
三元复合驱转油站加热炉火管开裂原因分析
2014-11-29 08:03何树全
石油化工腐蚀与防护 2014年5期
何树全
(中国石油天然气股份有限公司大庆油田工程有限公司,黑龙江 大庆 163712)
随着我国油田相继进入三次采油阶段,以氢氧化钠、石油磺酸钠、聚丙烯酰胺为驱替物的三元复合驱油技术,作为提高原油采收率和增加原油产量的一项重要措施,越来越受到人们的重视[1]。
然而,与传统水驱相比,这种新型采油技术加剧了对脱水转油站火筒式加热炉的破坏[2]。以某站为例,该站于2012 年10 月18 日正式投产运行,2013 年3 月三元液上返后,站内5 台二合一火筒式加热炉相继出现故障,7 个月内共出现9次故障,故障率为每年2.7 次/台,其中火管开裂失效6 次,占故障率的67%,尤其是2013 年10 月14 日至当年11 月6 日,在不足1 个月时间内,3台加热炉火管接连发生开裂泄漏,严重影响了正常生产。
在对站内5 台加热炉细致调查的基础上,下面针对开裂失效现象最严重的3 号加热炉火管开展失效分析。通过对加热炉工艺及设备概况、工艺条件、输送介质、事故发生过程等要素进行全方位的调查,获取与加热炉火管失效的相关信息,为失效原因分析提供必要的线索;通过对材质、腐蚀产物、裂纹及断口的分析,进一步明确了加热炉火管开裂失效的原因,并提出了改进措施。
1 现场调查
1.1 加热炉工艺及设备概况
某厂转油脱水站站内共有5 台火筒式加热炉,于2012 年10 月18 日正式投产运行。加热炉技术参数见表1。

表1 火筒式加热炉技术参数Table 1 Technical parameters of fire cartridge heater
加热炉火管直径0.8 m,由钢板卷制焊接而成,全长9.74 m,分前、中、后三段,材质为Q245R和15CrMoR。其中管前段2.30 m 及后段5.64 m,材质为Q245R,壁厚12 mm;中段1.80 m,材质为15CrMoR,壁厚14 mm。火管前段铺设了耐火砖衬层(见图1)。

图1 加热炉火管内部结构Fig.1 Inner structure of fire tube of fire cartridge heater
每台加热炉有2 根火管,设有6 个测温点,具体位置如图2 所示。测温结果表明(见表2),加热炉火嘴火焰高温处主要集中于耐火砖段,而这段又受耐火砖保护,热量没有传递出去,所有热量都累积到耐火砖后缘外火管壁传递,因此,脱离耐火砖保护的火管中段前端温度最高。
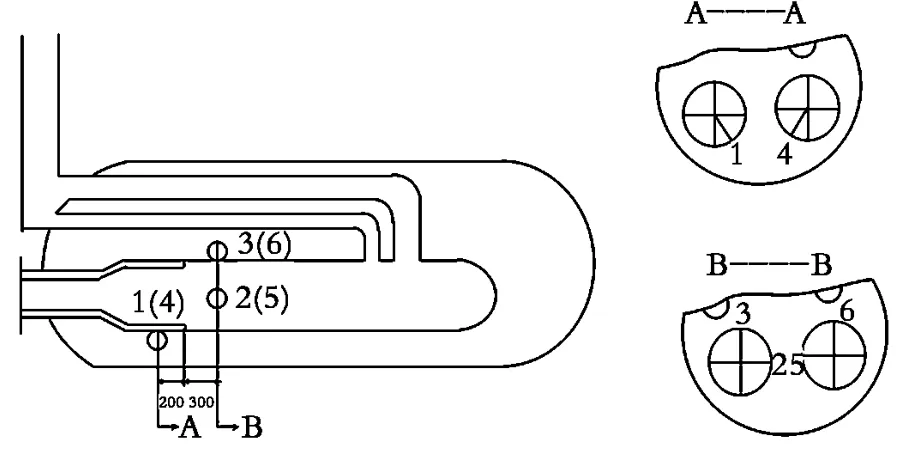
图2 加热炉结构及火管壁测温点位置示意Fig.2 Inner structure of fire cartridge heater and position of temprature-testing points on the wall of fire tube

表2 火管温度监测数据(2013-11-19)Table 2 Temperature measuring data of fire tube(2013-11-19)
1.2 加热炉介质环境调查
加热炉管程燃料为站内自产湿气,壳程被加热介质为强碱三元驱油井采出液。根据采出液单日取样分析数据(见表3)及长期监测数据(见图3),目前油井采出液已见三元介质,pH 值为9.02,并且碱度不断提高[3]。

