升高,腐蚀速度急剧增大;钛不耐F-腐蚀,如果烟气中有一定量的活性F-,将破坏钛的钝化膜,此时钛是绝对不能使用的;更重要的是,钛的焊接性能较差,易受铁污染而导致钛材尤其是焊缝的力学性能和耐蚀性能降低,这是选择钛材用于防腐不得不考虑的问题[1, 20, 28]。
随着烟囱和FGD系统防腐技术的成熟以及系统设计、运行参数的优化,发达国家成功开发和应用了超级奥氏体不锈钢对湿烟囱进行防腐[4,12-18,20,26]。超级奥氏体不锈钢耐稀硫酸性能和耐点蚀、耐缝隙腐蚀性能与镍基合金相当,而其价格远低于镍基合金;焊接性能优良,可与碳钢直接焊接;机械性能和加工成形性能优良,可加工成各种型材,包括冷轧薄板。根据我国的国情及发达国家的经验,超级奥氏体不锈钢是一种较为理想的湿烟囱防腐用金属材料。
2 湿烟囱防腐用超级奥氏体不锈钢XDS-5
在湿烟囱用不锈钢的开发过程中,国外通过试验得出了不锈钢化学成分与其均匀腐蚀指数(G.I.)间的关系为[29]
G.I.=-ω(Cr)+3.6ω(Ni)+
4.7ω(Mo)+11.5ω(Cu) ,
不锈钢化学成分与其局部腐蚀指数(L.I.)间的关系为
L.I.=ω(Cr)+0.4ω(Ni)+2.7ω(Mo)+
ω(Cu)+18.7ω(N) ,
符合湿烟囱腐蚀环境下不锈钢G.I.≥60%和L.I.≥36%的要求[26]。此外,点蚀指数(PREN=ω(Cr)+3.3ω(Mo)+16ω(N))常被用来评价不锈钢的耐点蚀和耐缝隙腐蚀性能,对于湿烟囱用不锈钢,必须满足PREN≥40[1]。某公司开发的超级奥氏体不锈钢XDS-5,耐稀硫酸腐蚀以及耐点蚀、耐缝隙腐蚀性能优良。XDS-5满足烟囱环境材料所需的耐均匀腐蚀(G.I.≥60)和耐局部腐蚀(L.I.≥36)性能;此外XDS-5的机械性能、焊接性能、加工成型性能优良。
2.1 耐蚀性能
超级奥氏体不锈钢XDS-5为超低碳的采用高铬、钼、氮合金化的超级不锈钢,具有优良的耐稀硫酸(尤其是含氟氯离子稀硫酸)腐蚀的性能,优良的抗点蚀、抗缝隙腐蚀性能。图1为XDS-5在稀硫酸溶液中的等腐蚀曲线(腐蚀速率为0.1 mm/a)。显然,XDS-5在ω(H2SO4)≥5%的稀硫酸溶液中的耐蚀性优于TA2,且在ω(H2SO4)<20%的稀硫酸溶液中,XDS-5的耐蚀性与镍基合金C-276接近。