
热轧带钢轧边过程中常见质量问题及预防措施
2014-11-07 07:59陈爱华
冶金设备 2014年2期
陈爱华
(中冶京诚工程技术有限公司轧钢工程技术所 北京100176)
1 前言
热轧带钢根据板带钢用途不同,对钢板、钢带提出的技术要求也各不一样,但由于其相似的外形特点和使用条件,其技术要求仍有共同之处,归纳起来就是“尺寸精确、板型好、表面光洁、性能高”。其中一个过程是轧边,即压缩轧件宽度。轧边可以通过轧制或者压缩来完成。本文通过在生产过程中轧边时出现的质量问题进行分析,指出原因,提出解决这些问题的具体措施和方法,对提高带钢合格率具有借鉴意义。
2 主要存在的质量问题
1)轧边过程中一个主要质量问题是在轧件的端部形成鱼尾,如图1所示。这是有平轧道次中凸起部分的纵向延伸引起的。鱼尾通常在精轧机前被切掉。,一般板坯宽度越大,切掉长度越大。切损长度随轧边辊直径的增加而减小。大压下量轧边增加了由于形成鱼尾而引起的切头损失。为解决这个问题,现提出一些方法。
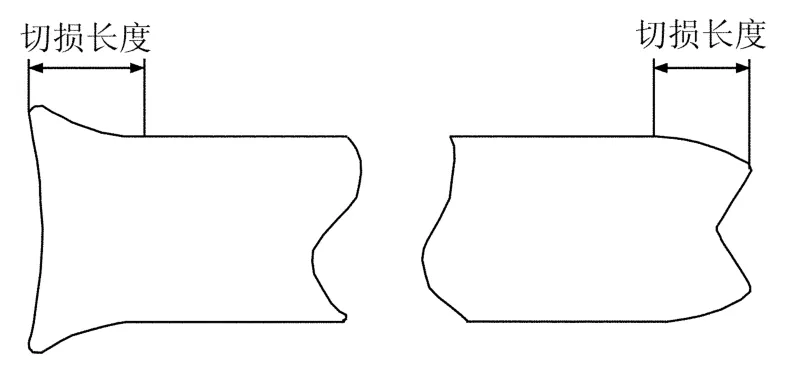
图1 两种形式的鱼尾
(1)利用凸形板坯。按照这个方法,用连铸机生产凸形板坯。当用平直的水平辊轧制这些板坯时,可以达到延伸板坯中部的效果,这就减轻了鱼尾。
(2)利用润滑轧制。在这个方法中,为孔型辊轧边期间提供润滑。由于轧制润滑减小了轧辊咬入的摩擦系数,所以狗骨的增长变小。
(3)凸形轧制。这个方法是指在轧边之前用凸形轧辊轧制部分板坯。为了适应各种板坯宽度,可使用轴向移动的锥形轧辊,如图2所示。
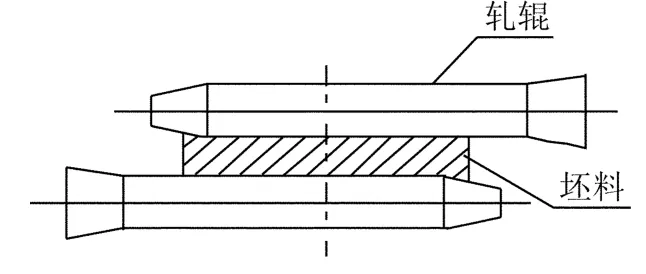
图2 凸形轧辊轧制
(4)加工板坯角部。这个方法包括在轧边之前,挤压板坯两端的角部,通过锻压或者轧制完成这种挤压。在板坯轧边之前,轧边锻压机挤压板坯头尾的角部。如图3所示,与通常的轧边相比,用这种方法板坯收得率提高达30%。
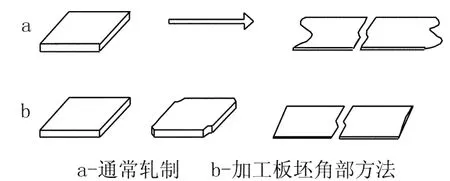
图3 板坯平面图
2)轧边过程中产生的板坯畸形主要有三种形式:
板坯横截面脱方;板坯扭曲;板坯边部重叠。
(1)板坯横截面脱方的主要原因是板坯的一侧上浮。一般,通过孔型辊或有底部辊环的锥形轧辊来防止这种情况,如图4所示。
