浅谈烷基苯磺酸生产装置的节能技改
2014-09-28 02:10罗文川中国石油抚顺石化公司洗涤剂化工厂113001辽宁省抚顺市
化工管理 2014年27期
罗文川(中国石油抚顺石化公司洗涤剂化工厂 113001 辽宁省抚顺市)
随着经济的发展速度不断加快,环境的污染与能源的消耗也在不断地加快,很显然,一味的追求经济的发展,而忽视环境污染与能源消耗的问题不利于经济的可持续发展,因此国家对节能减排的问题也相当的重视,不仅将“可持续发展”列为我国的基本国策之一,还制定了到 2020年“基本形成 节约能源资源和保护生态环境的产业结构、增长方式、消费模式”的规划。工业烷基苯磺酸是日常生活中必不可少的洗涤用品中的主要活性成分,全国对其的需求量巨大,我厂做为洗涤用品以及加工洗涤用品所需原材料生产加工的企业,多年来一直在探寻烷基苯磺酸的生产装置的改造途径,以使其符合国家节能减排的政策,我厂于2011年下半年对原有的5万吨/年烷基苯磺酸生产装置进行以节能减排为目的改造,并与2012年初进行试运行,改造后的生产装置经过2年的生产运行,我厂的专业技术人员对改造后的生产装置生产的产品的质量、能源消耗、原料消耗、排放量等进行了观察与统计,改造后的烷基 生产装置在节能减排以及提高产品质量上效果显著,具体研究方法与结果如下:
一、我厂原有的烷基苯磺酸生产装置
我厂目前使用的烷基苯磺酸生产装置是2000年购进的生产装置,其规格为5万吨/年,无论是科学技术还是工艺水平都要比现在落后许多,所以,这套装置虽然在当时来讲比较先进,但是在现今的经济条件下,以及政府“节能减排”的政策下,这套装置的缺点一一的暴露出来。首先,从节能减排的方面看,该装置二氧化硫的排放量比较大,耗能上在装置改造之前没有参考物,暂且不提。其次,从装置的使用方面来看,装置采用盘装仪表作为控制系统,自动化比较低,是目前比较落后的控制系统。第三,该装置的干燥空气设计值是-400C,生产的产品里硫酸含量高、色泽深,所以,该装置无法生产处满足当今市场需要的高品质产品。
二、烷基苯磺酸的生产
烷基苯磺酸的生产主要由空气干燥、二氧化硫发生、三氧化硫转化、烷基苯磺化、尾气处理五个步骤。
1.空气干燥
空气干燥程度直接影响到产品的质量,原则上是带入到系统的水分越少,三氧化硫的转化率就越高,磺化操作也就越稳定。因此,空气干燥是装置中最主要的程序之一,在程序中,先将空气冷却,再用脱水剂使空气脱水,制取露点在-400C至-600C之间。
2.二氧化硫发生
生产中的二氧化硫是通过硫磺燃烧产生的,干燥的空气除了为硫磺燃烧提供氧气之外还起到调节二氧化硫浓度的作用,燃硫炉出来的二氧化硫的浓度为7%-8%之间,温度在6500C-8000C之间,冷却到4200C-4300C方可进行下一个环节。
3.三氧化硫的转化
二氧化硫在五氧化二钒的催化作用下发生氧化反应,生成三氧化硫,这一反应 要经过四个阶段的转化方可完成,每个阶段的转化均要经过冷却作用,使产物在4300C左右时进入下一阶段的转化。最终产生的三氧化硫要经过冷却之后,温度降至500C除雾后进入磺化反应器。
4.烷基苯磺化
