
玄武岩、玻纤、丙纶网络复合线的研制及其拉伸性能研究
2014-11-17 01:23刘双双裘柯槟徐珊珊祝成炎
丝绸 2014年9期
刘双双,田 伟,裘柯槟,徐珊珊,祝成炎
(浙江理工大学a.现代纺织加工技术国家工程技术研究中心;b.先进纺织材料与制备技术教育部重点实验室,杭州310018)
聚丙烯纤维俗称丙纶,具有比重轻、熔点低、耐化学腐蚀、热变形温度高等优良性能,同时具备加工工艺简单、成本低、价格便宜等优良品质。因此,丙纶非常适合用作热塑性复合材料的基体材料,与玄武岩纤维、玻璃纤维、碳纤维等增强纤维复合而广泛被研究和应用[1-3]。纤维复合的方式有很多种[4-5],一些学者采用非织造加工工艺将丙纶与玄武岩纤维复合制备复合材料[6];一些学者采用包缠复合的方式将增强纤维与丙纶复合[7]。这些研究都取得了重大进展,本文不再赘述。本文借鉴已有的研究成果,以玄武岩纤维、玻璃纤维为增强纤维,丙纶为基体纤维,采用喷气网络的方式分别将两种增强纤维与基体丙纶复合,制备不同体积比的玄武岩/丙纶、玻纤/丙纶网络复合线 对两种网络复合线进行拉伸指标测试,分析增强纤维的不同体积比对网络线拉伸性能的影响。通过本研究可以得到一种将增强纤维与基体丙纶复合的新方式,同时得到力学性能优良、加工工艺简单的网络复合线,为丙纶基纤维增强复合材料的研究提供新思路,奠定技术基础。
1 试验
1.1 材料与仪器
材料:玄武岩纤维(浙江石金玄武岩纤维有限公司),玻璃纤维(杭州泰克斯复合材料有限公司),丙纶(绍兴超特合纤有限公司)。原料规格及性能如表1所示。仪器 型高速络筒机改装喷气网络机(绍兴超特合纤有限公司),AL204-IC电子天平(梅特勒-托利多仪器(上海)有限公司),JSM-5610扫描电子显微镜(日本株式会社),INSTRON 3367电子万能材料测试仪(INSTRON)。
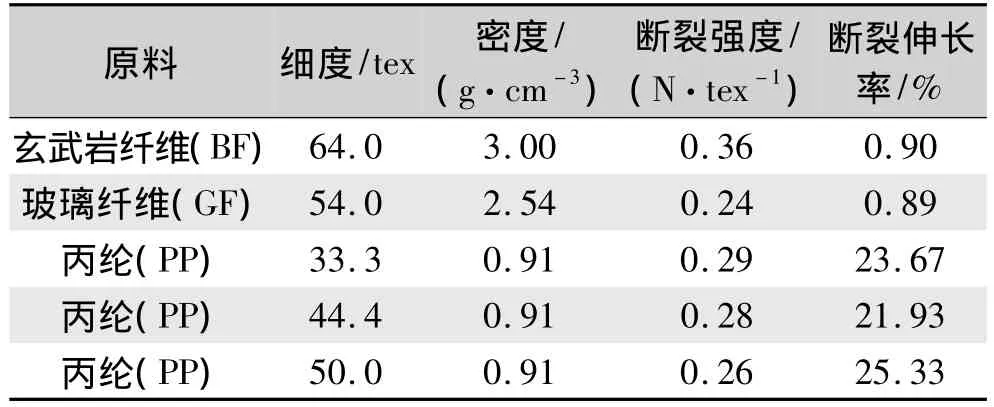
表1 原料规格及性能Tab.1 Specifications and properties of materials
1.2 方 法
1.2.1 网络复合线的研制
采用SDZ-108型高速络筒机改装而成的喷气网络机,按照表2中的复合方案制备玄武岩/丙纶网络复合线和玻纤/丙纶网络复合线。改装后的喷气网络机成纱原理如图1所示。将玄武岩纤维或玻璃纤维与丙纶长丝1以一定的比例进行无捻并合,依次通过张力装置2、喷气装置3、断头自停装置4、上油装置5,经导纱钩6缠绕在摩擦滚筒7上,对喷气装置3施加一定的气压,利用喷射气流作用,将两种纤维互相缠结,形成周期性网络点,制成喷气网络复合线。摩擦滚筒7经过传动带传动将网络复合线有序缠绕在其表面。其中,合理控制喷气压力是网络复合线成型品质的关键,既要保证两种纤维形成的网络复合线成型效果良好,同时保证增强纤维在喷气压力下不会损失太多,形成的网络复合线毛羽不要过多。

