
汽车车身电阻焊接自动控制系统
2014-12-18 08:03仲颖鑫张麒麟
制造业自动化 2014年18期
王 颖,仲颖鑫,张麒麟,张 毅
(1.上海汽车商用车有限公司,上海 200438;2.上海商科焊接设备有限公司,上海 201804)
0 引言
电阻焊是一种焊接质量稳定、生产效率高、易于实现机械化、自动化的焊接方法。因此,自19世纪末问世以来得到了迅速发展,广泛地用于航空航天、汽车车辆、轻工家电等行业。特别是近年来,随着汽车工业等现代化大批量生产企业的不断增加,电阻焊方法在整个焊接领域中的比例也在增加。在车身制造过程中电阻焊占到了90%,是最重要的一项工艺手段[1]。电阻焊的自动化运用、质量监控也是现在汽车行业研究的热点。
1 工艺要求及控制难点
电阻焊的优点在于产热集中、速度快、生产效率高。但其生产过程中对工艺条件要求也较高,并且质量控制有一定的难度。
1.1 焊接质量影响,传统理论难以支持
电阻焊接过程较为复杂,包含了多种影响焊接质量的因素,如被焊材料、焊接电流、电极压力、焊接时间、设备冷却、电极材料、形状及尺寸、分流和工件表面状态等。其中光被焊工件电阻率就分为被焊工件本身电阻、被焊工件之间电阻、工件与电极帽之间电阻,他们之间互相影响,并在焊接过程中不断变化,对其变化规律研究较为困难[2]。
1.2 参数控制困难,生产管理困难
电阻焊焊接过程中,最重要的影响因素为焊接电流、焊接压力和焊接时间。在生产过程中,多台焊机的同时工作和电网电压的波动都会对焊接电流产生一定的影响;焊接压力受到工厂整条压缩空气管路的影响;通电时间的长短直接影响电流输入热量的大小,由于电极是内水冷却,电极上散失的热量往往是输入总热量的一半,要相互配合调整,客观的讲每个焊点的焊接条件和结果都是不同的。由于生产节拍较高,样本量大,焊接参数在生产过程中一般不做检测,由工程师定期使用专用设备检查校正,这也增加了由于设备参数变动造成质量风险的可能性。现在各家主机厂都有自己的焊接参数设置规范,但在实际设定过程中,一般都有20%的调节量,并且规范对于一些新工艺条件、新设备、特殊板材,并不适用。
1.3 控制手段单一
现在使用最多的焊接质量检查手段为生产线凿检和定期破检。这两种手段都存在一定的局限性[3]。凿检单个焊点需要占用一个生产循环内10~20秒,很多被覆盖焊点和底部焊点无法凿检,且凿检受工人技能熟练度和水平影响很大。破坏性检查能够最直观反映生产线所有焊点质量,但破检周期一般至少一个月以上,有很大的滞后性,一旦发现虚焊、漏焊,往往已经造成批量事故。并且以单个白车身两万元计算,破检成本也很高。
1.4 未来的瓶颈
当前汽车业向多品种小批量趋势发展明显,传统的控制方法不但会对制造商本身带来大量的成本压力,同时产品的质量风险更是不可小觑。比如我们在同一系统上生产面向不同客户的板材,可能是镀锌板与裸板的差异,也可能是高强度板与厚板件的差异,这些问题在某些个性化明显的产品上甚至会颠覆现有的控制系统体系。
2 结合机电一体化的系统软硬件改进
针对以上问题,我们开发了焊接自适应控制系统和焊接过程群体监控系统。
2.1 基于动态电阻的焊接自适应
动态电阻特性即焊点加热过程中电阻变化的规律[5]。它综合考虑电极间电压和焊接电流对熔核生长的状态影响,对焊接区热量波动、表面状态、压力波动、分流、电极磨损、铁磁性物质伸入等影响因素的变化有较灵敏的反映。动态电阻曲线随加热时间变化如图1所示。由图可知焊接区的电阻在加热的初期,由于工件表面的电流分布很不均匀,电阻很大。当温度增加,熔核开始形成时,接触电阻消失,内部电阻增大,电阻达到最大值。此后,随着熔核的长大,接触面积增大,电阻减小。由此可见,动态电阻的变化规律较为真实的反映了熔核的形成过程,掌握了动态电阻,可以更好的控制熔核的大小从而控制焊接质量。
通过实验,我们发现动态电阻曲线与焊核的尺寸有密切关系,比如曲线后期下降的程度可作为有无飞溅的判定(一般出现飞溅时,电阻会出现瞬间跌落,如图2所示)。
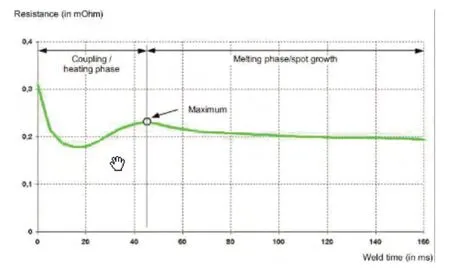
图1 低碳钢典型电阻曲线图