表3 油井采出液成分Table 3 Composition analysis on oil well produced water mg/L
1.3 加热炉失效情况调查
对损坏最严重的3 号炉火管,进行了现场调查和取样。调查发现,火管内壁可见黑色分层脱落物,厚度约为0.1~0.8 cm(见图4);管壁减薄严重,最薄处仅有1 mm 左右;在焊缝附近,火管沿环向开裂(见图5)。

图4 内壁黑色分层脱离物Fig.4 Black matter layered from inner wall
就结垢情况向清垢人员进行了调查。火管外壁垢层分为内外两层,外层为16~17 cm 附着物,较黏软;内层为1~3 cm 白色垢,质地坚硬,以火管中段测温点附近最厚(也即中段焊缝附近),厚度约3 cm。现场检查清垢后的火管外表面发现,金属基体未见明显腐蚀。
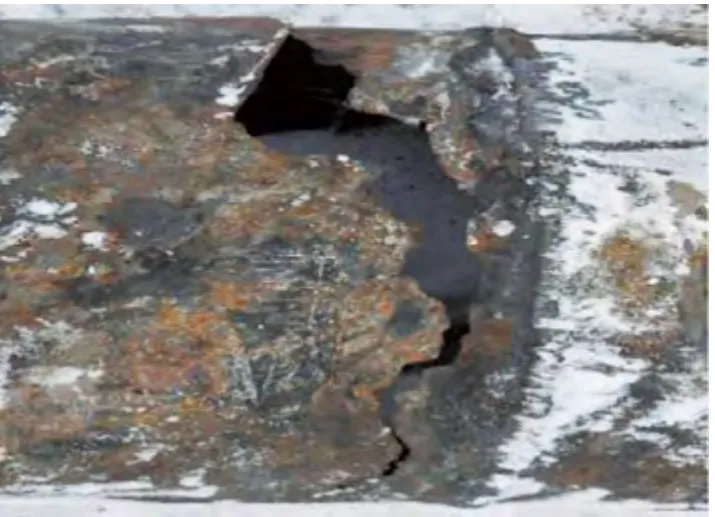
图5 焊缝附近环向开裂Fig.5 Circumferential cracking around weld
现场调查结果显示:(1)火管失效部位主要集中在材质为15CrMoR 的中段,其中以焊缝附近尤其严重,火管失效表现为壁厚减薄和沿环向开裂;(2)三元液上返后,聚合物裹挟的泥沙等容易在火管外壁粘结淤积,且随着介质碱度加大,为加速火管外壁结垢提供了条件;(3)失效火管内壁可见黑色分层脱落物,厚度0.1~0.8 cm,是管壁减薄的主要原因;(4)火管外壁从外到里有约16~17 cm 黏软附着物及1~3 cm 坚硬垢层,严重影响了火管传热效果,导致火管温度升高。
2 失效分析
2.1 材质分析
2.1.1 管材材质分析
设计文件显示,失效火管材质为15CrMoR耐热钢。选取远离缺陷部位的火管材质样品,采用能谱(EDS)分析,测定了所截取管段的化学成分,并与标准GB713—2008《锅炉和压力容器用钢板》规定的15CrMoR 钢元素组成进行了对照。结果表明,材料化学成分符合标准要求(见表4)。

