上下游融合,促进PVC产业健康发展
2014-11-22 02:04赵永禄黄胜兵
中国氯碱 2014年11期
赵永禄,黄胜兵,李 波
(新疆中泰化学股份有限公司,新疆乌鲁木齐 830009)
自2000年以来,随着建筑业的迅猛发展、石油价格的持续上涨及PVC 的广泛应用,PVC 市场需求得到极大释放。尤其是2004年以后,呈现出膨胀式扩产模式。由于缺乏生产企业与下游加工的协同发展机制,加之下游加工行业对制品制定标准低,一味追求低成本,甚至有不合格产品涌入市场,导致PVC 产品处于中、低端应用领域。大量通用树脂同质化产品恶性竞争,专用料、特种树脂的研发缺失,PVC 品质持续降低,甚至社会上出现对PVC 制品安全卫生的质疑。目前,一些应用领域也在缓慢缩减,被其他材料如PP、PE、PET、铝制品等取代。整个PVC 产业面临亏损、停产、市场萎缩等危机[2],已经到了生死存亡的尽头。PVC 行业如何走出困境,找寻新的发展模式和方向成为国内各大氯碱企业关注的热点。
1 PVC 行业发展问题
1.1 重产能轻技术
中国PVC 厂家的发展大多属于快上蛮干型,为了抢抓机遇、追逐利润,部分厂家为加快项目建设进度而采用较为成熟的技术,鲜有引进新的工艺技术,更缺乏自主研发的突破性新技术,甚至有部分企业通过建厂圈占廉价矿产资源,其新建装置基本属于重复性建设。新技术的应用和研发需要大量的人力、财力和足够的经验积累,多数生产型企业不愿意也没能力开展持续性的研发工作。所以,PVC 行业虽然起步较PP、PE 等高分子材料早,但整体行业技术水平并没有得到大幅度的提升,科研工作滞后严重、科研水平较低,国内PVC 品质与国外发达国家差距较大,国内产能结构性过剩,仍然需要进口PVC 粉料的尴尬局面。
1.2 高分子、金属材料的冲击
国内PVC 树脂主要用途是制造管材、型材(塑钢门窗),其使用量占PVC 树脂总量的50%以上。以型材为例,PVC 具有低价、节能、隔音、易安装等优势。近年来,塑钢行业竞争模式混乱,各企业纷纷以中低端产品为主抢占市场,为了降低生产成本,减少抗老化剂用量或用其他廉价助剂代替,致使PVC 塑钢耐老化性严重不足;加大碳酸钙添加量,塑钢强度明显降低,后续安装内部钢衬厚度不达标、填充不紧密,导致塑钢抗风压强度不足;加之社会中对PVC产品毒害的不实宣传给消费者造成PVC 门窗不环保、品质差、档次低的不良印象;与之相比,铝型材自身美观度、抗风压、耐老化均优于塑钢,塑钢门窗市场受到了极大冲击。
传统UPVC 管材的最小要求强度和安全系数均高于普通的HDPE,同一管径达到同一性能,HDPE管只能通过加大壁厚来增加强度,管通径相应降低,加之PE 价格高,产品性价比远低于UPVC。但随着第三代的PE100、PE-RC 等牌号逐步投放市场,PE管的优势日益显现出来:(1)PE100管材强度大幅度提升,壁厚达到UPVC 标准,生产成本进一步降低;(2)PE 管韧性优于UPVC,其热熔焊接更加牢固;(3)非开挖技术在PE 管上的应用,使其施工成本降低,作业更加便捷、高效。造成UPVC 管与HDPE 管的发展竞争到了白热化阶段。
PVC 在软制品、膜制品方面主要用于PVC 包袋制品、热收缩包装膜、农用地膜、棚膜等。PVC 包袋由于成本低,阻气性能优于PE 塑料,透光性、光泽度、着色性、印刷性和热封合性能优异等特点,所占市场份额较大。但热收缩包装膜、农用地膜、棚膜等膜制品方面,由于PVC 膜制品耐低温较差、增塑剂迁移、耐候性缺陷等问题,逐渐被PE、PP、PET 等复合膜所取代,市场需求量逐年下降。
2 制约PVC 行业发展的原因
2.1 生产工艺及加工助剂限制
