基于冷轧自动化技术的西门子控制系统
2014-12-24 06:53霍岩岩谢海云
科技视界 2014年20期
霍岩岩 谢海云
(邯郸卓立精细板材有限公司,河北 邯郸056700)
1 过程自动化的概念
可概述为:在生产的轧制过程中,通过采用反映轧制过程变化规律的数学模型、自动控制装置、计算机及其控制程序等,使各种过程变量(如流量、温度、张力和速度等)保持在所要求的给定值上,并合理地协调全部轧制过程以实现自动化操作的一种先进技术。 由于对冷轧薄板质量的要求越来越严,因此计算机控制系统已是冷连轧不可缺少的组成部分。
2 冷轧过程自动化部分
冷轧过程自动化的概念可概述为:在生产的轧制过程中,通过采用反映轧制过程变化规律的数学模型、自动控制装置、计算机及其控制程序等,使各种过程变量(如流量、温度、张力和速度等)保持在所要求的给定值上,并合理地协调全部轧制过程以实现自动化操作的一种先进技术。 由于对冷轧薄板质量的要求越来越严, 因此计算机控制系统已是冷连轧不可缺少的组成部分。二级计算机系统在生产中的作用:它利用材料跟踪功能来支持生产;利用模型计算出设置值,并把这些设置值送到现场级,这样可以减轻现场控制系统的压力,也可以统一产品质量;利用神经网络可以多次计算设定点来优化产品;并且可以使操作简单化,解放了大量的劳动力,日志功能可以给工程师等人提供技术参数支持;所以二级计算机实现了现代的、先进的工业自动化。
3 基础自动化
基础自动化系统(L1 级)主要由PLC,远程I/O 和HMI 组成,控制生产线的运行。 其功能主要包括生产线的各种传动控制,工艺和仪表的开环和闭环控制,采集生产线的重要状态信息,质量数据和消耗量数据, 并报送二级系统。 提供操作员画面, 方便生产线的操作和维护。 其中HMI 是基于服务器和客户机原理,相互之间以及与自动化系统之间通过快速以太网连接。 服务器负责过程通讯,数据存储以及与客户机通讯。客户机作为操作站,显示服务器发来的数据,接受操作工的输入并传送给服务器。 同时采用SIEMENS WinCC(Windows Control Center——窗口控制中心)系统软件包作为HMI 的核心软件,具有实时监控、历史趋势图和报表、故障信息、良好的人机界面、丰富的图形库、过程控制功能块和数学函数、数据采集、监视和控制自动化过程的强大功能,是基于个人计算机的操作监视系统。
冷轧项目所用到的基础自动化控制系统所用到的产品介绍: 冷轧项目各个生产机组的基础自动化系统主要采用西门子的S7-400 系列PLC 和WinCC 系统,PLC 控制系统与人机接口的WinCC 均为西门子公司产品,所以控制系统在以太网及Profibus-DP 网通讯上比较简单、易维护。
4 硬件组态
如图1 所示, 采用西门子S7-400 系列PLC 作为AGC 系统的核心控制单元。 利用FM485 功能模板提高了AGC 系统实时性的同时,也与分散的ET2 00 通讯模块组成FROFIBUS-DP 网络, 进而减少了主站与测量点的接线。 人机界面采用西门子公司生产TP27-6 触摸屏, 使用S7-400 系列的443-1CPU 完成主站与人机界面计算机的通信。 位移信号的测量采用德国生产的MTS 绝对值传感器,左/右卷机的转速测量选用增量编码器, 利用FM485 功能模板上的绝对值和增量编码器模块读取位移和转速值。相对于液压压下伺服机构的位置内环控制(APC)而言,AGC 是铝箔厚度的外环控制,其 输出信号主要是用来修正位置内环的辊缝设定值,通过液压伺服驱动,使轧辊快速动作,以达到迅速消除厚度误差的目的。
该控制系统采用双闭环控制方式,测厚仪、S7-400 系列PLC 和轧机构成铝箔厚控制的外环, 该外环控制由厚度监控环的下位机完成。内环使用了两个闭环,分别是控制伺服液压缸的位移传感器回路和液压压下伺服机的压力传感回路。
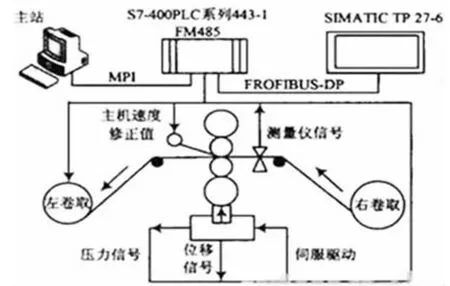
图1

图2
5 软件组态
这个系统的软件采用Wincc 软件,Wincc 使用非常方便、 功能也很齐全,用户可以进行组寒、编程和数据管理,操作画面、控制画面、监视画面、实时曲线、历史曲线等非常齐全。下面介绍一下操作画面和控制画面:
操作画面:
通过系统控制液压泵站,自动控制油温,如果出现油温异常、压力异常、油液洁净度下降、液位低等立即报警,提醒操作人员及维护人员注意,便于维护。
控制画面:
系统实时监控开卷机、卷取机、主机的运行是否良好,里面所有的直流电机的运行状态都可以监控——电枢电流、轧制速度、开卷,卷取卷径值、前后张力给定值,入口/出口厚度、轧制力、弯辊力、轧制油温度及压力显示,轧制液喷射状态。
6 实践应用
基于PLC 和AGC 的铝箔板厚度控制系统在产品生产中获得了令人满意的效果。 针对厚度为0.1 mm 的铝箔板,AGC 控制厚度在20μm 范围内的比例为95%,远远高于人工轧制78%的比例,事实验证, 本方案所采取的模糊PID 控制器完全能满足铝箔 板厚度控制的要求。
7 结论
在实际使用过程中,FM458 工作稳定可靠, 编程功能强大且易于修改维护,并能很好地融入到S7-400 的控制系统中。铝箔厚度在基于S7-400PLC 的AGC 系统作用下,满足了预期的效果。 具体生产过程验证了在铝轧机上安装AGC 系统提高了轧机精度的同时,也方便了现场操作人员的人 工操作。 基于S7-400 的AGC 系统人机界面友好、维护方便、成本投入低的优点,对我国铝箔生产产生了较大的社会效益和经济效益。
[1]矫志杰,何纯玉,牛文勇,刘相华.中厚板轧机全自动轧钢控制功能的在线实现[J].东北大学学报:自然科学版,2005(08).
[2]杨玉杰,周建宏.浆纱机卷取系统的PLC 智能控制[J].电气开关,1999(06).
[3]吴彬,陈海耿.带钢厂热轧机组层流冷却数学模型[J].黄金学报,2001(04).
猜你喜欢
轻合金加工技术(2023年7期)2023-10-30
铝加工(2023年3期)2023-08-31
阅读(科学探秘)(2021年9期)2021-05-30
铁道通信信号(2016年1期)2016-06-01
广东石油化工学院学报(2016年6期)2016-05-17
铁路通信信号工程技术(2015年4期)2015-02-28
自动化博览(2014年10期)2014-02-28
西安工程大学学报(2014年2期)2014-02-28
中国教育信息化(2010年8期)2010-08-15
计算机世界(2009年32期)2009-09-30