
小体积毛坯的过温挤压工艺
2014-12-31 11:49刘金昌王秋妹郭元庆邱建国
精密成形工程 2014年6期
刘金昌,王秋妹,郭元庆,邱建国
(北方华安工业集团有限公司,齐齐哈尔 161006)
温挤压成形技术,是近年来在冷挤压塑性成形基础上迅速发展起来的一种少无切屑塑性成形新工艺。它与冷、热挤压不同,挤压前已对毛坯进行了加热,但其加热温度通常认为是在室温以上、完全再结晶温度以下的温度范围内,变形后具有冷作硬化[1]。温挤压工艺将坯料加热到再结晶温度以下,塑性较好、变形抗力较低的温度区域,金属塑性提高,变形抗力较冷挤压低,使每道工步的变形量较冷挤压大,减少了工步数,且不需要专门的软化退火和表面处理润滑工序[1—2]。热成形温度一般在1100~1200 ℃,毛坯表面质量差[3—6],温挤压加热温度要低于热挤压,避开了钢的剧烈氧化温度,温挤压坯料的氧化极微,使挤压件的尺寸精度和表面质量大大提高。同一模具条件下的温、热挤压毛坯比较,如图1所示。

图1 温挤压毛坯(左)和热挤压毛坯(右)Fig.1 Warm extrusion blank(left)and hot extrusion blank(right)
1 温挤压工艺实际应用中的问题
挤压毛坯为杯形件,模具结构及挤压方式[7—8]和热反挤压杯形件相同。在温挤压工艺条件下,即加热温度为800℃,润滑剂采用油基石墨,方式为挤压前对模具均匀涂抹[9—10]。生产过程中,发现小体积毛坯在温挤压过程中,单位压力急剧上升。使用H13材料做冲头[11],只生产了8件产品,就变形报废。
经过测量发现,毛坯加热温度800℃,入模前表面温度为770℃左右,放入模内2 s后取出,表面温度约为600℃。分析认为,由于毛坯体积小,自身热量储存相对散热面积比值小,同等散热环境下,相对大体积毛坯温度降低更快。毛坯接触模具后,温降更加剧烈,与模具接触的表面温度更低(约600℃左右)。实际变形温度低于预定成形温度,致使材料变形抗力提高,挤压成形困难[12],模具寿命急剧降低。
2 过温挤压工艺的提出
保证毛坯挤压温度,要么提高模具温度和加快毛坯周转速度,以减少热损失,要么提高加热温度。温挤压模具由于要求有较高的工作硬度和强度,温度高了会降低其性能,使预热温度不能太高,一般要求 150 ~300 ℃[1—2,13],所以无法通过提高模温来改善工艺环境。使小体积毛坯温挤压成形工艺可行,提高毛坯的加热温度是比较好的方法。
于是,提出过温挤压工艺方案的想法来成形小体积毛坯,以得到较高质量表面的毛坯。所谓过温挤压就是在温挤压的其他工艺参数不变的情况下,提高加热温度到完全再结晶温度以上,来弥补成形前的温度损失,使毛坯实际成形温度在易变形的温挤压工艺温度范围内,且能保证模具寿命和毛坯质量与温挤压工艺区别不明显。过温挤压工艺是针对温挤压工艺不易成形的小体积毛坯提出的,其实际加热温度和毛坯的大小有反相关系。该工艺的加热设备必须有可快速加热的能力,毛坯的加热时间短,可使表面氧化较少[14]。
3 过温挤压工艺的试验
为得到提高温度对表面质量的影响程度,试验温度定在较高的温度950℃,加热设备使用中频加热炉。碳钢的温挤压温度上限为800℃[1—2],提高150℃可以使各种情况的小体积毛坯能够容易成形。毛坯尺寸为φ80 mm×(19±1)mm,该毛坯的高径比为0.275,小的高径比更不易成形,可以代表难成形毛坯。过温挤压成形后的形状为杯形件,如图2所示。

图2 过温挤压毛坯图Fig.2 Blank drawing of over-temperature extrusion
将温度加热到950℃进行试验,中频加热速度较快,挤压前毛坯未出现严重的氧化现象。成形工件表面质量较好,大部分表面较为光亮,特别是内腔,均为光亮的瓦蓝色,如图3所示,和温挤压毛坯表面质量没有区别。
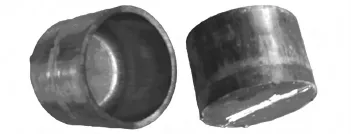
图3 过温挤压毛坯Fig.3 Over-temperature extrusion blank
4 结语
提出的过温挤压工艺方案为一种新成形工艺,该工艺可以使小体积毛坯成形较为容易,成形力小,模具受力得到改善,得到的毛坯表面质量较高,和温挤压毛坯表面没有明显区别。
通过中频加热炉加热试验得出,毛坯加热到950℃氧化程度较轻,另外相关文献介绍800℃为温挤压工艺温度上限[1—2]。建议过温挤压工艺加热温度定在800~950℃。具体温度要根据毛坯大小、表面质量综合考虑制定。另外,毛坯加热设备的加热速度要快,周围空气对流要小,建议使用中频加热。由于毛坯入模温度较温挤压工艺高,模具口部尺寸要比温挤压模具大些,根据预定温度和材料热膨胀系数给出[15]。
通过对温挤压实际应用中出现的问题进行分析,提出过温挤压工艺。通过试验验证了小体积毛坯使用过温挤压工艺成形的表面质量与使用温挤压工艺的表面质量没有区别。过温挤压工艺对温挤压工艺进行了补充,为小体积毛坯的制造提出了一个可行的工艺方案。文中不足之处是未对2种毛坯的微观组织和力学差异作进一步研究。
[1]洪慎章.冷挤压实用技术[M].北京:机械工业出版社,2004.
