
凸耳圆球面滑块加工工艺优化
2014-10-12 05:55中航工业武汉仪表责任有限公司湖北武汉430074李绍春
金属加工(冷加工) 2014年1期
中航工业武汉仪表责任有限公司 (湖北 武汉 430074) 李绍春
在工作中有这样一个零件凸耳圆球面滑块,其材料为1Cr18Ni9Ti,零件如图1所示。其加工方法,20多年来一直先粗铣圆球面,再依靠钳工沿圆逐点逐段修锉至尺寸公差,边修边量制作完成。由于手工修锉,表面粗糙度值高,锉刀纹路深,而且锉刀落点不易控制,在修锉时局部点位尺寸易超差。而且修锉时间长,效率低,工作量大,依靠手工修锉加工,凸耳圆球面尺寸精度难以控制,经常造成零件尺寸超差而报废。加工工艺方法不适应批量的生产。手工修锉不确定因素较多,需要有一个较好的加工工艺方法和有效手段,来保障该零件加工。通过分析思考,设计制作出加工凸耳圆球面较为适用,便利、快捷、安全的一套加工工装夹具,形成了独特的一套加工工艺方法。
成形切根模如图2所示。
其原理是效仿冲模类的切边模原理,将铣后凸耳圆球面滑块置入成形切根模中,以另一圆球面为导向,力量作用在压杆上,压杆将零件切入模中。将多余量切除,然后反过来将零件退出,使之初步显圆,完成该零件加工第一步。整个简易成形切模由一把高速钢刀切割成形,其尺寸为φ15.94mm,将铣不到的根部余量切除,来完成钳工手工修锉根部的工作量。

图1
为了进一步提高工作效率,缩短工作时间,减轻劳动强度,确保尺寸稳定,控制局部尺寸超差,经分析零件特性及加工要求,模仿插床工作原理和凸轮制作机械工作原理,设计制造了针对该零件凸耳圆球面的修整加工夹具 (见图3)。

图2 成形切根模
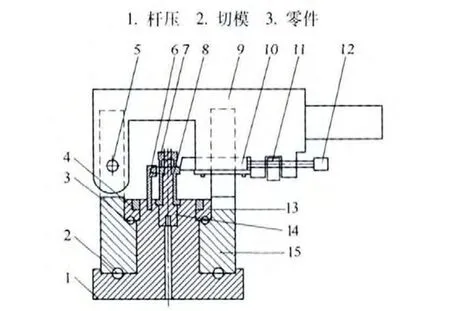
图3 凸耳圆球面修整夹具
其工作原理如下:是将零件置入工装夹具中,定位锁死。调整好铲刀或切刀,将刀杆沿夹具圆心(也是凸耳圆球圆心)做圆周切削运动,铲除多余量,至凸耳两侧根部。或是将切刀以圆为中心逐段做圆周上下切削运动,切除多余量,至凸耳两侧根部。利用这两种切削运动方式来替代人工修锉,达到修整的目的。此工装设计有可换的两种刀位,两种切削运动方式。
3.结语
通过对该凸耳圆球面加工工艺的优化进,效果比较明显,原需20来天现在只需要10来天,尺寸可得控制,给加工带来了极大的方便,更快捷、高效。
猜你喜欢
小火炬·智漫悦读(2022年2期)2022-03-01
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
金属加工(热加工)(2020年12期)2020-02-06
模具制造(2019年4期)2019-06-24
下一代英才(酷炫少年)(2017年3期)2017-06-15
腹腔镜外科杂志(2016年11期)2016-06-01
磁共振成像(2015年9期)2015-12-26
人生十六七(2015年13期)2015-11-16
Coco薇(2015年10期)2015-10-19