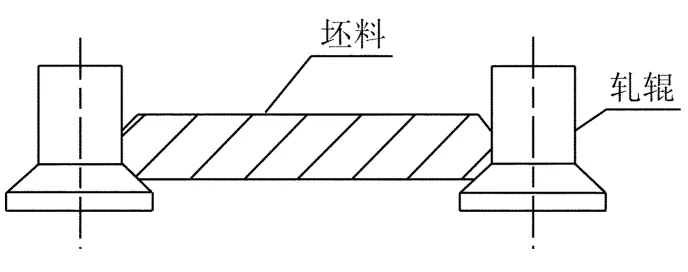
图4 底部有辊环的轧边机
(2)过量的宽度压下量可能导致板坯的扭曲。通常采用限制边部压下量的最大许可值来避免板坯扭曲。借助于支承辊和滑道可以增加这个许可值。图5显示了三种避免扭曲的系统,即用中心支撑、用两边支撑及用三点支撑。
另外一种方法通过把板坯放在一个转向辊上运输来防止薄板坯的扭曲,这时,板坯以一定的接触角度弯曲,薄板坯上施加前后张力迫使板坯靠在转向辊上。当板坯位于转向辊上方用锻压工具挤压时,保证了板坯的稳定性。如图6所示。
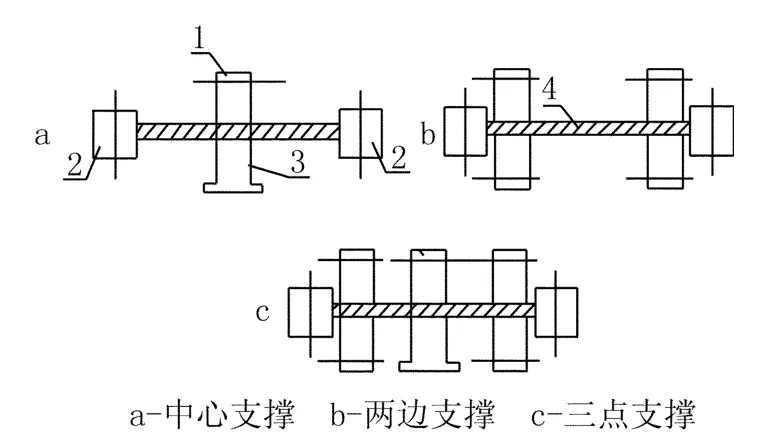
图5 防止扭曲系统

图6 防止薄板坯扭曲的方法
(3)板坯边部重叠也是常见现象,用V形轧辊可以防止这一点。图7所示:每个V形辊有一个平直部分和一个孔型部分,按照轧制条件,通过在垂直方向上同时移动两个V形辊,来选择工作部分。孔型部分用作倒角轧制,可以防止边部重叠。

图7 V形辊防止边部重叠
3 结束语
通过对带钢生产过程中轧边出现的质量问题进行分析,并提出解决和预防措施,在生产中取得了较好的效果,经过实践证明,这些理论和方法,对提高产品质量,提高产品合格率取得了较好的效果。
[1]张志臣.板坯立辊轧边过程的试验研究[J].太原重型机械学院学报,2003(2).
[2]刘慧,齐志新,王国栋,刘相华.不同形状立辊轧边变形的有限元分析[J].冶金设备,2004(2).
[3]马昊,喻海良,徐继山.森吉米尔轧机轧板板形与边部减薄预报研究[J].钢铁研究,2009(4).
猜你喜欢
山东冶金(2022年4期)2022-09-14
矿冶工程(2022年1期)2022-03-19
四川有色金属(2022年4期)2022-02-06
钢管(2020年5期)2020-12-22
山东工业技术(2019年1期)2019-02-08
重型机械(2018年6期)2019-01-07
中国医药指南(2019年21期)2019-01-07
商情(2017年38期)2017-11-28
冶金与材料(2015年5期)2015-08-20
中国重型装备(2014年4期)2014-08-08
