
基于伺服系统的传统注塑机节能改造
2015-01-04 05:12董泽,孙杰
当代化工 2015年2期
董 泽,孙 杰
(辽宁石油化工大学, 辽宁 抚顺 113001)
基于伺服系统的传统注塑机节能改造
董 泽,孙 杰
(辽宁石油化工大学, 辽宁 抚顺 113001)
由于在能耗、成型精度等方面,传统液压型注塑机表现不足,而伺服驱动液压注塑机优点就是耗能低、效率高、响应快,所以提出采用伺服控制代替开环控制的改造方案。基于对传统注塑机液压系统动力单元的改造,研究伺服注塑机的运行性能,通过实际试验和应用,改造后的注塑机不仅使产品质量有了很大提高,并且对于实现注塑机的节能技术进步和控制精度提高具有重要作用。
注塑机;改造;伺服控制;节能
随着塑料制品的广泛应用及其产量的迅速增长,节能型注塑机的重要性也日益突出。传统注塑机主回路采用定量泵与电液比例阀组成的控制回路或变量泵控制的回路。在定量泵注塑机液压系统中,泵的输出流量是一定的,系统存在溢流损失和节流损失,功率利用不尽合理。虽然早有变量泵的设计,以减低对溢流所产生的耗损,但溢流所产生的耗损只能减低,却不能减除,且响应比较慢,不能达到某些注塑工艺要求[1]。为了使动力单元输出流量和压力与执行机构需要的流量和压力相匹配,新型注塑机一般采用变频电机驱动或伺服电机驱动[2]。但变频调速响应速度过慢及电机寿命的减短,使得伺服电机驱动定量泵系统的高响应特性日益凸显。本课题就是在这样的背景下提出的,通过对传统注塑机的伺服改造,达到节能效果,创造出较好的投资回报率。使其改造方案既符合我国国情又具有一定市场竞争力。
1 注塑机简介
注塑机又名塑料注射成型机,是完成塑料注射成型的机器。它是利用注射装置将料筒中已将溶化的热塑性或热固性塑料高压、高速地推挤到闭合的成型模具型腔内,经过冷却固化定型后,得到和模具型腔形状几乎完全一致的塑料制品。各种注塑机的注射成型动作程序可以不完全一致,但所要完成的工艺过程即基本动作内容还是相同的[3]。大致可以分为:合模、注射装置前移、注射、压力保持、注射位置复位、制品冷却开模和预塑化、顶出制品等动作所组成的周期性成型过程,如图1所示。
2 传统注塑机和伺服系统改造注塑机对比分析
2.1 传统注塑机耗能分析
根据传统注塑机的注塑工艺,在一个工作循环周期中,功率变化如图2所示,在保压、定型、冷却等待机阶段,传统的注塑机仍在耗能,造成了大量能源浪费[4]。
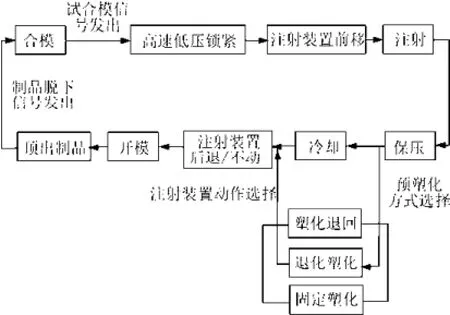
图1 注塑机的工作循环Fig.1 Work cycle of the injection molding machine
传统注塑机能耗分配是:
(1)油压系统的能耗为70%~75%;(2)加热单元的能耗为15%~20%;(3)冷却系统的能耗为5%~10%;(4)控制组件的能耗为1%~5%。

图2 注塑机周期动作及功率消耗Fig.2 The action cycle and the power consumption of injection molding machine
可见,油压系统耗电占总耗电的75%以上,由此看出,注塑机油压系统的节能改造也至关重要。
2.2 传统注塑机油泵的缺点和伺服节能改造分析
传统注塑机的控制系统通常由流量/压力复合控制器+定量泵+感应马达+开关阀组成,系统原理简图如图3所示。
传统注塑机75%以上的电能消耗于油压动力源,由于采用定量液压泵注塑机,其油泵转速和输出流量是恒定的,但注塑工艺要求是随着阶段变化而变化的,导致了富余部分的液压流量通过溢流阀排回油缸,从而造成大量的能量损失和能源浪费,并且浪费的电能还会转换成热能使油箱的油温上升从而减少密封圈的寿命等不良现象[5]。总之,由于采用传统注塑机驱动方式,保压及冷却时间越长,系统耗能越多。此部分的耗能就是伺服改造的关键所在。

图3 传统注塑机控制系统原理图Fig.3 The schematic diagram of control system of traditional injection molding machine
利用成熟的伺服技术对传统的异步电机和定量泵电液系统进行节能改造来实现节约资源、降低成本、提升产品质量、改善工作环境的目的。伺服控制系统通常由伺服电机+伺服控制器+定量泵三部分组成,如图4所示。

图4 伺服改造后的系统原理图Fig.4 Schematic diagram of the servo system after transformation