图2为XDS-5,C-276及TA2在55 ℃硫酸溶液中的阳极极化曲线(ω(H2SO4)为0.5%~80%)。由图2可知:C-276在硫酸溶液中非常稳定,一直保持钝化状态;XDS-5在稀硫酸溶液中较为稳定,可在ω(H2SO4)<50%的稀硫酸溶液中保持钝化状态;当ω(H2SO4)≥3%时,TA2就处于活化状态。XDS-5设计时保证足够的铬、镍含量,同时以高钼(质量分数大于6%)合金化,并以氮和铜补充合金化,所以在含Cl-的稀硫酸溶液中十分稳定,甚至在Cl-质量分数很高的稀硫酸溶液中(ω(Cl-)=1.0%),仍然具有良好的耐蚀性能,见表1。此外,笔者还研究了XDS-5不锈钢在含F-和含F-+Cl-的稀硫酸溶液中的耐蚀性能,结果见表2。表2中的试验数据表明:XDS-5在含F-和含F-+Cl-的稀硫酸溶液中也是非常耐蚀的。
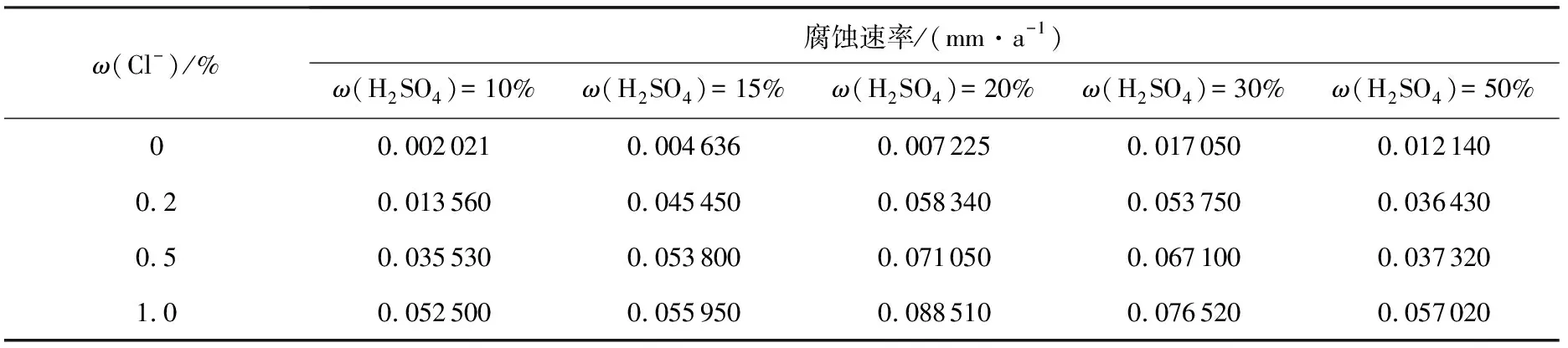
表1 XDS-5冷轧薄板在含氯离子的55 ℃稀硫酸溶液中的腐蚀速率

表2 XDS-5冷轧薄板在含氟、氯离子的55 ℃稀硫酸溶液中的腐蚀速率
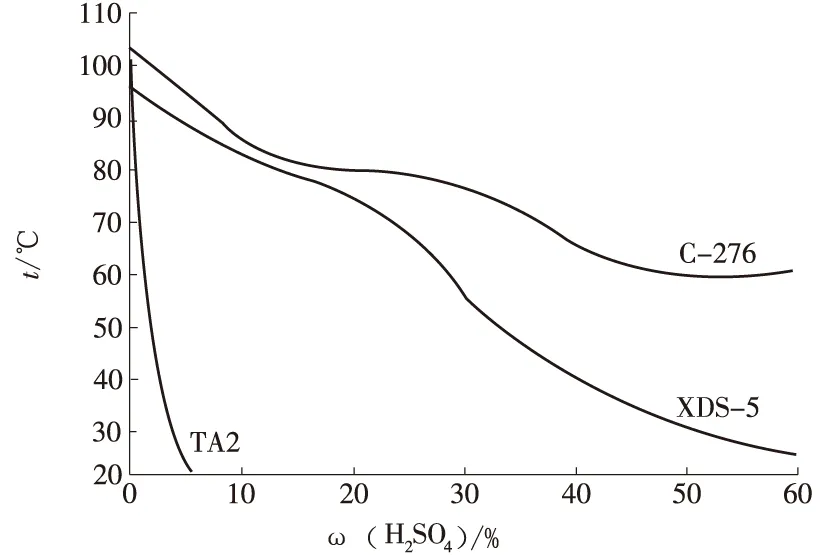
图1 XDS-5在稀硫酸溶液中的等腐蚀曲线
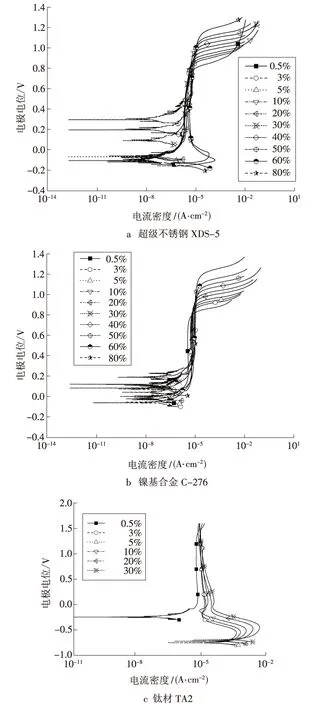
图2 XDS-5,C-276及TA2在55 ℃硫酸溶液中的阳极极化曲线
XDS-5属于高铬不锈钢,同时采用高钼合金化,并加入了抗点蚀元素氮,点蚀指数可达45。笔者曾在80 ℃的介质(ω(H2SO4)=15%,ω(Cl-)=0.2%;ω(H2SO4)=15%,ω(Cl-)=0.5%;ω(H2SO4)=15%,ω(F-)=0.2%)中,对XDS-5不锈钢冷轧薄板进行了点蚀试验。在放大镜(50×)和扫描电镜下观察试样表面,未发现点蚀坑,说明XDS-5不锈钢具有较高的抗点蚀和抗氟、氯离子腐蚀性能。另外,根据ASTMG 48—2003《用氯化铁溶液测定不锈钢及有关合金耐点腐蚀和缝隙腐蚀的标准试验方法》,在FeCl3溶液中测量XDS-5的临界缝隙腐蚀温度为113 ℃,与镍基合金C-276的临界缝隙温度122 ℃相差不大,因此XDS-5的抗缝隙腐蚀性能优良。图3为XDS-5,C-276和TA2在模拟烟囱冷凝液中的电化学特性。