图2 存在焊接飞溅时的电阻曲线
无论是低碳钢还是铝合金,都可以使用跟踪动态电阻曲线法来监测点焊质量。其原理为:在监测之前,先把合格焊点的标准动态电阻曲线储存下来。焊接时,对每一个焊点的瞬时电阻值进行监测,与标准曲线进行比较从而判定焊点的质量,这叫做动态电阻阈值法[6]。点焊过程中瞬时电阻可以通过实时采集次级电流和次级电流[4],由公式1计算求得。

式中: wr 为动态电阻瞬时值;
uw为瞬时电压;
iw为瞬时电流。
根据动态电阻变化及时调整焊接电流和焊接时间进行补偿,从而确保焊接能量、熔核直径和焊点质量,这个过程我们称为自适应。
理论上,考虑到设备的能力,焊接时间是一个大问题,如何满足这个焊接调整时间,我们研究了焊接时间的调节,其原理简图如图3所示,其中TR MAX1是Rmax(动态电阻最大值)出现最早时刻,TR Max2是Rmax出现最晚时刻;MT(1)是Rmax出现最早时刻时的焊接时间延长系数,MT(2)是Rmax出现最晚时刻时的焊接时间延长系数。

图3 焊接时间延长
在焊接资料数据,即合格焊核的数据有效条件下,这个有效数据可以通过统计学方法来确定TR Max1、TR Max2及MT1,MT2,而补偿时间则根据实验结果调整为:
Rmax出现时刻小于等于TR Max1时,焊接时间为焊接时间(调试)× MT1。
Rmax出现时刻在TR Max1和TR Max2之间,焊接时间为焊接时间(调试)×(MT1+MT2)/2。
Rmax出现时刻大于等于TR Max2时,焊接时间为焊接时间(调试)× MT2。
无Rmax时(即从开始查找Rmax开始,电阻一直呈现递减趋势),焊接时间不变系统报错。
基础焊接参数基值电流、焊接时间(调试)、焊接时间由工艺人员参考焊接规范而得。通过焊接时参数的自动调整,对实际动态电阻与合格焊点阈值差进行补偿以获得合格的焊点。
2.2 基于以太网的焊接过程群体监控系统
如前文所述,实际生产中焊点质量控制方法必须简单可操作。有了基于自适应的焊接系统,焊接系统本身由以往的粗放管理转化到精确管理,报错和故障的概率大大增加了,需要大量的人员支持这个系统。因此,我们要解决系统的直观性,如图4让问题焊点可以直接通知到生产控制和质量管理人员,减少问题发现的成本,从而从系统上优化。通过将工艺文件导入系统,在发生焊接事故时,能与现场车号和唯一焊点编号相对应,方便工艺人员追溯和缺陷快速返修;通过利用SQL建立焊点数据库,记录合格焊点并增加学习功能,利用自适应系统不断优化动态曲线,最终获得最佳焊点。做到既保证全过程的焊接质量,又能保持良好的人员效率。

