化工离心泵底座改进设计及研究*
2015-01-10 05:16尤宝
机械研究与应用 2015年6期
尤 宝
(洛阳双瑞特种装备有限公司,河南洛阳 471000)
化工离心泵底座改进设计及研究*
尤 宝
(洛阳双瑞特种装备有限公司,河南洛阳 471000)
基于化工离心泵的设计标准,结合在实际的生产与装配中出现的问题分析,优化了化工离心泵底座的结构设计与生产工艺,保证了最终生产底座的精度,同时兼顾整体装配后的美观,优化后的底座更有利于整个化工离心泵底座的系列化设计。
化工离心泵;底座;设计与改进
0 引 言
在卧式离心泵的使用过程中,一般泵体一侧与电机单独安装,最后通过中间联轴器将三者安装在一个共同的基础平台结构之上,将这个承载平台称之为泵的安装底座,它是化工离心泵的一个重要组成部件。实际的泵应用过程中底座不但要保证泵与电机在静态下的形状、位置和尺寸精度,而且还要有足够的支反力来抵抗泵在运行状态下由扭矩与振动等外力引起的变形。目前我公司设计的泵主要为IH系列化工离心泵,轴向尺寸主要参照GB/T5662《轴向吸入离心泵(16bar标记、性能和尺寸》,底座的尺寸主要沿用GB/T5660《轴向吸入离心泵底座尺寸和安装尺寸》进行设计,随着泵产品的发展,国内外泵企业逐渐淘汰现有的铸造底座,改用焊接结构泵底座。
1 传统离心泵底座的利弊
传统的泵底座一直沿用刚度较大的整体铸件加工而成。如图1,随着泵行业的竞争压力逐渐增大,传统铸造泵底座的劣势逐渐显现:①化工离心泵单个系列下规格较多,需生产相应数量底座模具,需投入较大成本;②铸造过程用时较长,针对有特殊要求的客户,需重新设计制造模具,所用时间会相应增加;③铸造底座用材较多,材料成本增加,同时铸造底座外观厚大笨重,影响整体产品外观。铸造底座优点在于铸件刚性较好,加工和安装使用后尺寸稳定性较好。
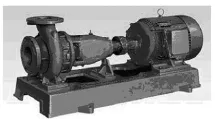
图1 传统铸造底座
2 化工离心泵底座的结构设计与工艺优化
随着国内离心泵整体性能、质量的提高,为降低整泵的成本,缩短生产周期,提升产品整体美观,对传统泵底座的优化设计是提升产品竞争力的一个重要途径。为此有必要针对现有的IH化工离心泵底座进行优化设计。
2.1 化工离心泵底座焊接结构初步设计及效果
根据GB/T5660《轴向吸入离心泵底座尺寸和安装尺寸》的结构尺寸,对IH化工离心泵首先进行了第一次底座结构设计,底座采用整体焊接结构,由型钢焊接,其中包括槽钢、角钢、钢板以及钢筋进行对接焊结构,材料采用Q235B材质,后期通过喷漆进行表面防腐处理,焊接底座安装使用如图2所示。
经过设计后的型钢底座,整体重量比原有铸造底座重量下降50%左右,生产周期从原有铸件铸造平均15天左右,缩短到了2天左右,为后期底座的生产节省了大量时间。从2012年以来已广泛应用于化工离心泵的生产中,并将安装该系列底座的泵应用于实际的生产中。
2.2 使用过程中存在的问题及原因分析
由于化工离心泵底座是电机和泵的安装平台,对于底座的安装面有较高的形状、尺寸精度要求。安装面的误差会造成泵在装配与使用过程中轴的对中性较差,造成机械密封发生泄漏,造成泵生产中断,给安全生产带来隐患。
经过使用验证,设计的焊接槽钢底座在安装与调试过程中,经过跳动检验,发现焊接底座尺寸的稳定性较差,在放置一段时间后会出现底座平面度超差,最大甚至达到了1.5 mm,远远超出设计要求的0.5 mm。使泵的运转存在安全隐患同时还可能造成泵的密封的失效。