表4 15CrMoR 成分测试结果与标准的对比Table 4 Comparative analysis of test result and the standard chemical w,%
通过电子显微镜观察管材的金相组织结构(见图6),结果证实,管材金相组织为珠光体+铁素体(其中黑色为珠光体,白色为铁素体),满足15CrMoR钢热处理工艺要求,说明材料加工工艺正常。
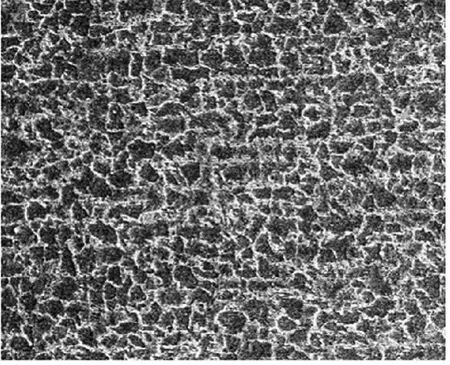
图6 15CrMoR 钢金相组织(珠光体+铁素体)Fig.6 Microstructure of 15CrMoR steel(pearlite+ferrite)
2.1.2 焊缝热影响区材质分析
对失效部位的焊缝热影响区材质开展了金相组织观察,发现在同样放大倍数下(500 倍),焊缝热影响区的组织粗大(见图7)。同时,明显可见晶界裂纹(见图8)。
从金相组织观察来看,由于焊缝热影响区金相组织粗大,同时存在残余应力,当火管高温运行,残余应力释放,位错和缺陷集中的晶界产生开裂,造成火管最先在焊缝附近开裂。
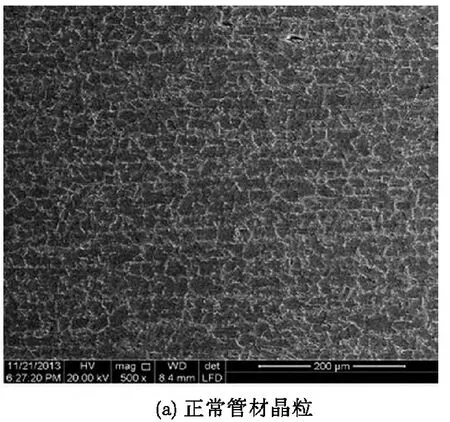
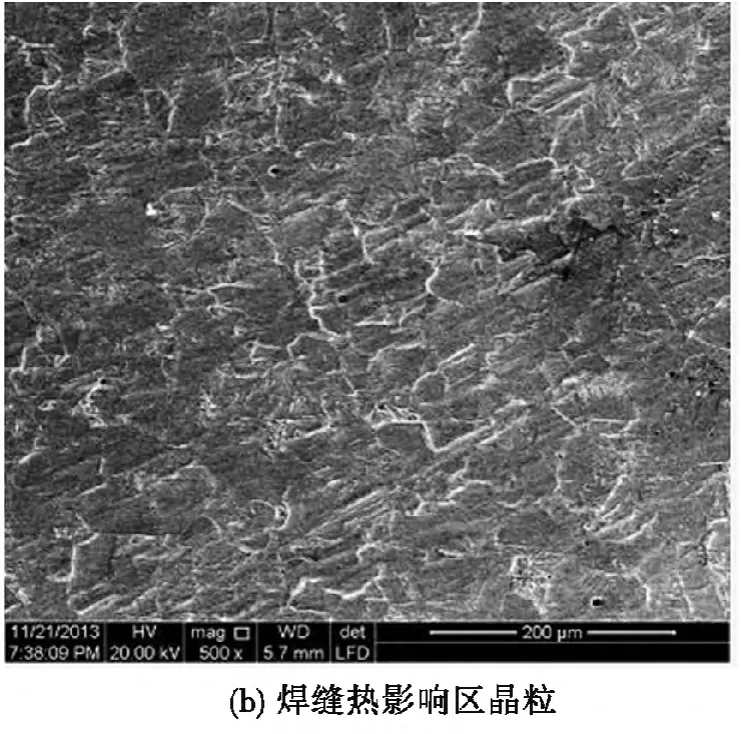
图7 正常管材晶粒与焊缝热影响区晶粒比较×500Fig.7 Grain in normal tube compared with in weld heat-affected zone

