
玻璃钢美化通信塔的制造工艺及质量控制
2014-11-26 03:12杜文甫
机械制造 2014年2期
□ 杜文甫
浙江宁远塔桅制造有限公司 浙江绍兴 312000
玻璃钢美化通信塔是使天线能够传输无线电波的一种柱状或面状装载塔体,具有美化环境、隐蔽天线、防腐、施工快捷、维护方便等特点,是适应人口密集、排斥钢结构通信塔的一种塔体,目前已经广泛应用于中国移动、中国电信等运营商的通信塔中。常见外观有方柱型、圆柱型、广告牌型、水箱型、空调外机型等。
1 塔的制造成型工艺及材料机械性能
1.1 制造成型工艺
目前,玻璃钢成型工艺有几十种,按工艺原理分主要有:手糊成型、喷射成型、缠绕成型、模压成型、反应注塑成型、连续拉挤成型、计算机数控缠绕成型等[3]。结合美化通信塔产品的特点,一般采用手糊成型工艺和连续拉挤成型工艺。
手糊成型是用不饱和聚酯、环氧树脂等室温固化的热固性树脂,将玻璃纤维及其织物等增强材料结合在一起的一种无压或低压成型方法[4]。此工艺方法具劳动强度大、生产率低、质量不稳定、生产环境差等缺点,但由于操作简单、专用设备少、适用性强,所以是目前玻璃钢行业最流行的一种工艺。
拉挤成型是通过牵引装置的连续牵引,使纱架上的无捻玻璃纤维粗纱、毡材等增强材料经胶液浸渍,通过具有固定截面形状的加热模具,在模具中固化成型,并实现连续出模的一种自动化生产工艺。此工艺方法具有效率高、机械强度高、质量稳定性好等特点,但一般只适合形状单一或板状类产品的制造。目前,大多数制造商都开始采用拉挤成型工艺。
1.2 制造程序
1.2.1 手糊成型工艺
手糊成型工艺目前技术很成熟,在玻璃钢美化通信塔制造过程中,采用的是低压成型法,材料为不饱和聚脂树脂,该类树脂在固化过程中仅排放相当少的低分子聚合物,对树脂性能的基本要求是流动性能好,易浸润玻璃织物,此外,在树脂中加入一定量的(树脂量的1%-5%)触变剂,可减少树脂在垂直面上的下流[5]。
生产工艺程序:模具清洁→配料→胶衣制备→玻纤与树脂糊制→固化→脱模→加工与修饰 (打磨、修边、上漆)→成品。
上漆工艺:打毛→刷红灰底漆→水磨→打底漆→涂环氧腻子→水磨→打底漆→上漆罩光。
在塔的制造程序中,糊制、固化两个环节尤为重要,首先它直接影响制品的表面光洁度和机械强度,其次是脱模时间,在常温下应至少保证24h(聚酯树脂时间),为节约时间,在60~80℃时可缩短为3~5 h。但由于美化通信塔在室外受强风、大雪等自然环境影响,对制品的机械强度要求较高,一般要求脱模后还需要继续固化15d(聚酯树脂时间)左右以达到最高强度。
手糊成型工艺适合形状较复杂、非定型的产品,所以它适用于多品种、小批量且不受制品种类和形状限制的玻璃钢美化通信塔的制造成型工艺。
1.2.2 拉挤成型工艺
玻璃钢美化通信塔具有柱状或面状的形态,拉挤工艺具有明显的优越性,其次,由于拉挤工艺是一种自动化连续生产工艺,与手糊成型工艺相比,生产效率更高,而且拉挤制品的原材料利用率也是最高的(一般可达95%以上),所以此种工艺非常适合该塔的制造生产,其生产工艺为:模具清洁安装→穿纱→配料→模具预热→预成型→引出→固化→切割→加工与修饰 (打磨、修边、上漆)→成品。
拉挤成型工艺在模具中属固化成型,是实现连续出模的一种自动化生产工艺,因此它具有零件生产效率高、质量稳定、沿拉挤方向强度较高等特点,但前期投资大,对人工操作水平的要求高,一般只适合形状单一或板状类的产品,所以它适用于大批量、形状简单的美化通信塔制造。
1.3 玻璃钢机械性能
由于玻璃钢的机械性能与其成型方法、工艺水平、原材料等有很大关系,不同厂家的产品在机械性能上有所不同。通过我公司试验检测不同厂家提供的样品(4 mm厚玻璃钢板),得出玻璃钢机械性能,见表1。
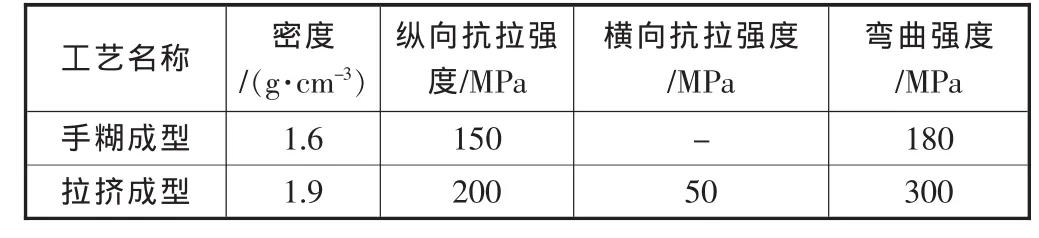
表1 玻璃钢机械性能
2 玻璃钢美化通信塔的质量控制
对该塔产品质量的控制,首先是模具。好的玻璃钢模具要能满足产品尺寸的精度;还要根据产品使用性能和环境,满足它们的结构力学性能、机械性能和防腐性能的要求;在外观效果方面,要有好的光洁度、平顺度、均厚度[6],此外,还要考虑技术人员、原材料厂家、成型工艺设备等因素。
2.1 人为因素