表2 网络复合线加工方案Tab.2 Processingscheme of the interlaced yarns
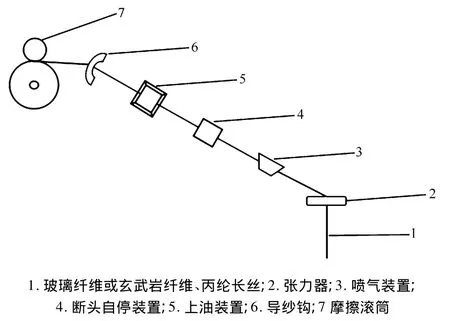
图1 改装喷气网络机成纱原理Fig.1 Schematic of the modified jetting interlacing machine
1.2.2 网络复合线细度及体积比测定
采用AL204-IC电子天平测定150 cm长网络复合线的质量,每种测量10次,取平均值。按照公式(1)计算两种网络复合线的实际细度,按照公式(2)计算每种纱线中增强纤维与丙纶的体积比。

式(1)中:Nt为网络复合线的实际成纱细度,tex;M为150 cm长网络复合线的质量平均值,g。
式(2)中:Nt1为玄武岩纤维或玻璃纤维的细度,tex;Nt2为丙纶的细度,tex;Nt同公式(1);M1为150 cm长玄武岩纤维或者玻璃纤维的质量平均值2为长丙纶的质量平均值,g;V1为玄武岩纤维或玻璃纤维的体积,cm3;ρ1为玄武岩纤维或玻璃纤维的密度,g/cm3;V2为丙纶的体积,cm3;ρ2为丙纶的密度,g/cm3。
1.2.3 网络复合线拉伸性能测试
采用Instron 3367万能测试仪对所制网络复合线进行拉伸性能测试,以获得不同复合比例网络线的拉伸性能指标。拉伸试验参照GB/T 7690.3-2013《增强材料纱线试验方法 第3部分:玻璃纤维断裂强力和断裂伸长的测定》进行操作。测试前,将试样放在温度为(20±2)℃、相对湿度为(65±3)%的恒温恒湿室调湿24 h[8]。测试条件:拉伸速度200mm/min。
2 结果与讨论
2.1 网络复合线成品分析
图2所示为网络复合线成品图。从图2可以看出,复合线成品均由开纤部和交络部组成[9]。增强纤维在复合线中呈伸直状态,而丙纶丝被吹散与两种纤维交叉缠绕形成周期性网络点,在网络点处,增强纤维被丙纶丝紧紧地交络在一起,形成比较稳定的纱线结构,同时,也能对增强纤维起到一定的保护作用,在一定程度上避免增强纤维在后续加工过程中的损伤,提高纱线的可织性。开纤部纤维在喷射气流的作用下相对松散,形成的网络线纱体比较蓬松,增强纤维与丙纶的混合效果也比较好。纱体中网络部与开纤部均匀分布,纱体基本没有毛羽,成型良好。