采用伺服驱动器的最大好处,第一是节能,因为在保压的过程中注塑机控制器会同时给压力和流量信号到驱动器,驱动器会采用PID算法后将低速驱动伺服电机运转实现节能,其次是因为伺服驱动器使伺服电机运转相应很快,而且伺服电机正常可以运转到2 000 r/min以上,这样产能得到明显提高,所以注塑机在进行除保压状态外的其它工作阶段时运行的是速度模式,其电机转速可以迅速达到了,注塑机运转周期加快,提高了生产效率,再次是系统保压时压力的稳定性很好,由于该驱动系统是个无限循环控制系统,注塑机系统压力由压力传感器检测出来传递到驱动器上并通过驱动器的PID快速调节响应,从而保证了系统压力的稳定性[6]。
采用注塑机伺服改造的缘由:
(1)驱动系统和发热系统,都是消耗大量电能;
(2)传统注塑机的控制系统通常由流量/压力复合控制器+定量泵+感应马达+开关阀组成,油泵电机以恒速提供不变的流量,导致富余的液压油通过溢流阀回流(高压节流),直至能量损失和能源浪费;
(3)买家对产品质量的要求逐年提高,伺服系统是对注塑机系统的升级,可以改善注塑机的位置重复精度和压力控制精度;
(4)全世界对环境保护日趋严格,如对能耗、噪音、泄漏等方面的要求,采用伺服改造能有效达到节能减排的要求;
(5)帮助企业降低前期投入、使产品质量和生产效率提高,促进企业在行业中的竞争力。
3 伺服系统控制工作原理
传统注塑机伺服改造方法:
(1)液压及油路不变,去掉原系统的比例流量阀比例压力阀,换装安全阀(溢流阀),去掉相应的放大板;
(2)压力闭环:在泵出口处安装压力传感器,从注塑机的电脑控制里取出压力和流量给定的模拟信号,需要压力传感器的反馈信号为DC 0~10 V;
(3)普通电机换为伺服电机,叶片泵换为内啮合齿轮泵(或螺杆泵、柱塞泵);
(4)电气:增加伺服驱动器,将原来给PQ阀的流量和压力信号给伺服驱动器;将油泵出口的压力传感器接入伺服压力反馈信号端口;
改造后的注塑机液压泵伺服驱动系统原理图如图5所示,主要由交流永磁同步伺服电机、伺服驱动器、液压油泵、压力传感器、编码器或旋转变压器构成,这种系统提供了注塑机驱动及控制系统的新概念,能够接近全电动注塑机的节能水平[7]。

图5 改造后的注塑机液压泵伺服驱动系统原理图Fig.5 The system principle diagram of injection molding machine hydraulic pump servo drive after transformation
此套系统有以下特点:
(1)超省电节能:从实际情况来看,比传统定量泵油压系统省电约70%;
(2)系统油温温升低:工作环境低于40摄氏度无需冷却水,消除冷却部件的耗能,延长了液压油、液压易损件的使用寿命。
(3)重复精度高:采用闭环转速控制,实现了压力流量的精确控制;
(4)响应时间快:压力上升时间和流量上升时,速度响应时间快至40 ms,减少了动作转换时间;
(5)耐恶劣环境:采用防油,防抖动,防尘的旋变编码器;
(6)降低噪音:在绝大部分工况下液压系统的噪声在65 dB以内,改善了操作机器的现场环境;总的来说,该方案更好地实现注塑机的节能改造,系统生产效率提升,且安全可靠,适用于各种生产环境。
4 节能潜力
4.1 直接经济收益
为了更实际了解注塑机节能改造的效果,我们选取一家企业的液压型注塑机(海天HTF-240吨位)进行改造,电机功率为22 kW,一般电机耗电为12.5度/h,在这次改造中,企业进行的改造主要是针对异步电动机和定量油泵,改为伺服电机驱动的齿轮泵作为液压动力源,其他部件暂不做任何改动。改造后电机耗电4.6度/h,每小时节省7.9度,节电率为63.2%,针对该台机做节能效益分析如下:
以节电8度/h,注塑机每天工作24 h,每月工作28 d,电费按平均价计约人民币0.85元/度,则如下:月回收节能=8×24×28×0.85=4 569元/月;
年回收节能=4 569元/月×12=5 4828元/a;
改造费用约7万元,如考虑下文所述的间接利益,所有投资可在2 a内收回。
4.2 间接经济收益
(1)由于稳定性增加,精密性增强,从而提高产品合格率;
(2)由于油温降低,延长了注塑机液压油寿命,延长了油封件等易损件寿命;
(3)因节电带来辅助电力设施的成本节约。
(4)工作环境噪音降低。
(5)节约水量,降低成本,减少环境污染。
(6)动作响应速度快,缩短产品生产周期,提高生产效率。
5 结束语
通过对注塑机注塑工艺及每个工作阶段能耗的研究与分析,采用伺服系统在传统注塑机进行节能改造。
在流量和压力双闭环控制下,重复精度高,加工精密制品能力好,节能效果明显,大大减少了能源的浪费,克服了普通马达定量泵系统由电网电压、频率等变化导致的流量变化,使注塑机成品率下降的缺点,有利于机器的稳定运行。因此传统注塑机伺服改造是注塑行业降低成本、提高产品竞争力的有效途径。
