
石灰窑气洗涤之浊水循环再利用
2014-12-03 07:43李祖瑜潘巧媛张晓航
纯碱工业 2014年2期
李祖瑜,潘巧媛,张晓航
(大连大化工程设计有限公司,辽宁 大连 116032)
氨碱法制碱工艺中,石灰窑排出的窑气具有高温、高含尘的特点,普遍采用水喷淋及电除尘的方式对窑气进行洗涤、降温以及除尘。窑气洗涤耗水量一般为2.5~3m3/t纯碱[1],全部来自纯碱厂的循环水系统排污水。然而,正常循环水排污水量远小于窑气洗涤耗水量,因此为满足窑气洗涤需要人为增大循环水系统排污水量,这就变相提高了一次水用量。
窑气洗涤产生的废水(俗称浊水)的处置方式通常采用输送至澄清桶,与蒸馏废液混合制钙后排放或直接排放。以一个年产60万t纯碱的企业为例,仅浊水一项污水年排放量可以达到150~180万t。这些数目是惊人的,一方面浪费水资源,另一方面排放污水需占用一条废液管线,输送到厂区以外的渣场,消耗电能较大。因此,降低污水排放量对污水回收利用来说具有重大意义。
1 浊水排放及其利用
石灰工序排放浊水的主要设备有窑气洗涤塔和电除尘器,其中窑气洗涤塔排放的浊水量较大,为连续排放,温度在40℃左右,其中悬浮物含量约300 mg/L,主要含有CaCO3、CaO及其他杂质;电除尘器排放的浊水为电除尘器冲洗水排水,排放量较小,为间断排放,温度在25℃左右,悬浮物含量高(Ca-CO3、CaO等)。
为提高氨碱法制碱的节能减排效果,本文提出在石灰工序增设浊水循环系统,以利用石灰工序排放的浊水。考虑到处理方便,可将窑气洗涤塔和电除尘器排放污水一并纳入浊水循环系统,进行再利用。窑气洗涤塔和电除尘器排放浊水混合后,温度约在38℃左右。
根据浊水特点,考虑采用以下两种途径对其进行利用:①热水去化灰工序用以制取石灰乳。大部分氨碱厂的化灰水来自蒸吸工序的废淡液和部分循环冷却水回水,将部分浊水补充到化灰用水中,可节省循环冷却部分的回水,从而节省一次水用量。②通过离心泵送至凉水塔冷却后回用作窑气洗涤水。将冷却后的浊水补充到窑气洗水系统中,可减少循环水系统排污水的水量,同样可以降低一次水用量。
2 浊水循环系统流程
浊水循环系统的简易流程如图1所示,需增设的设备主要有浊水循环池、浊水循环泵、凉水塔、凉水泵、热水泵。
窑气洗涤塔和电除尘器排放浊水以重力流进入浊水循环池,循环池分多区,实现进水、沉淀、出水、排泥等不间断作业,浊水出水悬浮物含量小于40 mg/L。浊水利用的途径有两条:其一,浊水澄清后的直接利用。在回用浊水的同时回用其热量,用热水泵加压送至化灰工序。其二,冷却后回用。采用浊水循环泵将澄清后浊水送至凉水塔降温后,用凉水泵加压送至窑气洗水管线用于窑气洗涤。
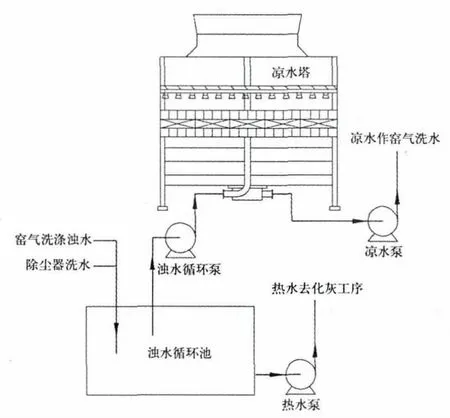
图1 浊水循环系统简易流程图
3 运行及节能效果
某碱厂采用氨碱法年产纯碱60万t,在技术改造中增设了一套浊水循环系统。该厂石灰工序及化灰工序改造前后用水情况分别见表1。

表1 改造前后水量使用情况表
从表1可以看出,增设浊水循环系统后,企业每年可节省一次用水128万m3。
新增浊水循环系统设置热水回用和凉水回用两平行路线(单条路线完全可满足回用需求),供企业灵活调配进行浊水回用,相关设备见表2。
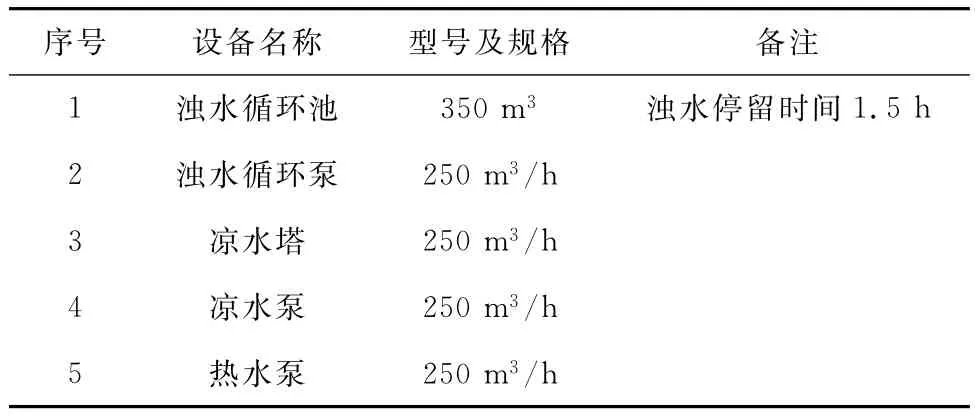
表2 浊水循环系统设备表
该碱厂新增的一套浊水循环系统预计总投资约40万元。当浊水循环系统单独运行热水回用线路时,浊水全部用于化灰工序,化灰用水量以表1中210m3/h计,则年可节约用水约72万m3,浊水年余量约56万m3。当浊水循环系统单独运行凉水回用线路时,即用于窑气洗涤时,用水量以表1中225 m3/h计,则年可节约用水约124万m3,浊水年余量约4万m3。在实际生产中,为优化用水,通常热水回用和凉水回用线路同时运行,经粗算每年可节约用水约128万m3,经济效益显著。
4 小 结
面对于纯碱行业低迷之现状,企业为提高自身竞争力着力于提高生产技术水平、加大资源利用程度、落实国家节能减排政策。针对于氨碱法生产企业,浊水的循环再利用系一项较为可行的节水技术,该技术工艺流程简单灵活,设备少,投资和运行成本较低,经济效益好,适用新厂建设及老厂改造,不仅能满足公司生产用水的要求,而且实现了水的低消耗、零排放、高效率的循环利用,具有极高的经济效益和环境效益。
[1] 陈学勤.氨碱法纯碱工艺[M].沈阳:辽宁科学技术出版社,1989.
猜你喜欢
防爆电机(2022年4期)2022-08-17
水泵技术(2021年5期)2021-12-31
昆钢科技(2021年1期)2021-04-13
建材发展导向(2019年11期)2019-08-24
纯碱工业(2017年3期)2017-03-27
中国资源综合利用(2016年11期)2016-01-22
浙江大学学报(工学版)(2015年2期)2015-05-30
纯碱工业(2015年2期)2015-02-23
纯碱工业(2014年6期)2014-03-11
中国设备工程(2014年1期)2014-02-28