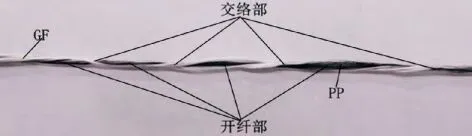
图2 网络复合线成品Fig.2 Finished product of the interlaced yarn
表3为网络复合线成品规格。由表3可知,采用喷气网络的方式制得的复合线实际成纱细度较理论细度有所减小,且随着增强纤维体积比的增加,复合线的细度损失越大,复合线中增强纤维的实际体积比较理论值也越来越小。分析其原因可知,玄武岩纤维和玻璃纤维较脆,在高速喷射气流作用下,极易产生脆断,断裂后的纤维在气流作用下被剥离纱体,复合线中增强纤维的比例越多,受到气流吹散的几率就越大,而丙纶长丝属于热塑性高分子材料,膨松,单丝细而柔软[10],在气流作用下不会产生脆断,反而在喷嘴的丝道内相互缠结 形成网络点 增强纤维被丙纶长丝紧紧地交络在一起,增强了网络复合线的成纱质量。因此,增强纤维的损失导致了复合线的实际细度减小,增强纤维的体积比也相应减小。成纱网络度是衡量成纱质量的关键指标,根据络筒速度和喷气压力而得,保证了所制网络复合线网络效果良好,同时成纱毛羽少,细度损失相对较少。
在传统互联网上,数据主要用来表示信息,核心要义是传播、复制和分享。随着互联网与实体经济融合的不断深化、大数据的兴起,数据正在资产化,资产正在数据化。现在的数据,很多已经是用来表示价值而不是信息了。数据表示价值,核心要义是所有权、控制和交易。
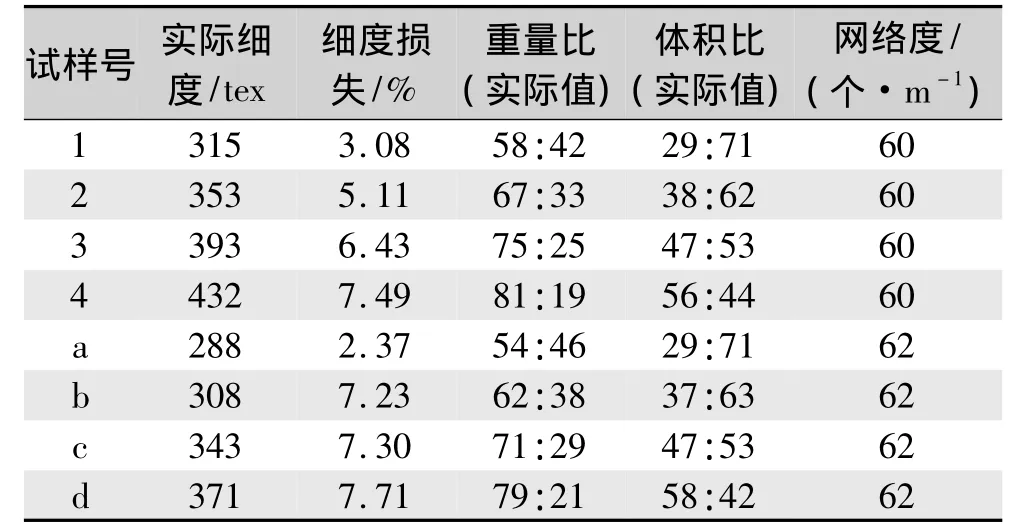
表3 网络复合线成品规格Tab.3 Finished productspecifications of the interlaced yarns
2.2 不同比例网络复合线的拉伸性能分析
2.2.1 不同比例网络复合线的强力曲线
图3、图4分别为不同比例玄武岩/丙纶网络复合线、玻纤/丙纶网络复合线的断裂强力。从图3、图4可以看出,两种网络复合线的强力曲线具有相同的变化趋势,即随着伸长的增加,两种复合线的强力逐渐增大,拉伸断裂后强力迅速减小,但仍具有一定的强力值,且随着伸长的继续增加有增大的趋势。分析其原因可知,网络复合线由增强纤维、基体纤维复合而成,交络处的增强纤维基本呈伸直状态,丙纶丝相互缠结在增强纤维上,增强纤维的初始模量大,断裂伸长率小,基体丙纶初始模量小,断裂伸长率大,在强力迅速增加的过程中,由两种纤维共同支撑复合线的强力,增强纤维断裂后,强力迅速下降,但基体丙纶没有完全断裂,且交络处的丙纶丝逐渐伸直,因此仍具有一定的强力值,且随着丙纶伸长的增加,强力又逐渐增大。同时也可以看出,纱线细度越大,断裂强力的值也越大,强力曲线的斜率越大。