由图3可知:在ω(Cl-)=4%的溶液中,TA2在酸性较弱的情况下才可保持钝态,且钝化区间非常宽;超级奥氏体不锈钢XDS-5和镍基合金C-276在模拟烟囱冷凝液的pH=1和ω(Cl-)=4%的情况下,循环扫描曲线几乎重合,且各自的击穿电位与保护电位几乎重合,表明XDS-5与C-276的耐点蚀和缝隙腐蚀性能相当,且都具有较强的钝化膜自我修复能力。
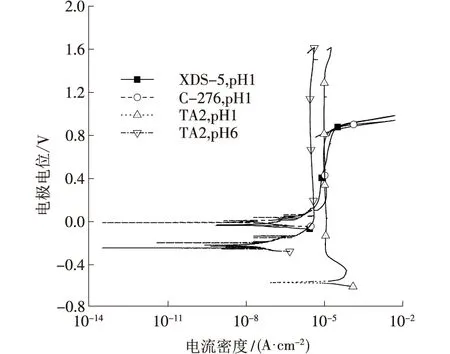
图3 XDS-5,C-276和TA2在模拟烟囱冷凝液中的电化学特性(55 ℃,ω(Cl-)=4%)
应力腐蚀开裂(SCC)是金属材料常见的局部腐蚀破坏形式之一,所以XDS-5不锈钢冷轧薄板作为湿烟囱腐蚀环境中使用的结构材料,必须研究和试验它的应力腐蚀敏感性。试样尺寸为0.9 mm×15 mm×75 mm,侧面用磨床磨光。用10 mm压头在万能材料试验机上把试样弯曲成U形,然后采用聚四氟乙烯螺钉施加应力。参照GB/T 17898—1999《不锈钢在沸腾氯化镁溶液中应力腐蚀试验方法》的规定,分别在80 ℃的介质(ω(H2SO4)=15%,ω(Cl-)=0.2%;ω(H2SO4)=15%,ω(Cl-)=0.5%;ω(H2SO4)=15%,ω(F-)=0.2%)中进行试验,结果未发现XDS-5不锈钢冷轧薄板发生SCC。因此,在耐蚀性方面,XDS-5非常适于湿烟囱的腐蚀环境。
2.2 力学性能
XDS-5不锈钢不仅具有良好的耐蚀性能,而且其力学性能优良。表3为XDS-5不锈钢薄板的力学性能,表3数据表明:由于XDS-5采用高铬、钼、氮合金化,其抗拉强度高达700 MPa左右,屈服强度为400 MPa左右,且具有极好的塑性,延伸率在50%左右,贴衬时可随意弯曲。

表3 XDS-5冷轧薄板(1.6 mm)力学性能
另外还对XDS-5冷轧薄板的冷成形和冷冲压性能进行了杯突试验,测量结果为:杯突尺寸为ø10 mm时,杯突深度达10.7 mm,具有较好的深冲和成形性能,可加工成各种形状。
2.3 超级奥氏体不锈钢XDS-5的焊接性能
