
国内多工位冲压生产线的主要形式
2014-12-14 12:20江苏扬力集团有限公司项目科科长詹俊勇
金属加工(热加工) 2014年17期
江苏扬力集团有限公司项目科科长 詹俊勇
多工位冲压生产线是压力机、多工位模具、快速换模系统、上料系统、送料系统、电气控制及网络控制系统的集成,其相对于单机生产或者多机连线生产的最大特点就是:压力机在完成一次冲压后,不需要停在上死点等待送料机械手进行工位间移送,而是压力机连续工作,同时送料机械手进行工位间移送,即以连续冲程工作,取代单机单次工作方式,提高了生产效率,降低了设备的故障率,减少了操作人员及工作场地的使用。
目前国内多工位冲压生产线主要有两种形式,分别是单机多工程冲压生产线(见图1)与二(三)次元冲压生产线(见图2)。
单机多工程冲压生产线
单机多工程冲压生产线由自动化生产线主要由开式双点压力机、上料系统(卷料机或片料机)、单机多工程式机械手、多工位模具等组成。
此生产线中压力机为开式双点压力机,滑块与工作台板一般需要经过定制加长,以便放下多工位模具。单机多工程机械手有伺服驱动机与中间站两个机构,分别固定到地面,两个机构之间装有一根横杆,横杆上装有与多工位模具数量相对应的手臂,手臂末端装有真空吸盘或电磁吸盘。
工作时在压力机连续冲压的空行程中,通过压力机编码器检测曲轴旋转角度并给机械手信号,机械手手臂下降规定行程把料片吸住→上升→x方向移送到模具处,下降→放料→上升→x反方向返回原点,重复以上动作,使得生产线连续生产。
由于开式双点压力机抗偏载能力有限,所以制件尺寸与各工位成形力较小,压力机公称力在5MN以内,制件重量一般不超过3kg,整线生产效率在25~35次/min。此种生产线主机造价低,所配机械手结构轻巧,具有夹料杆截面积小、伺服马达功率小、适用于小型产品多工位冲压生产。
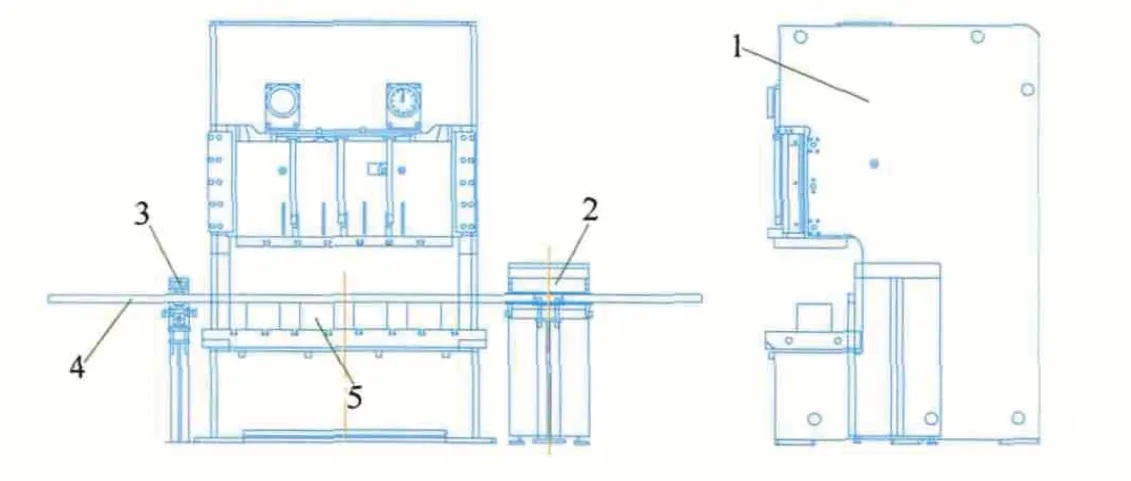
图1 单机多工程冲压生产线示意
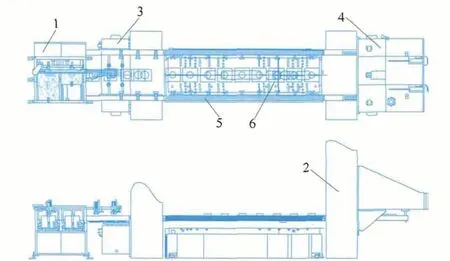
图2 二(三)次元冲压生产线示意
二(三)次元冲压生产线
二(三)次元冲压生产线主要由闭式双点压力机、上料机、机械手、多工位模具等组成。
此自动化生产线中压力机为闭式双点压力机,具有成形能力范围大、抗偏载能力强等特点,压力机公称力一般在6.3~20MN。机械手采用龙门式机构,机床左右两侧分别装有两个伺服驱动机,两个驱动机装有两根相对于模具前后方向对称的横杆,横杆上装有与多工位模具数量相对应的手臂,手臂末端装有真空吸盘或电磁吸盘,其中三次元机械手比二次元机械手多两套伺服电机驱动,可以实现横杆上下运动。
此种生产线送料主要结构采用闭式双点压力机+二(三)次元机械手,面对目标制件重量在5~20kg,制件整体尺寸较大,一般有较大拉深或折弯,整线生产效率一般在18~25次/min。此种生产线主机造价高,所配机械手具有结构刚度好,夹料杆截面积大、伺服马达功率大等特点,适用于中大型产品的多工位冲压生产。
猜你喜欢
军民两用技术与产品(2022年2期)2022-06-01
作文周刊·小学五年级版(2021年28期)2021-03-16
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年12期)2017-02-02
小猕猴智力画刊(2016年12期)2017-01-05
化工机械(2016年3期)2016-12-25
阅读与作文(小学高年级版)(2016年10期)2016-10-12
锻压装备与制造技术(2015年2期)2015-06-26
中国塑料(2014年8期)2014-10-17