图4 不同比例玻纤/丙纶网络复合线的断裂强力Fig.4 The breakingstrength of the GF/PP interlaced yarn with different proportions
2.2.2 不同比例网络复合线的拉伸指标分析
图5为玄武岩/丙纶网络线拉伸性能与玄武岩体积比的关系。从图5可以看出,随着复合线中玄武岩纤维体积比的增加,丙纶体积比的减小,复合线的断裂强度逐渐增加,断裂伸长率逐渐减小,两者变化的幅度逐渐趋于平缓。
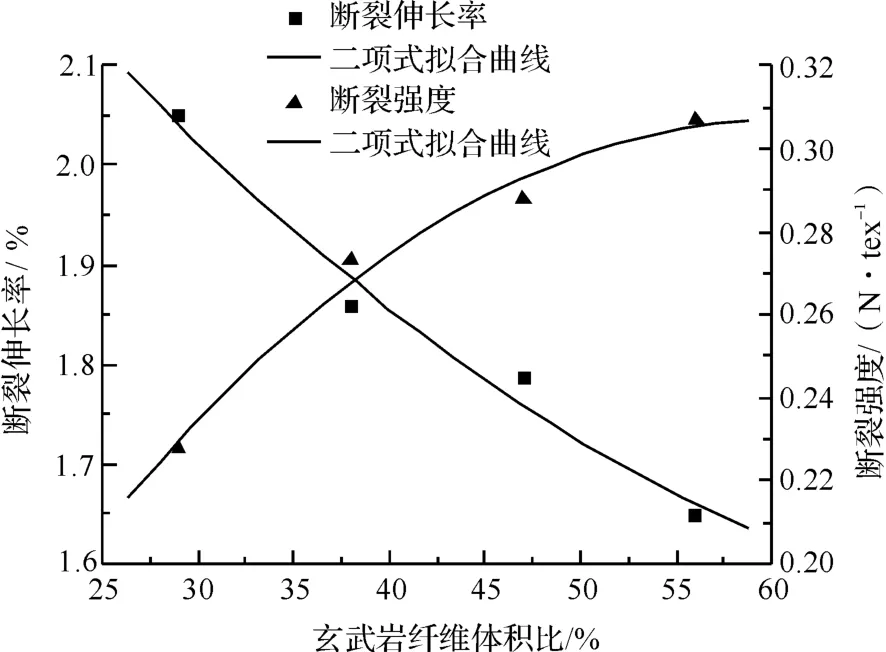
图5 玄武岩/丙纶网络线拉伸性能与玄武岩体积比的关系Fig.5 Relationship between tensile properties of the BF/PP interlaced yarn and the volume ratio of BF
以Y1和Y2分别表示玄武岩/丙纶网络复合线断裂强度与断裂伸长率,X表示复合线中玄武岩纤维的体积含量,得到纱线断裂强度与断裂伸长率的回归方程:

相关系数 R2=0.983 01

相关系数 R2=0.979
两种拟合曲线和回归方程的相关系数都大于0.975,可以得出拟合符合玄武岩/丙纶网络复合线断裂强度和断裂伸长率之间的关系,能够较好地反映复合线力学性能的变化趋势。
图6为玻纤/丙纶网络线拉伸性能与玻纤体积的关系。从图6可以看出,随着复合线中玻璃纤维体积比的增加,丙纶体积比的减少,复合线的断裂强度逐渐增加,断裂伸长率逐渐减小,两者变化的幅度也逐渐趋于平缓。
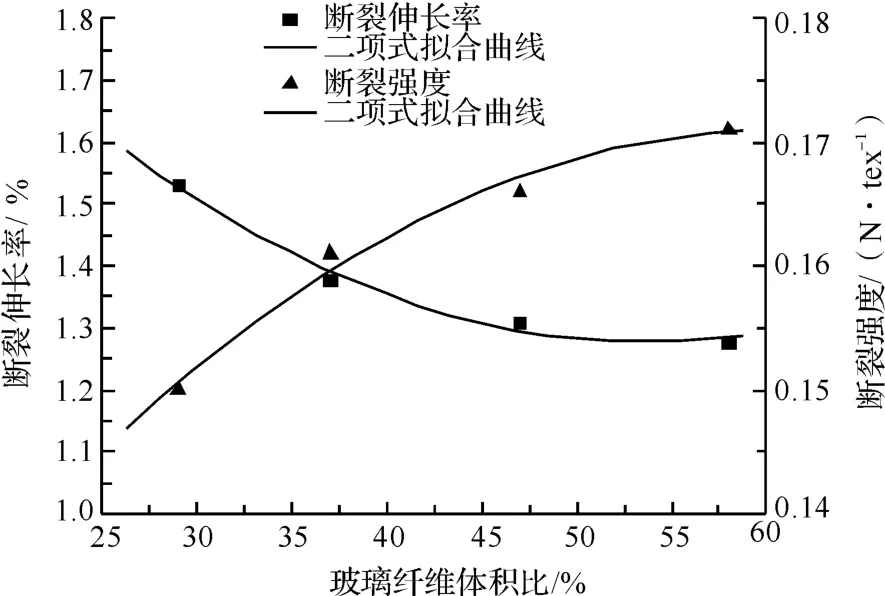
图6 玻纤/丙纶网络线拉伸性能与玻纤体积比的关系Fig.6 Relationship between tensile properties of the GF/PP interlaced yarn and the volume ratio of GF
以Y1和Y2分别表示玻纤/丙纶网络复合线断裂强度与断裂伸长率,X表示复合线中玻璃纤维的体积含量,得到纱线断裂强度与断裂伸长率的回归方程:
Y1=0.952 6+0.002 51 -2.092 8E-5X2
相关系数R2=0.98462