XDS-5的焊接性能优良,传统的焊接工艺如氩弧焊(GTAW)、二氧化碳气体保护焊(GMAW)和手工电弧焊(SMAW)都可对XDS-5进行焊接或将XDS-5与其他金属焊接在一起。手工熔化焊采用钨极焊(TIG)或金属电极焊(MIG)即可。在焊接XDS-5工件时,不需要进行焊前预热和焊后热处理。XDS-5是超低碳奥氏体不锈钢,因此焊接热裂纹不易发生。对于应用于腐蚀环境的超级奥氏体不锈钢XDS-5,可采用本体材料或镍基合金625作为填料金属进行焊接,可大大降低铬、镍、钼元素的显微偏析,保证焊缝与热影响区的耐蚀性和力学性能与母材相当。XDS-5为高氮合金化不锈钢,氮元素不仅使XDS-5的耐点蚀、耐缝隙腐蚀性能增强,而且氮会抑制金属元素的显微偏析以及金属间相的析出,大大提高XDS-5的焊接性能。由此可知,焊接XDS-5极其方便,焊接时只需注意保证钢板表面清洁和热输入不超过1 kJ/mm即可;在进行多道次焊接时,保证上道次温度降至100 ℃以下,才可进行次道次焊接。XDS-5可与碳钢基底直接焊接,而钛不能与碳钢直接焊接,因此在焊接性能方面超级奥氏体不锈钢XDS-5要远优于钛材。综上所述,XDS-5的耐蚀性能、力学性能、物理性能以及焊接性能都较优良,且较镍基合金经济,较钛材更易焊接成型,因此XDS-5是优良的湿烟囱防腐内衬材料。
3 湿烟囱XDS-5防腐制造工艺
采用金属材料对烟囱进行防腐主要是通过焊接来完成的。目前用于烟囱防腐金属材料的材料类型有整体合金(Solid metal)、贴衬板或贴壁纸(Wallpaper)、轧制复合(Roll-bonded)和爆炸复合(Explosion-bonded)[25, 29-31]。由于整体合金价格过于昂贵,实际应用中很少采用,而双金属复合板较贴衬板要贵25%,因此采用XDS-5对湿烟囱进行防腐处理。笔者建议采用贴衬板工艺,板厚1.6~2.0 mm,板宽1.2 m,板长2.5 m,3.0 m和4.0 m都可,板块尽可能大,可减少焊缝。目前贴衬板技术非常成熟,美国、德国等西方发达国家采用贴衬板技术对烟囱进行防腐处理取得了非常好的效果[25, 29-31]。参照发达国家贴衬板技术工艺,采用XDS-5超级奥氏体不锈钢对湿烟囱进行防腐处理的具体制作工艺分2个阶段:XDS-5合金板与碳钢基底的固定焊;XDS-5合金板的密封焊。
(1)清理碳钢基底,对需改造的烟囱进行喷丸、喷砂处理后用清水清洗;对新建烟囱除上述步骤外还需对其表面进行磨光;XDS-5合金板也需保持表面清洁。