[1]黄俊军.注塑机节能技术浅谈[J].塑料制造,2012,(11):76-79.
[2]张友根.注塑机节能液压动力驱动系统的应用分析研究[J].液压气动与密封,2008,(3):1-5.
[3]董林福,秦然,等.注塑机使用指南[M].北京:化学工业出版社,2010.
[4]蔡恒志,谢树清,王文广.注塑操作工[ M].广东:广东科技出版社,2008.
[5]牟杰高.注塑机变频节能技术改造[D].北京.中国农业大学,2006.
[6]周以翔.注塑机节能发展趋势介绍[J].国内外机电一体化技术,2010,(8):41-43.
[7]Kenichi TAKAKU,Hirokazu HIRAIDE, Koichi OBA. Application of the“Asr Series” AC Servo Motor Driven Hydraulic Pump to Injection Molding Machines[A].Proceedings of the 7th JFPS international Symposium on Fluid Power[C].2008.
Energy-saving Retrofit of Traditional Injection Molding Machines Based on Servo System
DONG Ze,SUN Jie
(Liaoning Shihua University, Liaoning Fushun 113001,China)
Traditional hydraulic injection molding machine has many deficiencies in the aspects of energy consumption and forming accuracy, while the servo-driven hydraulic injection molding machine has many advantages,such as low energy consumption,high efficiency,fast response,so a retrofitting project by using the servo control to replace the open-loop control has been put forward. In order to transform power unit of the traditional injection molding machine hydraulic system, operating performance of servo injection molding machine was studied. The actual test and application results show that the injection molding machine after transformation not only can improve product quality, but also can play an important role in development of energy saving technology and improving control precision of the injection molding machine.
Injection molding machine; Retrofitting; Servo control; Energy-saving
TQ 051
: A
: 1671-0460(2015)02-0369-03
2014-09-13
董泽(1989-),男,辽宁沈阳人,硕士研究生,研究方向:过程装备控制及机电一体化。E-mail:390511928@qq.com。
猜你喜欢
微特电机(2020年11期)2020-12-30
装备制造技术(2020年3期)2020-12-25
电脑爱好者(2020年6期)2020-05-26
制造技术与机床(2019年6期)2019-06-25
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
北京航空航天大学学报(2017年5期)2017-11-23
光学精密工程(2016年5期)2016-11-07
工业设计(2016年6期)2016-04-17
中国塑料(2015年11期)2015-10-14