相关系数R2=0.989 33
同样地,两种拟合曲线和回归方程的相关系数都大于0.98,可以得出拟合符合玻纤/丙纶网络复合线断裂强度和断裂伸长率之间的关系,能够较好地反映网络复合线力学性能的变化趋势。
分析两种复合线的拉伸指标关系可知,两种网络复合线的拉伸性能主要由增强纤维决定,增强纤维的体积比越大,复合线的拉伸性能就越好。相同体积比的变化过程中,玄武岩/丙纶网络复合线的断裂强力、断裂强度变化幅度比玻纤/丙纶网络复合线相对较大,说明玄武岩/丙纶网络复合线的拉伸性能受玄武岩纤维体积含量的影响更大。
3 结论
以玄武岩纤维、玻璃纤维为增强纤维,以丙纶为基体纤维,采用喷气网络复合的方式研制了不同比例的玄武岩/丙纶网络线和玻纤/丙纶网络线,对所制纱线进行拉伸性能测试,分析了增强纤维的体积比对纱线拉伸性能的影响。得到如下结论:
1)采用喷气网络的方式制备的玄武岩/丙纶、玻纤/丙纶网络复合线实际成纱细度比理论细度有所减小,且增强纤维的体积比越大,复合线细度损失越大,增强纤维所占的体积比越小;
2)随着纱线伸长的增加,两种网络复合线的强力逐渐增大,拉伸断裂后强力迅速减小,但仍具有一定的强力值,且随着伸长的继续增加有增大的趋势;
3)随着网络复合线中增强纤维体积比的增加,丙纶含量的减少,两种网络复合线的断裂强力、断裂强度逐渐增加,断裂伸长率逐渐减小,且玄武岩/丙纶网络线的拉伸性能受玄武岩纤维体积含量的影响更显著。
综上所述,采用喷气网络加工技术将玄武岩纤维、玻璃纤维与丙纶复合,制备工艺简单,加工成本低廉。所制玄武岩/丙纶网络复合线、玻纤/丙纶网络复合线,交络部与开纤部均匀分布,纱体成型良好,力学性能优良,为制备丙纶基纤维增强复合材料提供了新思路。网络复合线纱体膨松,有利于直接热压制备复合材料时,熔融的丙纶充分浸润和包覆增强纤维,保证复合材料成型和结构良好,而优良的力学性能则保证了后续加工过程的顺利进行,结果具有一定的实际应用价值。
[1]黄蓉,龙海如.玻璃纤维丙纶混并纱纬编针织复合材料拉伸性能的研究[J].东华大学学报:自然科学版,2005,32(2):79-82.HUANG Rong, LONG Hairu. Astudy on the tensile properties of weft-knittedstructural composites fromglass fiber and PP commingled yarns[J].Journal of Donghua University,2005,32(2):79-82.