经过多年的技术引进和自身技术开发,国内各大氯碱厂生产的PVC 树脂氯乙烯残留均低于1×10-6,可满足卫生安全要求。但下游加工企业在加工过程添加部分助剂造成制品达不到安全卫生标准。其中PVC 软制品中添加的增塑剂是造成毒害性的重要因素,增塑剂种类多样,主要有邻苯二甲酸二辛酯、二癸酯等,均为环境雌性激素,对幼童的身体发育有极大的危害,且可向外迁移。另外PVC 塑料中的稳定剂也是制品的一个不安全因素,PVC 所用稳定剂大多为金属盐类,其中铅盐、镉盐和钡盐等都有较强毒性,不能用于供水、食品包装。
2.2 缺乏节能建材的推广
2013年PVC 树脂消费结构中,型材门窗占25.1%[1],成为PVC 用途最大的方面。PVC 型材门窗的保温隔热性能优于其他材料,其作为节能型建材具有不可替代的优势。据了解,中国建筑物耗能约占全国总能耗的27%左右,而门窗和幕墙的节能在建筑节能中的比例高达40%,对比金属窗的节能性,PVC 塑钢具有很大的市场开发潜能,金属窗与塑钢窗节能对比见表1。
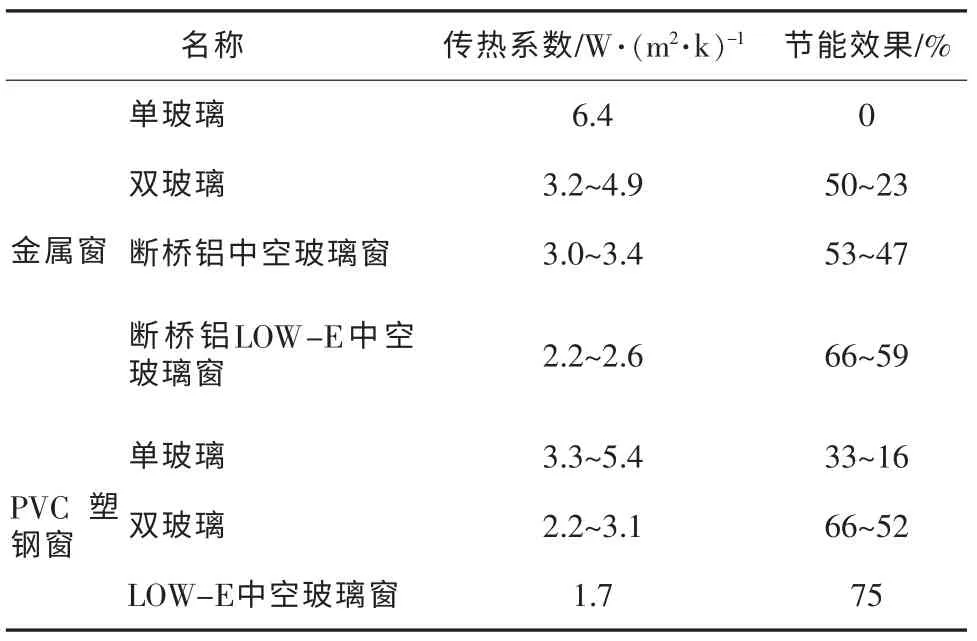
表1 金属窗与塑钢窗节能对比
为降低建筑能耗,中国根据地域不同,制定居住建筑节能设计50%和65%的节能指标。但近年来由于雾霾天气、空气污染、煤炭资源消耗、能源供应紧张等一系列影响,社会及政府更加关注建筑节能,部分省份相继出台日益严格的建筑节能标准。例如:新疆首个“七五”节能减排实施要求2014年8月起,部分地区即将推行居住建筑节能75%的设计标准。相对的窗户传热系数要求为1.7 W/(m2·k),而以前节能65%的设计标准中对应传热系数高至2.2 W/(m2·k)。按照乌鲁木齐现有7 000万m2既有建筑(包括民用建筑和公用建筑),其中窗户占建筑面积的30%计算,冬季采暖期按照室温度20 ℃,室外温度-20 ℃,采暖期180天估算:
节约用电Q=2.1×107×(2.2-1.7)×[20-(-20)]×24×180/103=18.144×108(kW·h)。按照每度居民电费0.55元,一年节约电费为:18.144×108×0.55=9.979 2(亿元)。
PVC 型材作为节能建材,逐渐会被社会和政府的认可,行政主管部门及PVC 加工行业也会加快对节能型材推广政策及产品质量的制定,同时积极做好质量监督及稽查工作,杜绝低质、不达标型材进入市场。PVC 上下游企业积极联合,加快技术研发进程,不断提升塑钢机械强度和美观性能,以优异的产品品质抢占高端市场先机。
2.3 未建立专料专用体系
近几年来,为提升产品竞争力,抢占市场份额,国内重点生产厂家竞相引进先进的生产技术,提升管理水平,PVC 树脂整体质量在短时间内得到了大幅度的提高。但因各厂家引进的釜型、设备、技术不尽相同,所生产的树脂虽然均为同一通用型牌号,产品的理化性能却存在一定的差异,后加工企业在使用不同厂家的同一牌号树脂时,出现质量波动,频繁调整配方的问题。这种现象暴露出行业内上下游结合不紧密,造成PVC 的一些性能不能较好的发挥作用,而另外一些性能却成了制品的短板。目前,一个通用型PVC 树脂牌号质量标准对应着产出型材、管材、管件、板材、薄膜及装饰材料等多种用途的产品。缺乏对不同用途PVC 制品加工过程中树脂质量性能特定要求的指标适应,制约了PVC 的应用拓展,限制了高品质产品的开发。
据此,建立差异化的树脂质量及性能指标体系,对推进PVC 树脂下游产品系列化、专用化、精细化的进程,提升企业市场竞争力,引导行业健康发展有着极其深远的意义。
3 应对市场变化,加大技术投入,提升企业发展水平