为更好的研究分析泵焊接底座的变形原因,结合泵的生产合同项目,针对生产的10套化工离心泵底座进行了提前生产,完成后对底座进行尺寸与平面度进行了检验记录,并在自然条件下放置3个月后,将泵的底座再次检验,底座的平面度均超差0.5~1.2 mm,只能在安装前再次对安装平面进行一次铣加工,来保证底座安装平面的平面度。经过对原因分析,底座的变形主要由于在焊接过程中型钢焊缝存在焊接内应力,在长期自然环境下放置或使用过程中随着应力释放,造成扭曲变形。为此针对底座采用消除应力处理,制定了Q235B的回火工艺,设计温度600℃,保温时间5~6 h,热处理后的底座见图3,经过后期的加工实验,底座尺寸误差目前基本稳定。

图2 装有槽钢底座的化工离心泵
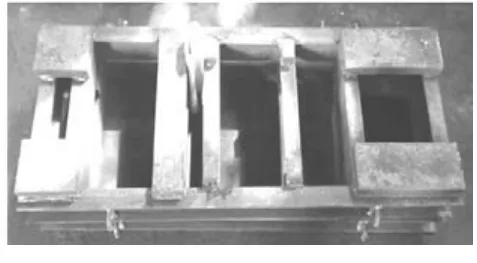
图3 热处理后的槽钢底座
焊接底座经过热处理后,泵与电机安装到底座后发现,在泵的运转试验安装与吊装过程中,泵运转试验时焊接底座与水泥基础通过螺栓拉紧后均出现了底座安装平面度超差问题。通过原因分析主要由于型材强度不够所致,同时在焊接完成后对底座与基础贴合面的校平度不够,导致在底座安装平面铣加工的过程中工装压紧后底座整体扭曲变形,为此需要在工艺实施过程中对焊接底座焊后首先进行校平,后续再进行底座的热处理和机加工,要求校正后底面不平度≤0.5 mm,但通过多次试验验证,在实际的校正过程中该数值要求较高很难达到,最终校平后不平度一般为0.8~1 mm。其次,在泵在吊装运输过程中焊接底座也会出现的安装平面超差变形,经过原因分析,底座吊钩是起吊的主要受力点,造成变形超差原因为结构设计不合理和所用型材的刚度不够。
2.3 化工离心泵焊接底座优化设计及工艺研究
为此设计第二代焊接底座,来提高整体焊接底座的刚度,通过合理结构布局,使底座在使用过程中因为吊运、振动引起的变形得到改善甚至消除。通过不同型钢的刚度对比,底座主体结构采用方钢要比槽钢焊接后的刚度提高3倍以上,同时在设计过程中通过增加板材可以达到任意的安装平面高度,有利于实现客户对安装高度的要求,为此以方钢为基础,对焊接底座进行结构优化设计,逐一对焊接底座存在问题进行解决,优化设计后的焊接底座减少了起吊吊钩部件,将底座的地脚螺栓安装位置设计为隐藏式,为底座的设计增添时尚感,让底座与泵体安装使用后更加美观大方,同时在结构上更有利于后期底座的系列化设计,图4与图5为设计及生产使用中的方钢底座。

图4 方钢底座

图5合同项目中应用方钢底座的离心泵机组
针对槽钢底座与基础贴合面校正难度大问题,对方钢底座地脚螺栓连接孔位置与基础贴合面处增加焊接了5 mm厚平钢板,该设计首先增加了底座螺栓连接部位的强度,避免后期安装地脚螺栓后受力导致底座变形超差,同时在加工过程中,对5 mm厚平板进行铣平,保证了底座上下面均进行了加工,以加工后的焊接底座与基础贴合面为整个底座加工基础面进行装卡,经实际生产验证,保证了最终底座加工得到的安装平面形位公差及尺寸精度满足设计要求。
2.4 化工离心泵生产工艺的总结与固化
优化后的底座生产工艺总结见表1。
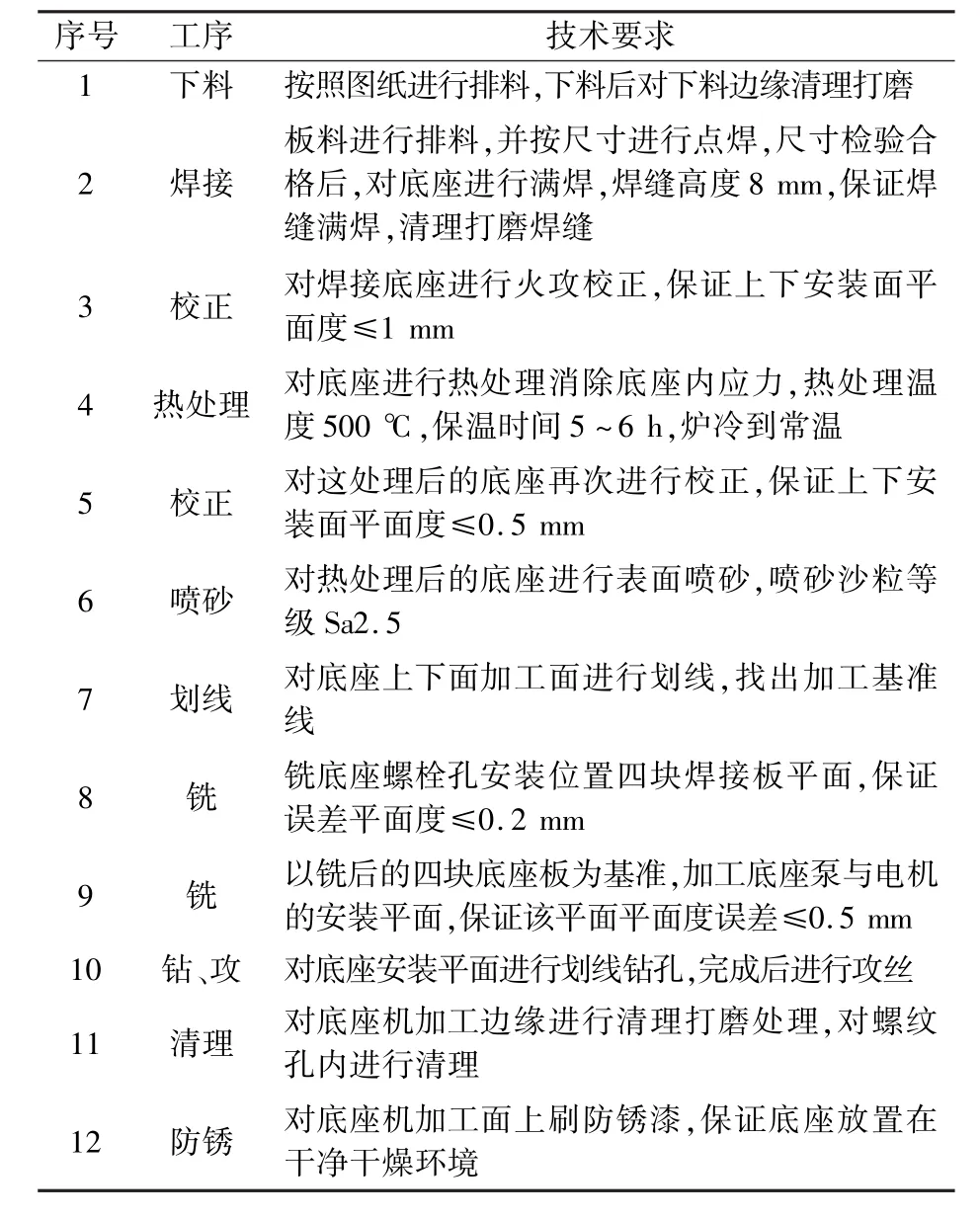
表1 化工离心泵方钢底座详细生产工艺流程
经过多年的生产与使用验证,目前底座生产工艺基本已固化,产品精度和尺寸稳定性、刚度均满足生产需求。
3 结 论
(1)通过焊接底座的设计与制造,底座的生产周期较铸造底座减少80%,成本下降20%左右,为生产实施节约了时间和成本。
(2)底座经过多年的不断设计与改进,目前在加工工艺上趋于成熟,在结构设计上已优化完善。
(3)目前设计的方钢泵底座已在合同中广泛应用,经过生产安装、客户使用验证,底座刚度满足要求,运转后底座尺寸精度稳定。
[1]关醒凡.现代泵理论与设计手册[M].北京:中国宇航出版社,2011.
[2]朱利英.大型脱硫泵焊接底座改进[M].北京:中国石化出版社,2007.
