
气体保护焊机送丝不稳分析
2015-01-01 02:18邱令超冯国顺
设备管理与维修 2015年3期
邱令超 冯国顺
(山东山推工程机械结构件有限公司 山东济宁)
一、引言
在机械类企业,焊机起着重要作用,其中气体保护焊机因其良好的稳定性、实用性、成型美观等特点在企业应用广泛。鉴于其良好性能和及时的售后服务,公司购买了大量唐山松下产RF2模拟焊机及GR3数字焊机。由于点检、保养不到位,焊机经常出现故障且故障各异,送丝不稳是其常见故障之一。气保焊机基本接线图见图1。
二、故障分析
1.送丝不稳常见原因
焊机送丝故障常见原因可概括为图2。
(1)送丝压力调整不当。送丝装置实物照片见图3,压轮、送丝轮侧面和正面图见图4。若压力太大,会造成焊丝变形,送丝困难,导套帽或导电嘴磨损加快。若压力太小会出现送丝不均。最合适的压力是旋转压臂,到所用焊丝直径刻度的上方,如图4焊丝加压刻度。
(2)送丝簧问题。常见送丝簧结构见图5。送丝簧使用中有几项品质要求,如送丝簧出现硬弯、送丝簧被拉长以及送丝簧长度不够不能使用。送丝簧规格必须与焊丝直径相符,热塑管或密封圈损坏应及时更换或修理,否则会漏气。

图1 气保焊机基本接线图
2.送丝簧安装
插入送丝簧不要过快、过猛,否则易造成软管弯折。送丝簧插入后,顺时针转动焊枪,继续推动送丝簧直至O形圈完全推进去。送丝簧尾端露出长度4~7 mm,送丝簧前端,不得超过枪头分气孔。

图2 焊机送丝故障原因
3.送丝簧的清理
(1)送丝簧中焊丝切粉及污物过多会严重影响送丝的稳定性及出气量,造成送丝不畅或出暗气孔,所以送丝簧必须定期清理。
(2)清理时可在干净、平整的平面上将送丝簧逐段轻轻摔打(注意不要损坏热塑管),使得软管内的焊丝切粉及污物松动,然后用干燥的压缩空气进行清除。

图3 送丝装置实物照片

图4 压轮、送丝轮侧面和正面图

图5 送丝簧结构
三、导电嘴
导电嘴是直接向焊丝传递电流的部件,导电嘴内孔与焊丝接触而导电,导电嘴外表面与喷嘴内壁之间流过保护气体。使用时,导电嘴的规格必须与焊丝直径保持一致,即导电嘴内径不能过大或过小。过大导电不好,过小则送丝阻力增加,二者均会造成焊接过程不稳定,严重影响焊接质量。导电嘴孔径与焊丝直径的关系见表1。

表1 导电嘴孔径与焊丝直径的关系 mm
导电嘴问题点就在导电嘴孔径问题,导电嘴孔径合适,穿入焊丝后状态见图6a。孔径太大状态见图6b,此时焊丝与导电嘴内壁接触点经常变化会造成电弧不稳,焊缝不直。

图6 孔径与焊丝穿入状态
四、送丝轮与焊枪电缆弯曲半径
送丝轮槽径大于焊丝直径,送丝推力不足,送丝不稳。送丝轮槽径小于焊丝直径,推力不足,焊丝受损。送丝轮槽中污物过多同样引起推力不足。每个送丝轮可适用两种直径的焊丝,送丝轮槽大小必须与焊丝直径保持一致,安装正确时丝径标号应朝向外侧。
若焊枪电缆弯曲过大,焊丝在焊枪中阻力大,送丝受阻,送丝不均或送不出丝。所以,焊接时焊枪电缆的弯曲半径应>300 mm。
五、SUS导套帽与送丝轮不对中
(1)紧固螺母必须拧紧以保证送丝轮槽与SUS导套帽对中。每天作业前应查看其是否松动。否则将增加送丝阻力或刮伤焊丝,从而引起焊接电弧不稳,影响焊接质量(图7)。
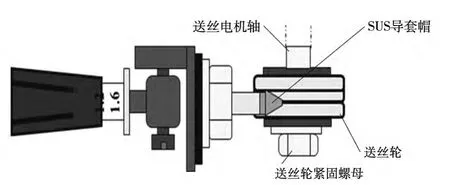
图7 送丝轮槽与SUS导套帽对中
(2)导套帽孔太大、送丝轮与导套帽距离过大,焊丝容易打弯,松丝不畅。导套帽孔太小,摩擦阻力大,送丝受阻(图8)。

图8 焊丝打弯
六、焊丝不良
CO2气保焊丝在制造过程中,由于生产设备、工艺所限,存在残余内应力,导致送丝不均匀。拉拔设备诱发焊丝共振所产生的焊丝波浪弯曲,必然会在初焊时造成导电嘴堵塞。焊丝表面的锈蚀、附着润滑剂及铜层不均匀现象,同样对顺畅送丝有很大影响。
猜你喜欢
现代农机(2022年3期)2022-07-11
组合机床与自动化加工技术(2019年11期)2019-11-27
金属加工(热加工)(2018年2期)2018-03-22
焊接(2016年6期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