纵观PVC 行业多年的发展历程,各企业多以引进技术为主,无论是整体行业还是各个企业对技术创新的投入都很少,针对现有的发展状况,更应该加大技术创新的投入,提高企业核心竞争力,解决行业发展中遇到的问题,为企业可持续发展提供可能性。
3.1 无汞触媒的开发
汞触媒多年来成为行业诟病,一方面是国内汞资源紧缺,国外又禁售,造成汞触媒价格逐年上涨;另一方面汞及其化合物都是毒性物质,特别是汞的有机化合物毒性更大,致使电石法PVC 被医药、食品等行业拒之门外。
国内环保意识日益增强、汞资源紧缺、汞触媒价格逐年上涨等都直接影响了PVC 树脂成本,虽然各大氯碱企业已经开始通过大范围推广低汞触媒来降低生产成本,但低汞触媒的应用只是一个缓冲,需要行业最终实现的是无汞触媒。
所以,无汞触媒的研发成为PVC 行业健康发展的技术瓶颈,采用电石法的生产厂家普遍开始关注无汞触媒的研发,并加大投资力度,为行业整体的可持续发展提供强有力的技术支持。
3.2 分析电石法与乙烯法PVC 树脂差异
对应用领域而言,乙烯法PVC 使用评价优于电石法PVC,但国内80%以上PVC 均采用电石法生产,而国外则选择乙烯法。面对PVC 反倾销即将结束的当口,要继续保持国产PVC 树脂占领市场,不仅靠价格,还需努力提升电石法PVC 树脂质量达到乙烯法PVC 的应用品质。
针对2种生产路线,从生产工艺与市场应用情况2方面进行对比。生产工艺方面,主要是VCM 合成路线不同,造成VCM 中残留杂质种类、含量差异。电石法由于工艺中存在水洗、碱洗工艺,在精制冷凝后单体中残留水为500×10-6左右,单体纯度在99.95%左右。乙烯氧氯化法为裂解工艺,副产物多,但总量控制很低,残留水可以控制在100×10-6以内,单体纯度可达99.98%。水中溶有乙醛、HCl 等造成反应系统偏酸,而管线及设备中的铁锈溶于水中,造成单体二价铁含量增加,使得聚合反应体系不稳定、生成低聚合度产物,树脂热稳定性降低、产品色泽差等问题,直接影响加工品质。
为解决电石法VCM 脱水问题,可通过增加脱水工艺和加强生产调整来控制,脱水工艺现有固碱干燥和分子筛。二者效果对比如下:(1)固碱干燥投资费用较低,但VCM 含水可控制在300×10-6以下,无法进一步降低含水;(2)分子筛脱水,投资费用较高,相比固碱干燥工艺含水可降低至100×10-6以内。选择合适的分子筛成为技术攻关的关键所在,倡导企业投入精力研究和开发推广。
3.3 PVC 聚合体系的优化改进
3.3.1 优化釜顶冷凝器控制
为提升装置产能,新建项目均采用加装釜顶冷凝器的大型聚合釜,但各厂家对釜顶冷凝器的控制使用方面缺乏严谨的理论指导。重点是反应期间冷凝器投运时间点,及冷凝器换热量占总反应放热量的比例两项控制参数,将会对PVC 树脂质量造成哪些不利影响,所以各企业需要根据自身的生产经验,找出增加产能和稳定质量二者之间的平衡点。
3.3.2 回收单体精制
对于回收单体的精制,部分厂家已有该技术,考虑到运行成本等方面未实现行业的全面推广。回收单体中的助剂残留物、阻聚剂、自由基、乙醛等直接影响到下一釜的树脂品质。残留的自由基易造成系统管线自聚,影响装置安全平稳运行,致使生产的产品“鱼眼”增加;而乙醛等将直接影响PVC 聚合物的分子量分布及热稳定性。阻聚剂的存在虽然解决了系统内自聚的问题,但加入量控制不好将对聚合引发造成延迟的不良影响,增加系统引发剂的消耗量。所以,进一步提升树脂品质,必须对回收单体进行精制处理。
新建回收精制系统时,在条件允许的情况下,尽量采用独立的回收气柜、压缩冷凝、精馏系统,避免含有自由基及阻聚剂的聚合回收VC 气对VCM 精馏造成影响。
3.3.3 增加纯水脱氧