由于手糊成型工艺基本为手工进行,劳动强度大、生产环境差,受人的因素影响大,产品通常会带有“情绪化”,所以具有生产效率低、质量不稳定等特点。在实际生产过程中,应考虑工人的疲劳强度、防护品配给、技能培训、产品结构的力学知识等,有必要时还须考虑工人的心理情绪等因素,使制作质量得以保证。拉挤成型工艺由于通过机械自动化完成,只需要人为保证玻璃纤维、毡材等增强材料给配比和彻底被胶液浸渍后进入模具,做好机修检查以保证设备正常运转即可确保制作质量。
2.2 材料因素
玻璃钢美化通信塔一般用于室外,受环境因素影响较大,一般要求具有很好的耐候性及抗龟裂性。玻璃纤维的选用直接影响抗龟裂性,树脂的选用直接影响耐候性,故选择合适的材料完全能决定产品的质量。制造玻璃钢美化通信塔的增强材料通常采用无碱或中碱玻璃纤维及其织物,基体树脂通常采用不饱和聚酯树脂或环氧树脂,并要加入适当的助剂。
2.2.1 玻璃纤维
玻璃钢美化通信塔的制造工艺中所常用的玻璃纤维包含中碱、无碱两种类型,首先是选用无碱玻璃纤维,并在制作过程中对结构受力集中及转角处增加玻璃纤维层数以解决强度问题;其次对玻璃纤维的纱线排布方向进行合理调整,让其产品结构在受拉或受压的方向尽量没有接头,当不能避免接头时一般采用穿线扎接式处理,也可以采用搭接式,这样能有效保证产品的强度及避免龟裂的产生或加剧。
2.2.2 树脂
常用树脂分为不饱和树脂和饱和树脂两大类,因美化通信塔制作过程中要求流动性能好,易浸润玻璃织物,所以采用不饱和树脂,不饱和树脂又分为邻苯型和间苯型两种。由于该塔常用于室外,具耐候性特点,尤其是紫外线 (由阳光产生)对树脂有很强的分解作用,树脂分解后,玻璃钢强度、刚度等机械性能会严重下降,故塔应采用耐腐蚀较好的间苯型树脂。另也可以通过在树脂里添加紫外线吸收剂(助剂)的方法来增强树脂的耐候性。
2.3 成型工艺设备因素
在玻璃钢制造成型中,不管是手糊成型工艺还是拉挤成型工艺,如何选用设备会直接影响产品的合格率,比如:气泡量和预压力的控制。手糊成型工艺都是在常温下制作,主要设备为辊轮和毛扫,其和气泡量的产生和控制有直接关系;拉挤成型工艺具有模具加热固化的过程,不易产生气泡且预压力也可以恒定控制,因为拉挤成型工艺只要工作人员在进模口处理好树脂与玻璃纤维的配比和进给量,几乎不产生气泡,而且拉挤成型本身具有挤压和匀速挤出量特点。所以手糊成型工艺的设备因素就显得尤为重要。
手糊成型工艺中毛扫是分布树脂的主要工具。工人在操作中用得恰当,毛扫产生的小气泡就少,用得不好,毛扫就是制造小气泡的工具,所以在操作前就应选好毛扫(毛要齐、毛根要直)。
辊轮是排泡的主要工具,它不但要把气泡排出来,还要负责把纤维压紧密,把满足纤维浸透后多余的树脂滚压出来,使其模具树脂与纤维比相差越小越好,这也就是提高玻璃钢模具和玻璃钢产品质量的一个很重要措施,如从市场上买到的辊轮造型设计是横条状,这就变成了气泡收割器,不能把气泡排出来,也不能把多余的树脂滚压出来,就更谈不上减少树脂与纤维比,那么玻璃钢产品的质量就难以保证。
3 结束语
通过对玻璃钢的特性和制造方法、工艺程序、实际机械性能、原材料、质量控制的分析研究,并结合玻璃钢美化通信塔的特点和使用要求,以拉挤成型工艺为主、手糊成型工艺为辅作为该塔制造的解决方案。随着通信运营商的网络建设加快,以绿色、节能的玻璃钢为原材料的塔将会大批量被采用。在注重制造工艺的同时,更应该关注国家政策,结合社会实际发展状态,在技术合格的前提下满足社会的长远发展需要。
[1] 编委会.最新玻璃钢与玻璃钢制品创新配方设计与生产加工新工艺、新技术、新材料应用及质量检测技术新标准实用手册[M].长春:银声音像出版社,2006.
[2] 刘凤梅,程新选,刘锦州.玻璃钢中型轿车壳体生产工艺[J].河南科技,1993(12).
[3] 蔡建.玻璃钢成型技术[J].工程塑料应用,2003,31(2).
[4] 李国莱.合成树脂及玻璃钢[M].北京:化学工业出版社,1989.
[5] 孙锁泰,朱步银,李向红.玻璃钢水箱的研制和受力分析[J].江苏理工大学学报,1994,15(6).
猜你喜欢
煤气与热力(2021年3期)2021-06-09
中国酿造(2019年9期)2019-10-08
电线电缆(2018年4期)2018-08-31
中华诗词(2018年12期)2018-03-25
浙江工业大学学报(2017年5期)2018-01-22
核技术(2016年4期)2016-08-22
设备管理与维修(2016年7期)2016-04-23
河南科技(2014年10期)2014-02-27
河南科技(2014年8期)2014-02-27