[3]成大先.机械设计手册[M].北京:化学工业出版社,2002.

表2 小型刨床机构优化前后对比表
将优化前后进行对比建立表2,从表2可以看出,经过优化设计后的小型刨床机构由于q的减小,工作阻力减少,整个机构的工作效率提高,驱动曲柄的电动机功率减少了30%。同时小型刨床机构所占空间也减少了30%,优化的效果是非常明显的。
4 结 语
综上所述,基于MATLAB优化工具箱的机构设计方法,在满足使用要求,保证使用性能的前提下,与传统设计方法比较,可以设计出体积较小,效率较高的小型刨床机构,同时也节省了设计时间、减小了设计难度,是对传统设计的重大改进。所以说用MATLAB优化工具箱求解机械机构的优化问题,是较为合理的选择。
参考文献:
[1]秦大同.机构设计[M].北京:化学工业出版社,2014.
[2]李万祥.工程优化设计与MATLAB实现[M].北京:清华大学出版社,2010.
[3]赵继俊.优化技术与MATLAB优化工具箱[M].北京:机械工业出版社,2011.
[4]孙开元.常见机构设计及应用图例[M].北京:化学工业出版社,2013.
Im proved Design and Research on the Pedestal of Chem ical Centrifugal Pump
YOU Bao
(Luoyang Sunrui Special Equipment Co.,Ltd,Luoyang Henan 471000,China)
Based on the design standard of chemical centrifugal pump,and combined with the problem analysis in the actual manufacturing and assembling process,the physical design andmanufacturing technique of the chemical centrifugal pump pedestal are optimized in this paper.Such optimization would ensure the accuracy of final produced pedestal,aswell as thewhole aesthetic assembly.The optimized pedestal ismore helpful to the serial design of the chemical centrifugal pump pedestal.
chemical centrifugal pump;pedestal;design and improvement
TH311
A
1007-4414(2015)06-0110-03
10.16576/j.cnki.1007-4414.2015.06.040
2015-08-30
尤 宝(1986-),男,甘肃武威人,助理工程师,研究方向:离心泵设计及研究。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
四川水利(2022年5期)2022-10-29
工业建筑(2022年4期)2022-07-27
水泵技术(2021年5期)2021-12-31
水泵技术(2021年5期)2021-12-31
防爆电机(2021年5期)2021-11-04
水泵技术(2021年3期)2021-08-14
中学生数理化·八年级物理人教版(2019年4期)2019-05-20
装备制造技术(2018年10期)2018-12-24
发明与创新(2015年26期)2015-02-27