氧对PVC 树脂品质有较大的影响,主要表现如下:一方面反应过程中产生酸性物质改变了体系的pH 值,进而影响PVC 树脂的颗粒形态和粒径分布,使PVC 树脂的表观密度降低,吸油率增加;另一方面聚氯乙烯的自由基降解发生氧化反应,所生成的过氧化物中,过氧自由基易夺取PVC 大分子自由基中的氢原子,生成过氧化物,它易分解生成大分子烷氧自由基,最后导致大分子断裂,产出低聚合度产品,热稳定性降低。
目前,国内PVC 聚合工艺均采用密闭系统,唯一携带氧的就是纯水。而纯水脱氧工艺有负压气提、氮气循环和加热除氧,一般氧含量指标会控制在2×10-6~5×10-6,同时要确保氧含量的稳定。
3.4 增加树脂分析方法,建立树脂性能评价体系
行业内PVC 树脂的分析依照现有国标进行对标管理,各厂家凭借现有的设备技术,均可达到优级品的标准。但下游加工厂家对各企业的树脂评价不一,究其原因还是国标无法全方位对树脂内在质量和品质进行表征。因此,建立更加科学的PVC 树脂性能评价体系,显得尤为重要。再者,对于各企业来说,通过新标准的建立,寻找出与国内外企业差距,明确质量改进目标,推进全行业的PVC 树脂质量提升具有现实意义。
4 建立专用料体系,调整产业结构
为适应市场发展需求,拓展PVC 树脂用途,企业急需建立相应的专用料体系。专用料大致分为两大类,一类以现有通用树脂为主,通过细化国标,增加部分物化性能指标参数,建立分别用于型材、管材、透明片、软制品、薄膜等各类产品的产品质量标准。第二类主要以特殊用途为主,发展掺混树脂、交联树脂、超高聚合度树脂、高抗冲树脂等特种树脂。通过上述专用料体系的研究开发,发挥产品的专有特性,形成上下游原料及产品一一对应体系,稳固现有市场,进一步拓展PVC 用途,实现产业结构转型升级。
4.1 建立通用树脂专用料体系
通用树脂专用料指标[2]主要以现有国标及下游加工关系比较密切的物化性能为主,通过对下游客户的产品加工需求进行分析,制定出对应的质量标准,并对现有生产工艺改进全面实现质量提升。最终实现上下游企业紧密结合,互利共赢。
4.1.1 硬制品应用领域的指标确定
PVC 硬制品主要有型材、管材、管件、透明片等,占PVC 树脂使用总量的63%以上。其中管材、型材加工使用通用SG-5型树脂,加工设备为双螺杆挤出机,配方成熟,易于加工。管件、透明片则使用SG-7/8型树脂,为螺杆注塑加工,由于PVC 相比其他材料流动特性较差,注塑适用范围受到很大的影响。
4.1.1.1 型材专用料
型材加工重点考虑制品产品色泽、机械强度、加工流动性、产品耐候性。而对应PVC 树脂质量标准具体如下。
(1)粘数(聚合度)适中,牌号选择SG-5,偏向于SG-4型。因为高粘数(聚合度)可以保证产品具有优异的机械强度和耐候性。但粘数过高,其熔融指数相应升高,树脂加工性能降低,无法保证模具的填充效果。
(2)表观密度较高,高表观可以保证树脂与其他加工助剂的均匀混合,对于型材挤出、PVC 塑化及制品的机械强度都有很大的帮助。但过高的表观密度造成吸油率降低,易造成塑化效果差,助剂吸附混合不均匀等问题,反而影响了产品的质量。
(3)颗粒粒径适当,径距接近1,为提升树脂流动性,树脂颗粒平均粒径以150 μm 左右较为合适。径距接近1,颗粒比较规整,提升混料均匀度和加工效率。
(4)老化白度要高,优异的老化白度反映出树脂的热稳定性好,有利于型材加工色差控制及制品耐候性的提升。同时,也可降低后加工稳定剂的加入量,节约生产成本。
(5)挥发分控制适当,挥发份主要为树脂内部残留水分,控制太低,树脂静电积聚明显,容易产生团聚现象,造成加工混料不均,制品机械强度差。而挥发份太高,在加工中易出现气泡等问题,影响制品合格率。