(2)将第1块XDS-5合金板定位点焊于碳钢基底上,并采用板中塞焊和板边间断角焊的方式将第1块XDS-5合金板牢固地固定于碳钢基底。焊丝直径为0.89~1.10 mm,可采用本体材料XDS-5作填料金属,当然最好采用镍基合金625作填料金属。板中塞焊需在XDS-5合金板上预冲孔,孔径为ø13 mm为佳,孔间距为300 mm。板边间断角焊长25 mm,间距为150 mm。
(3)将第2块XDS-5合金板以同样的方式固定于碳钢基底上,不同的是第2块板可与第1块板重叠搭接密封角焊,也可不重叠而通过另外一小块板条进行密封角焊。密封角焊的边部需重叠25 mm,密封焊的3种形式如图4所示。依次将第3块、第4块、……第n块固定并密封直至整个烟囱内壁都被XDS-5合金板完全覆盖(如图5所示)。
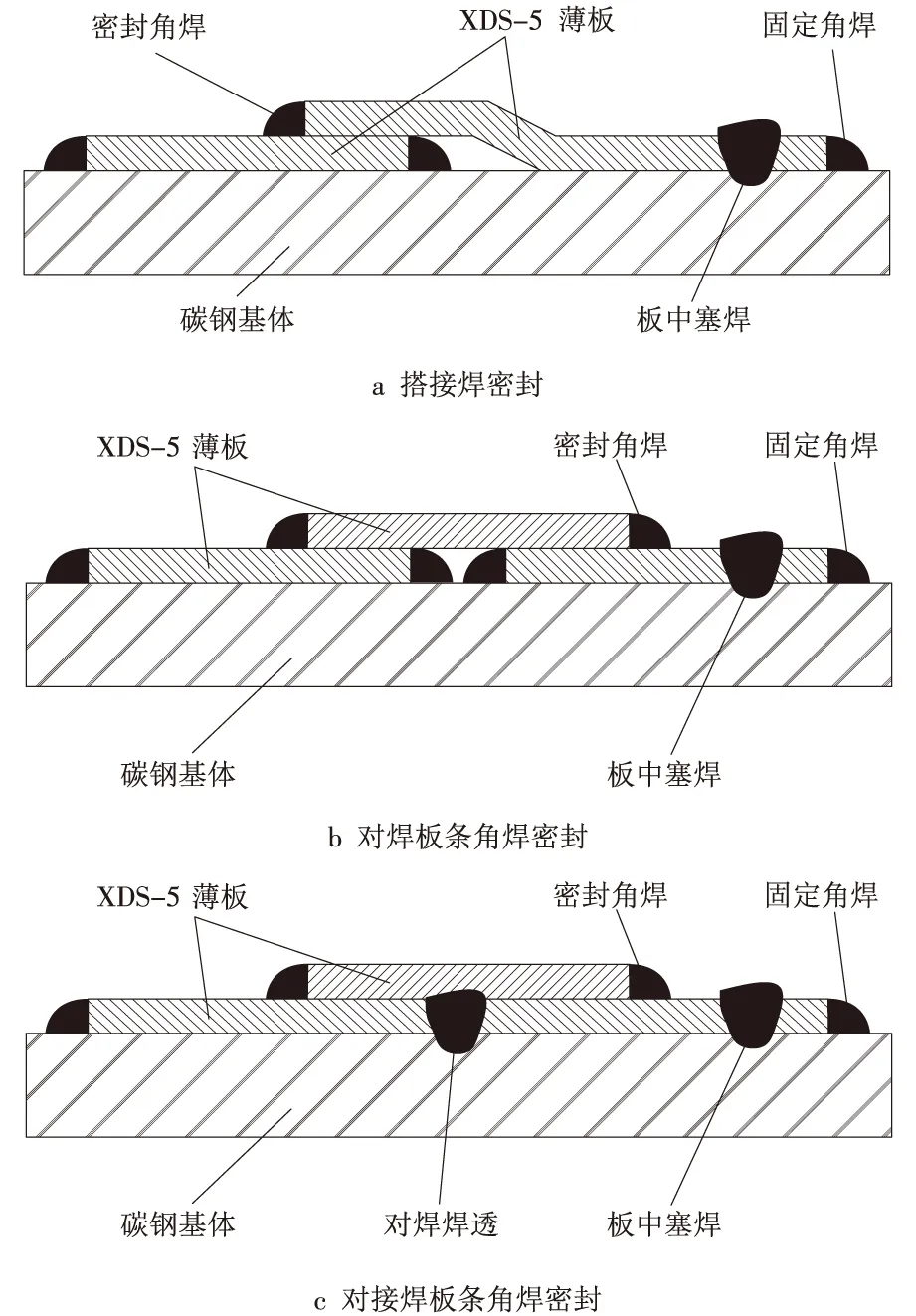
图4 几种角焊密封形式

图5 实施步骤
(4)焊缝质量的无损检查和修补。由于只有1道次的密封角焊,密封角焊的缺陷将造成合金衬里的泄漏,因此焊缝质量是贴衬板质量的关键。主要检验方法有着色检验和真空箱检验。
贴壁纸技术是非常成熟的技术,由于XDS-5具有优良的耐蚀性和焊接性能,XDS-5的烟囱防腐工艺采用贴壁纸是完全可行的。贴壁纸技术的实施非常方便,不像非金属材料衬里需要较复杂的表面处理和较高的表面质量,美国、德国等西方发达国家经验表明,从LCC的角度来讲,合金贴壁纸技术应用于烟囱防腐的费用比采用非金属衬里的费用还低。
4 结论
(1)湿烟囱的腐蚀性非常强,腐蚀机制复杂、腐蚀影响因素较多;湿烟囱的腐蚀是一种烟囱冷凝薄液膜下气体、液体、固体多相作用的电化学腐蚀,极易产生点蚀和缝隙腐蚀。
(2)非金属防腐内衬的可靠性、稳定性差,运行效率低,后期维护工作量大,维护费用高,LCC高;金属材料防腐内衬可靠性、稳定性好,运行效率高,甚至可实现零维护,LCC低。
(3)镍基合金的耐蚀性虽好,但价格昂贵;钛材有其耐蚀的局限性,更重要的是钛材的焊接性能差;超级奥氏体不锈钢是较适合我国国情的湿烟囱金属防腐内衬。
(4)超级奥氏体不锈钢XDS-5满足湿烟囱腐蚀环境材料的各项指标,耐蚀性能优良,尤其是耐点蚀、耐缝隙腐蚀性能优良;XDS-5的力学性能、物理性能优良;更重要的是XDS-5易于焊接成型,焊接性能远优于钛材。
(5)国外的薄板贴衬工艺值得借鉴,XDS-5的薄板贴衬工艺制作简单,可获得较低的LCC,从而产生极大的经济效益。
参考文献:
[1]周至详,段建中,薛建明.火力电厂湿法烟气脱硫技术手册[M].北京:中国电力出版社,2006.
[2]朱静,李若萍.论新昌电厂660 MW机组湿法FGD取消GGH的优越性[C]//2011年清洁高效燃煤发电技术协作网年会论文集.西安:中国电机工程学会,2011.
[3]唐志永.湿法脱硫后燃煤电站尾部装置腐蚀研究[D].南京:东南大学,2006.
[4]Bordzilowski J,Darowicki K.Anti-corrosion protection of chimneys and flue gas ducts[J].Anti-Corrosion Methods and Materials,1998,45(6):388-396.
[5]Dahl L.Corrosion in flue gas desulfurization plants and other low temperature equipment[J].Materials and Corrosion,1992,43(6):298-304.
[6]Huijbregts WMM,Leferink R.Latest advances in the understanding of acid dewpoint corrosion:corrosion and stress corrosion cracking in combustion gas condensates[J]. Anti-Corrosion Methods and Materials,2004,51(3):173-188.
[7]李亚坤.薄液层下金属电化学腐蚀行为研究[D].青岛:中国海洋大学,2007.
[8]Mathay WL.The use of nickel stainless steels and high-nickel alloys in flue gas desulfurization systems in the United States[Z].NiDI Technical,10024.
[9]Plant WHD,Mathay WL.Nickel containing materials in flue gas desulfurization equipment[Z].NiDI Technical,10072.