图4 焊点监控报警图
基于这个理解,我们建立了基于以太网的焊接数据监控系统,如图5所示,可以使作为现场生产单元的电焊机与目前基于以太网和TCP/IP协议的企业信息系统无缝集成,从而使焊接生产过程的网络化和信息化及电焊机的远程故障诊断成为可能。整个系统可以实现焊接规范参数数据库的维护、电焊机参数远程监控和焊接规范的远程设置与网络化管理。

图5 焊接群体监控系统
整套系统包含以下部分:执行与采集信号单元(伺服焊枪),信号收集与转换模块载体(中频直流焊机)以及监控终端。整套系统通过以太网和TCP/IP协议进行传输,上位机采用C++编写界面,保证了生产时随时监控焊点状态。该套系统最终建立后实现了以下功能:1)通过监测动态电阻、二次电压、二次电流曲线发现可能存在缺陷的焊点发出报警并记录。2)可以通过上位机直接对每台焊机的焊接参数进行编辑,改变了传统的使用焊接编程器逐个修改的方法。
3 验证过程
为了验证自适应系统的可行性,对试验工件进行了焊接实验。在实验中,我们使用同一焊接规范开启自适应功能,观察在焊接不同板厚和有涂胶状态下的动态曲线变化。
以下展示2组实验结果,第一组是增加板厚;第二组是增加杂质或车身胶。

图6 不同板厚焊接曲线对比
第一组结果,由图6对比可以得出,虽然使用的是同一焊接规范基础焊接参数相同,但明显三层板焊接比两层板电流增加,焊接时间延长以获得更好的焊接效果。

图7 涂胶状态下的焊接曲线
第二组结果,图7表示存在点焊胶情况下电阻曲线,先通过预热段检测涂胶状态,动态电阻瞬间跌落代表涂胶已被击穿,然后恢复正常焊接。
实验结果表明自适应系统可以对焊接过程中的情况自动识别,并做出相应补偿,焊接效果优于传统恒电流方式。
4 结束语
通过跟踪动态电阻曲线并与合格焊点电阻阈值比较可以准确的监测焊点的质量,自适应系统调节电流、焊接时间对动态电阻变化进行补偿,从而可以提高焊接质量,实现焊接质量的自动控制。
通过利用以太网实现工业设备的串联和群控,焊接群控系统可以帮助工艺人员快速发现焊接中的质量事故,并在平时的焊接参数维护中起到快速调整的作用,既提高了工作效率也节约了成本。
随着自动化和IT技术的发展,自动化控制系统能够将传统的车身电阻焊接控制问题提升为精确的系统,产品冗余达30%的传统焊点设计可能被颠覆,以2013年中国汽车2211.68万辆,以单车4000点计算,如果减少10%的冗余焊点,焊接系统的改进单能源成本就可以节约15亿,还不包括设备和人力投入,应用潜力巨大。
[1]赵熹华.压力焊[M].北京机械工业出版社,1989.
[2]王亚荣,张忠典,冯吉才等.电阻点焊过程中动态电阻的变化规律[J].电焊机.2006.36(2):42-44.
[3]曾鸿志,单平.电阻点焊过程及质量控制方法的研究进展[J].焊接技术.2000,29(5):1-3.
[4]薛海涛,宋永伦,牛勇,等.点焊过程工艺参数采集及缺陷信息分析[J].焊接学报.2004,25,103-107.
[5]Frank J,Garza,Manohar Das,et al.Indetification of time varying resistance during welding[R].IEEE,2000:1534-1539.
[6]Shriver J,Peng H and Hu S J,Control of Resistance Spot Welding[A].IEEE.Proceedings of the American Control Conference[C].1999:187-191.
猜你喜欢
卫星应用(2022年7期)2022-09-05
机电工程技术(2022年5期)2022-06-23
卫星应用(2022年3期)2022-05-23
卫星应用(2022年1期)2022-03-09
北京工业大学学报(2021年9期)2021-09-14
中学生数理化·中考版(2020年10期)2020-11-27
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
环球慈善(2019年6期)2019-09-25
汽车工程(2019年2期)2019-03-11
中学生数理化·中考版(2018年11期)2019-01-31