4.1.1.2 管材专用料
管材可以看作型材的一种,所以对PVC 树脂的指标要求基本与型材类似,但考虑其加工特点及产品要求,对以下指标要求有所区别。
(1)粘数选择稍低,牌号选择SG-5,但具体树脂更加偏向于SG-6型。管材模具简单,随着管径增加,横截面增大,需要提升挤出速率,所以对树脂的熔融指数要求稍高,在选择粘数时,适当考虑低一些。
(2)表观密度更高,由于管材要求很高的挤出速度,对于加工混合性能和树脂的流动特性有着极高的要求,所以在表观密度方面较型材稍高为宜。
4.1.1.3 管件专用料
管件加工是注塑成型,所以在选择树脂性能方面主要以良好的加工性能为主,满足产品所需的机械性能。具体指标如下。
(1)粘数偏低,牌号为SG-7型,但偏向SG-8型。低聚合度树脂具有较高树脂熔融指数,加工过程中,减少PVC 分子范德华力及分子缠绕力,降低挤出注塑产生的阻力,提升树脂加工性能。
(2)表观密度要求高,由于注塑加工对树脂流动性要求较高,相应表观密度要求高,而高表观密度限定了树脂的吸油率指标低于型材及管材指标。
(3)颗粒粒径粗,径距接近1,SG-7型树脂相对SG-5型树脂颗粒直径小一些,为保证良好的注塑效果,粒径集中在135 μm 左右,而径距相对于型材更加接近与1,保证良好的颗粒规整性。
(5)热稳定性能好,由于注塑过程中要求注塑速度不能太快,以保证模具内填充效果良好,树脂受热时间长,要求树脂具备较好的热稳定性。
(4)吸油率相对高,由于注塑生产需要添加少量的增塑剂,来提升树脂加工性能,所以吸油率指标相应要求高一些。
(6)挥发份控制与型材及管材要求基本一致,避免团聚现象发生。
4.1.1.4 透明片专用料
硬质透明片材的加工使用的SG-7性树脂为主,加工工艺为螺杆挤出压延成型工艺,制品要求有一定的机械性能外,重点是产品的透明性和“晶点”两项指标。所以指标要求与以上几种材料均不相同,具体如下。
(1)粘数选择偏高,透明片材的加工设备为螺杆挤出和压延工艺,对树脂的加工性能要求低于注塑加工,提高粘数可以保证更好的产品机械性能。
(2)分子量分布窄,树脂分子量分布过宽会造成制品“水波纹”现象,影响制品外观,同时降低制品机械强度。
(3)鱼眼数低,在透明片生产中称为“晶点”,高的鱼眼数直接影响后加工成本和透明片光泽度和透明度,该指标尽可能的控制至最低。
(4)老化白度高,较高的老化白度对制品的透光性有很大提升,可降低后加工的添加剂的添加量,节约生产成本。
(5)减少树脂颗粒外层包裹皮膜,聚合反应中投加的分散剂最终与树脂结合在表面形成一层皮膜,由于分散剂透光性与PVC 不同,造成制品透光性不均一,影响外观。
(6)老化白度指标反映了树脂的初期着色性能,因此,它的高低对制品的透光性将产生影响。
4.1.2 软制品应用领域的指标确定
市场中软制品主要以SG-3型树脂生产的电缆、透明膜,2种产品对PVC 树脂的指标要求基本一致。
(1)粘数选择偏高,以选择SG-3型,偏向于SG-2型。由于电缆及透明膜均要在室外环境进行使用,对于耐候性有极高的要求,所以应尽量选择高聚合度。
(2)鱼眼数极低,在透明膜制品中,鱼眼将变成“晶点”,造成产品次品率高。由于鱼眼的存在易造成电缆击穿事故的发生,所以对于鱼眼指标要求较为严格。
(3)老化白度高,较高的老化白度对透明膜制品的透光性有很大提升。而电缆使用过程极易发热,所以耐热性要求高是必然的。
(4)杂质粒子极少,杂质粒子造成的危害同鱼眼一样,所以指标应该控制极低。
4.2 建立特种专用料体系