HONG Shen-zhang.Practical Technology of Cold Extrusion[M].Beijing:Machinery Industry Press,2004.
[2]贾俐俐.挤压工艺及模具[M].北京:机械工业出版社,2004.
JIA Li-li.The Extrusion & Molding[M].Beijing:Machinery Industry Press,2004.
[3]MAE Y,POONNAYOM P,WONGKRAJANG A.Wear Mechanism of Hot Forging Die from the Viewpoint of Diffusion[J].Journal of Materials Engineering and Performance,2009,18(1):16—20.
[4]王贤敏.提高热挤冲使用寿命的分析与措施[J].兵器材料科学与工程,1988(2):45—48.
WANG Xian-min.Analysis and Measures for Improving the life of Hot Extrusion Punch[J].Ordnance Material Science and Engineering,1988(2):45—48.
[5]王斌良.弹体热冲压技术[M].北京:国防工业出版社,1987.
WANG Bin-liang.Projectile Body Hot Stamping Technology[M].Beijing:National Defense Industry,1987.
[6]崔健,崔若平,胡圣华.半轴套管热挤压成形工艺及专用装置:中国,101690965.8[P].2011-05-04.
CUI Jian,CUI Ruo-ping,HU Sheng-hua.Hot Extrusion Technology and Special Assembly for Semiaxle Bushing;CN,101690965.8[P].2011-05-04.
[7]ZHANG C,SHANG X,XIANG R.Study on Cold Extrusion Process and Die for Vehicle Sleeve Gear with Spline.In:2nd International Conference on Manufacturing Science and Engineering[C].Guilin:Trans Tech Publication,2011.
[8]LI E.Research of Metal Flow Behavior during Extrusion with Active Friction[J].Journal of Materials Engineering and performance,2007,17(1):7—14.
[9]GEBR P B.A Method of Lubricating the Tools of Punching and/or Extrusion Presses.Particularly Tube Extrusion Presse:GB,1538248[P].1976-03-04.
[10]NAKAMURA T.Counter Measures for Seizure Phenomena in Deformation Processes[J].Journal of the JSTP,1993(34):1082—1090.
[11]黄少东,张志明,庞丹,等.带底深孔空心件热成形工艺改进分析[J].精密成形工程,2014,6(1):27—31.
HUANG Shao-dong,ZHANG Zhi-ming,PANG Dan,et al.Improvement Analysis of Thermoforming Technology for Bottomed Hollow Part with Deep Hole[J].Journal of Netshape Forming Engineering,2014,6(1):27—31.
[12]张志明,王长朋,庞丹,等.高强度钢热挤压模的失效分析[J].精密成形工程,2013,5(1):12—14.
ZHANG Zhi-ming,WANG Chang-peng,PANG Dan,et al.Failure Analysis of Hot Extrusion Mold for Highstrength Steel[J].Journal of Netshape Forming Engineering,2013,5(1):12—14.
[13]中国机械工程学会锻压学会.锻压手册(第2版)[M].2002.
Press Association of Chinese Mechanical Engineering Society.Forging Handbook(The Second Edition)[M].2002.
[14]张晨,宋波.齿轮件自由锻工艺过程[J].精密成形工程,2012,4(3):70—74.
ZHANG Chen,SONG Bo.The Process of Forming a Gear by Open Die Forging[J].Journal of Netshape Forming Engineering,2012,4(3):70—74.
[15]缪桃生,薛燕青,蒋鹏.胀断连杆锻造工艺开发研究[J].锻压技术,2011,36(3):8—13.
MIU Tao-sheng,XUE Yan-qing,JIANG Peng.Development and Research on Forging Process of Fractured Connecting Rod[J].Forging & Stamping Technology,2011,36(3):8—13.
猜你喜欢
铝加工(2020年3期)2020-12-13
山东冶金(2019年6期)2020-01-06
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年9期)2019-09-10
山东冶金(2018年6期)2019-01-28
经济技术协作信息(2018年20期)2019-01-19
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