[10]Hasegawa S,Ochi E,Ieashita K,et al.Experienced materials in wet limestone-gypsum FGD system[C]//Corrosion 1998.San Diego:NACE International,1998.
[11]Shoemaker L,Crum J,Maitra D,et al.Recent experience with stainless steels in FGD air pollution control service[C]//Corrosion 2011. Houston TX:NACE International, 2011.
[12]International Nickel Company.The corrosion resistance of nickel-containing alloys in flue gas desulfurization and other scrubbing processes[M].Toronto:International Nickel Company,1980.
[13]Stinner C,Wilson J.UNS N08367 alloy superaustenitic stainless steel for air pollution control equipment[C]//Airpol 2007.Houston TX:NACE International,2007.
[14]Agarwal DC, Herda WR, Berry RW. Reliability/corrosion problems of FGD industry: Cost effective solutions by Ni-Cr-Mo alloys and an advanced 6 moly alloy 31[C]// Corrosion 2000.Orlando:NACE International,2000.
[15]Grubb JF, Polinski RE, Fritz JD, et al. A 6% Mo stainless steel for flue gas desulfurization[C]// Corrosion 2000.Orlando:NACE International,2000.
[16]Agarwal DC, Ford M. FGD metals and design technology: past problems/solutions, present status and future outlook[C]//Corrosion 1998.San Diego:NACE International,1998.
[17]Agarwal DC. Alloy selection methodology and experiences of the FGD industry in solving complex corrosion problems: the last 25 years[C]// Corrosion 1996.Denver:NACE International, 1996.
[18]Herda WR,Grossmann GK.Stack linings in high alloy stainless steels and nickel base alloys[C]//Corrosion 1999.San Antonio:NACE International,1999.
[19]Cerny MX, Peacock DK. Application and performance of titanium linings in FGD ductwork and stacks[J].Materials and Corrosion,1992,43(6):286-292.
[20]张爽. 镍基及钛合金在湿法脱硫钢烟囱防腐中的应用[J]. 电力建设, 2005(9):62-64.
[21]许悠佳, 毛陪. 嘉华电厂不设GGH湿法脱硫烟囱防腐改造探讨[J]. 电力科技与环保, 2008, 24(2):6-8.
[22]GB 50051—2013 烟囱设计规范[S].
[23]Nickel Development Institute.Life-cycle benefits of constructing an FGD system with selected stainless steels and nickel base alloys[M].Cincinnati:PEI Associates Incorporated, 1987.
[24]Redmond JD, Davison RM. Life-cycle cost comparison of alternative alloys for FGD components[Z].NiDI Technical,10023.
[25]NACE RP0292—2003 Installation of thin metallic wallpaper lining in air pollution control and other process equipment[S].
[26]Morita S.Flue gas desulfurization in Japan[Z].NiDI Technique,13007.
[27]杨杰,宋晓红. 湿法烟气脱硫机组烟囱防腐措施[J]. 河北电力技术, 2006, 25(1):33-34,37.
[28]王小华. 电厂烟囱用钛-钢复合板钛复材焊接缺陷产生原因及预防措施[J]. 材料开发与应用,2012(4):102-105,110.
[29]NACE Standard RP0199—2004 Installation of stainless chromium-nickel steel and nickel alloy roll-bonded and explosion-bonded clad plate in air pollution control equipment[S].
[30]NiDI International. Fabrication options for nickel containing alloys in FGD service[Z].NiDI Technical,14029.
[31]NiDI International. Guidelines for wallpapering sheet lining with nickel-chromium-molybdenum alloys[Z].NiDI Technical ,11020.
猜你喜欢
山东冶金(2022年1期)2023-01-14
陶瓷学报(2021年5期)2021-11-22
环境技术(2020年5期)2020-11-18
表面技术(2019年6期)2019-06-27
化学教学(2017年6期)2017-07-13
江苏农业科学(2016年12期)2017-04-05
化学教学(2015年1期)2015-03-19
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
装备环境工程(2015年4期)2015-02-28
有色金属材料与工程(2013年1期)2013-12-26