国内各企业基本以生产通用树脂为主,受产能过剩、房地产市场萎缩等影响,造成PVC 树脂价格持续下跌,企业出现生存危机。但2013年国内进口PVC 树脂粉料九十二万吨左右。从国内市场的树脂滞销停产,部分树脂仍需进口的僵局可以看出国内高附加值、特种专用树脂市场潜力很大,但各厂家由于技术能力和市场环境等限制,很少有企业涉足特种专用料的生产。
为走出企业困境,各大企业应适当投入特种专用料的研究,建立特种专用料体系,为企业寻找新的盈利突破口[3]。
5 PVC 行业的未来发展
在塑料应用领域迅速拓展的今天,绿色、低碳、可持续发展的理念日益深入人心,“以塑代木、以塑代钢”必将成为趋势。PVC 塑料制品具有质量轻、耐腐蚀、耐冲击性好、绝缘性好、导热性低、设计空间大、制造成本低、可循环、可再生等独特优势,使其将继续发挥着不可替代的作用。同时,中国人均塑料消费量与世界发达国家相比还蕴含极大潜力,行业整体还有较大的发展空间,同样期待政府在政策上给予更好的支持和引导,避免再次走入盲目扩产、低价同质的发展误区。
5.1 上下游产业协同发展
当前,PVC 企业发展和生存遇到了极大的挑战,表象是产能结构过剩,纵观PVC 上下游发现也面临同样困境,究其本质是产业链产品同质化恶性竞争。PVC 受到经济运行环境和逐渐被取代的双重打击,市场不景气对上下游企业的重创也不可忽视,最为重要的是整个行业欠缺技术创新能力和长远的全局发展战略。因此,如何提升整个产业的技术创新能力,规划行业未来发展模式及方向是行业能否健康发展的关键。建立PVC 产业联盟机制,上下游精诚联合及时共享市场信息,可以减少上下游企业摩擦,进而消除供销壁垒,最终达到产品应用领域不断扩大。
5.2 树立PVC 绿色环保理念
PVC 树脂本身是无毒的,由于过去工艺技术落后、有毒害性加工助剂的添加造成PVC 树脂在诸多应用领域受到限制,在消费者心中打上了有毒害的烙印。随着企业科技创新能力的增强,各类新技术、新工艺被广泛应用,无毒害助剂也相继问世,例如:代替DOP/DBP 等增塑剂的合成植物酯,代替复合铅盐稳定剂的钙/锌稳定剂,以上措施完全可为PVC行业绿色发展道路扫清障碍,渴望的是上下游联合推动,共建绿色环保PVC 新标准。
6 结论
面对目前国内PVC 行业大而不精、应用领域缩小、市场萎缩的问题,如何解决行业危机,推动产业转型升级、实现行业健康发展已经迫在眉睫。各企业不能仅仅依靠国家缓解产业过剩问题,更不能抱着硬撑、死撑的态度,应积极主动找寻解决办法,从上下游结合建立产业联盟、开发PVC 专用料、生产多样特种PVC 树脂、拓展市场应用新领域、加快企业转型升级、响应市场应用需求等多方面多途径入手才能提升整个行业的发展水平,推动企业健康发展。
[1]张 淼.2013年全球PVC市场回顾及2014年展望[J].聚氯乙烯,2014,42(6):1-6.
[2]薛之化.国外PVC生产技术最新进展[J].聚氯乙烯,2012,40(1):1-13.
[3]薛之化.国外典型PVC特种树脂的制备与用途[J].第34届全国聚氯乙烯行业技术年会论文专辑.2012:1-29.
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
阅读(快乐英语高年级)(2021年11期)2021-03-08
上海建材(2021年5期)2021-02-12
船舶标准化工程师(2020年1期)2020-06-12
中国建筑金属结构(2019年4期)2019-05-15
中国盐业(2018年18期)2019-01-14
中成药(2017年6期)2017-06-13
山东工业技术(2016年15期)2016-12-01
汽车零部件(2015年1期)2015-12-05
中成药(2014年7期)2014-02-28