图8 焊缝热影响区晶界开裂情况×2000Fig.8 Grain boundary cracking in weld heat-affected zone
2.2 腐蚀产物分析
通过扫描电镜(SEM)观察火管内壁分层脱落物,其外观形貌呈冰糖状(见图9),EDS 分析显示,火管内壁腐蚀产物以Fe,O 和C 为主。
2.3 开裂处断口分析
观察火管开裂处断口的微观形貌发现,腐蚀产物与基体存在明显分层现象(见图10)。揭示了高温氧化由材料表层向纵深发展的过程。同时说明,存在与断口截面方向相一致的交变应力作用于失效火管上。
2.4 失效原因分析
通过对失效部位材质、腐蚀产物、裂纹及断口的分析,结合现场调查数据,可以推断,加热炉火管开裂失效原因是:火管外壁结垢,造成内壁热传递受阻,产生局部过热,在高温氧化条件下,火管材质发生高温腐蚀,造成管壁减薄;同时,高温使得组织粗大的焊缝热影响区产生再热裂纹,最终导致火管焊缝热影响区短期内发生开裂失效。
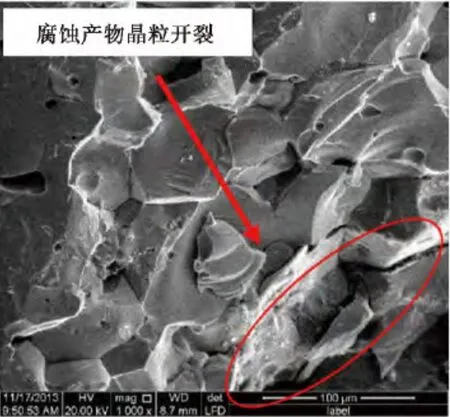
图9 火管内壁腐蚀产物SEM 形貌Fig.9 SEM morphologies of corrosion product of inner wall of fire tube
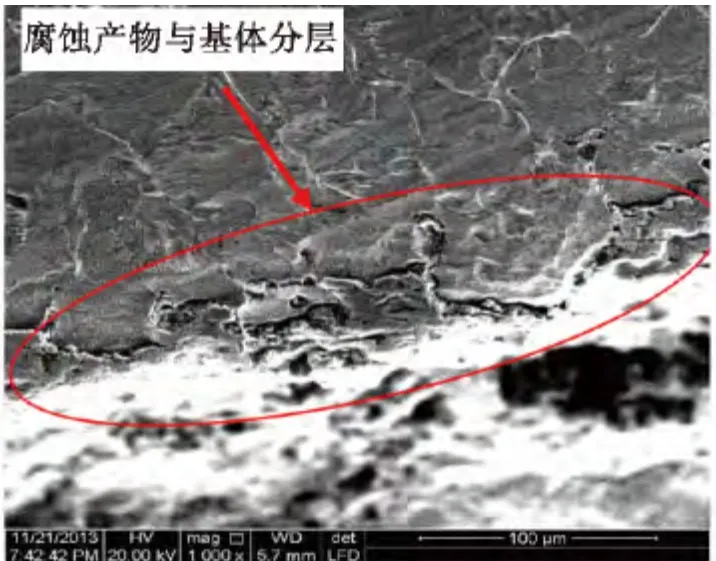
图10 断口处分层现象微观形貌Fig.10 SEM micro-morphologies of layer phenomenon
3 讨论
综合分析认为,三元复合驱火筒式加热炉火管开裂失效受以下几个方面作用的影响。
3.1 高温腐蚀的影响
据资料显示[4],当15CrMoR 使用温度大于550 ℃,其热强性能显著降低,金相组织将发生珠光体球化、合金元素在固溶体和碳化物间的再分配,并且其热强性能和力学性能随着珠光体球化程度和固溶体合金元素贫化程度加大而逐渐降低,以致材质渐趋劣化甚至失效。
所以,当三元液上返后,火管外壁结垢严重,造成内壁热传递受阻,温度升高,在有氧和高温条件下,15CrMoR 发生了高温腐蚀。
3.2 焊接工艺的影响
金相分析发现,焊缝热影响区组织粗大,存在残余应力。主要是焊接工艺参数不当或者焊接后未采取消应力退火措施。当火管高温运行时,热影响区残余应力释放,位错和缺陷集中的晶界开裂,产生再热裂纹。
4 防护措施
为保证加热炉安全运行,同时避免后期发生类似情况,基于以上失效原因分析,提出如下改进措施:
(1)改进清垢、清淤措施。针对目前站内聚合物泥沙淤积、碱液成垢情况,建议调整清垢、清淤周期或改进防垢、防淤措施,避免火管外壁大量淤积三元聚合物泥沙及沉积碱垢。
(2)改善焊接工艺。为防止再热裂纹的产生,应该改善焊接工艺,严格控制母材和焊材的合金成分,将合金元素的含量严格控制到最低程度;选用高温塑性优于母材的焊接材料;采取焊前预热,焊后保温缓冷措施;采用较小热输入的焊接工艺,减小焊接热影响区宽度,细化金相组织。
[1]王为,郭鹤桐,高建平,等.20#钢在三元复合驱溶液中的腐蚀行为[J].中国腐蚀与防护学报,1998,18(3):203-207.
[2]何焕杰,程杰成.国内油田三次采油聚合物驱采出液处理技术研究进展[J].石油炼制与化工,2002,33(9):29-32.
[3]王玉普,程杰成.三元复合驱过程中的结垢特点和机采方式适应性[J].大庆石油学院学报,2003,27(2):22-27.
[4]左景伊,左禹.腐蚀数据与选材手册[M],北京:化学工业出版社,1995:259-260.
猜你喜欢
文物季刊(2021年1期)2021-03-23
睿士(2020年12期)2020-01-03
中国临床医学影像杂志(2019年5期)2019-01-07
石油化工建设(2018年3期)2018-11-30
诗潮(2018年4期)2018-04-26
文苑·经典美文(2018年2期)2018-03-03
制造技术与机床(2017年10期)2017-11-28
诗潮(2017年2期)2017-03-16
发明与创新(2016年5期)2016-12-18
焊接(2016年1期)2016-02-27