4 %至7%的三氧化硫经过过滤之后均匀稳定的进入到磺化反应器内,与呈膜状分布的烷基苯进行磺化反应,然后按照1-3:100的比例加入水形成水解酐,进而得到最终产品。由于在整个反应过程中,不断地升温与冷却,致使二氧化硫中有一定的硫酸雾的存在,影响产品的浓度。
5 尾气排放
生产中产生的尾气主要是三氧化硫烟雾和有机酸雾,经过分离、除雾、碱洗后剩余的尾气排入大气。
三、对我厂原有烷基苯磺酸生产装置的改造方式
对烷基苯磺酸的生产装置中的各个程序分别进行改造。
1.空气干燥流程的改造
采用分子筛——硅胶联合吸附技术使露点达到-700C至-800C之间,并使用乙二醇对空气进行制冷,并由亲水铝箔做空气除湿器,减少夹带的气雾;同时,全流程使用降压优化设计,并将全流程产生的废热加以利用。
2.二氧化硫产生流程的改造
燃硫炉用耐裂填料球取代耐火砖,并使液硫与干燥的冷空气充分对流,进而使硫磺燃烧更加彻底,耐裂填料球可以避免物料裂开时给系统增加阻力。
3.三氧化硫转化流程的改造
三氧化硫转化中所使用的催化剂,可以做成环形,将环形的转化剂安置在转化装置中,可以使转化剂充分的发挥作用进而延长五氧化二钒的使用寿命。同时改造转化器的升温装置,缩短转化器的升温时间,以达到节约能源的作用。
4.烷基苯磺化单元的改造
在烷基苯磺化的过程中,将过滤与除雾设置在一道工序中,缩短工序的同时,节约能源,此外,由于磺化反反应的过程中会产生大量的热能,而反应温度会对产品的色泽产生重要的影响,所以,通过控制冷凝水的温度来将反应产生的热量随时带走,还可以使冷凝水循环使用。
5.尾气排放系统的改造
生产的过程中冷凝水可以循环使用,就简化了尾气排放的流程,尾气排放可以不需要企业分离而直接经过去酸雾、碱洗之后排放到大气中,进而使尾气排放简便有效地进行。
四、装置改造后取得的成果
我厂的烷基苯磺酸生产装置改造后与2012年初投入生产使用,造前后的产品2012年与2011年的产品质量、原料消耗、废弃排放量的对比结果如下表一所示:
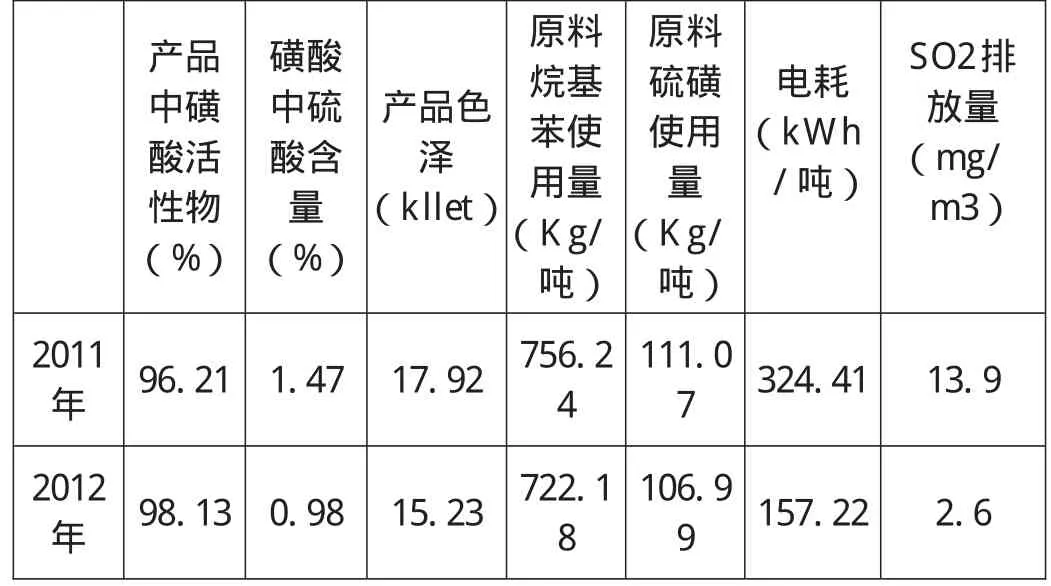
表一
综上所述,通过对烷基苯磺酸生产装置的改造,我厂的产品质量有了明显的提高,并且原料的消耗减少了,耗电量明显下降,废排量也大幅度的降低,取得了良好的社会效益与经济效益。
[1]赵宝云.烷基苯磺酸生产装置的节能技改[J].云南化工,2009,01:32-35+51.
[2]赵宝云.采取措施降低烷基苯磺酸装置电耗[J].石油和化工节能,2010,01:33-36.
[3]孙明和,方银军,周大鹏.我国三氧化硫磺化生产装置的最新发展[J].日用化学品科学,2012,09:1-5+18.
猜你喜欢
云南化工(2019年9期)2019-11-11
中国洗涤用品工业(2019年9期)2019-09-25
西南石油大学学报(自然科学版)(2018年6期)2018-12-26
山东化工(2018年20期)2018-11-08
化学反应工程与工艺(2015年3期)2015-04-16
食品工业科技(2014年15期)2014-03-11
中国洗涤用品工业(2012年8期)2012-03-20
中国洗涤用品工业(2012年8期)2012-03-20
中国洗涤用品工业(2012年4期)2012-03-20
中国洗涤用品工业(2011年5期)2011-03-20