[2]刘晓晔,戴干策.麻纤维/玻璃纤维混杂增强聚丙烯复合材料的性能研究[J].塑料工业,2007,35(6):35-38.LIU Xiaoye,DAIGance.Study on property of jute(sisal)fiber/glass fiber hybrid reinforced PP[J].China Plastics Industry,2007,35(6):35-38.
[3]张宁,李忠恒,陶宇,等.长玻纤增强聚丙烯复合材料的研究[J].塑料工业,2006,34(12):29-32.ZHANG Ning,LIZhongheng,TAO Yu,etal.Study on PP composites reinforced by longglass fibre[J].China Plastics Industry,2006,34(12):29-32.
[4]王荣荣,马崇启,黄故.丙纶/玻璃纤维包芯纱的研制[J].玻璃钢/复合材料,2007(3):41-44.WANG Rongrong,MA Chongqi,HUANG Gu.Investigation of ploypropylene/glass corespun yarn[J].FRP/CM,2007(3):41-44.
[5]田伟,祝成炎.玻璃纤维/丙纶混杂3D机织物及其复合材料的研制[J].产业用纺织品,2003,21(12):6-9.TIAN Wei, ZHU Chengyan. Manufacturing of theglass fiber/polypropylene fiber 3D woven fabrics and their composites[J].Technical Textiles,2003,21(12):6-9.
[6]邱菊生,钟智丽,石磊,等.纤维组分比例对玄武岩/聚丙烯复合材料力学性能影响研究[J].天津工业大学学报,2010,29(1):23-26.QIU Jusheng,ZHONG Zhili,SHI Lei,etal.Research on influence factors on mechanical properties of basalt/polypropylene composites[J].Journal of Tianjin Polytechnic University,2010,29(1):23-26.
[7]叶飞,田伟,冯兆行,等.玻璃纤维/涤纶混杂热塑性机织复合材料的制备及其性能[J].纺织学报,2011,32(11):28-32.YE Fei,TIANWei,FENG Zhaohang,etal.Preparation and properties of GF/PET hybrid woven thermoplastic composite[J].Journal of Textile Research,2011,32(11):28-32.
[8]焦国彦,李艳清,许小池,等.PET/PTT双组份网络复合丝及其织物弹性研究[J].丝绸,2012,49(12):30-33.JIAO Guoyan,LIYanqing,XU Xiaochi,etal.Research on PET/PTT bi-component interlaced composite filament and elasticity of its fabrics[J].Journal of Silk,2012,49(12):30-33.
[9]邱华,葛明桥.网络加工参数对网络丝质量显著性影响的评价[J].合成纤维,2008(5):16-19.QIU Hua, GE Mingqiao. The influence of interlaced processing paraments on quality of interlaced yarn[J].Synthetic Fiber in China,2008(5):16-19.
[10]曾凡先,丁国强.丙/氨弹力网络丝的研究[J].武汉纺织工学院学报,1998,11(1):20-23.ZENG Fanxian,DING Guoqiang.Research of polypropylene/ammonia complexstretch yarn[J].Journal of Wuhan Textiles Institute,1998,11(1):20-23.
猜你喜欢
纺织科学与工程学报(2022年1期)2022-01-20
四川劳动保障(2021年9期)2022-01-18
纺织科学与工程学报(2020年2期)2020-07-15
今日农业(2019年15期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
小哥白尼(军事科学)(2018年2期)2018-05-25
化纤与纺织技术(2015年1期)2015-12-26
化纤与纺织技术(2015年1期)2015-12-26
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
现代纺织技术(2015年6期)2015-02-28
