
循环水实施无磷方案可行性分析
2015-01-11 05:10刘莉
云南化工 2015年4期
刘 莉
(云南水富云天化有限公司生产部,云南 水富 657800)
循环水实施无磷方案可行性分析
刘 莉
(云南水富云天化有限公司生产部,云南 水富 657800)
根据国家新颁布的《合成氨工业水污染物排放标准》(GB 13458-2013)的要求,对我公司循环水实施无磷方案的可行性及存在的问题进行了分析,并提出实施建议。
循环水;磷;合成氨
按照国家2014年3月14日发布的《合成氨工业水污染物排放标准》(GB 13458-2013),新增加合成氨工业水污染物总磷排放标准为ρ(总磷)≤1 mg/L(2014年7月1日~2015年12月31日),ρ(总磷)≤0.5 mg/L (2016年1月1日起)。2014年4~6月,公司对南排口总磷进行了监测,在循环水无主动排污的情况下,南排口总磷平均为2.86 mg/L(最高4.91 mg/L,最低1.06 mg/L),已超过排放标准,估计为地下管网泄漏以及旁滤池反洗导致。因地下管网错综复杂,多次寻找漏点未果,同时,考虑到即使消除地下管网泄漏,旁滤池反洗同样也会影响排口总磷指标。随着国家对环保越来越严格的要求,循环水实施低磷或无磷方案是大势所趋,基于此,生产部请GE公司针对我公司实际情况制定了循环水无磷配方方案,并与我公司进行了技术交流。
根据GE公司的安排,先在合成循环水系统实施无磷方案,以满足南排口排放标准,再逐步推广到其他循环水系统。但是,无磷方案与目前公司采用的中性配方方案比较,无论是药剂、控制指标都有较大改变。本文对该方案的可行性进行分析,针对方案中出现的问题提出建议。
1 无磷配方方案及建议
按照我公司目前循环水系统运行实际状况,以及考虑到补水水质对循环水控制指标的影响,GE公司分别提出了以生产水,生活水、V(生活水)∶V(生产水)=7∶3配比为循环水补充水的碱性无磷配方方案。该无磷方案是采用MS6208+GN8021替代现有中性水处理方案中的DN2240+GN7004,以AEC碳酸钙阻垢剂、STP分散剂进行结垢、沉积控制,以锌盐进行腐蚀控制,pH要求控制在8.0~8.5。4大循环水系统的详细成本核算分别见表1、表2、表3、表4。
根据表1~表4,在相同的浓缩倍数下,以生产水为补水方案时,阻垢、缓蚀剂药剂成本最低,与现有配方基本持平(计算是以理论计算为依据,实际运行可能稍有偏差)。以生活水为补水方案时,因其碱度、硬度较生产水高,6倍浓缩及以下时,阻垢、缓蚀剂药剂成本与生产水方案相同,7倍浓缩后,阻垢剂用量会提高(由100 mg/L增加到120 mg/L甚至更高),阻垢剂药剂成本比生产水补水方案高,且随着浓缩倍数升高,阻垢剂成本差异更明显。V(生活水)∶V(生产水)=7∶3配比方案时的阻垢、缓蚀剂成本居中,但可以最大程度利用现有二氧化氯发生器残液,综合效益最优。

表1 尿素循环水系统成本核算表(按浓缩10倍计算)Table.1 Costing table of urea cycle water system (calculated by 10-fold concentration)

表2 合成氨循环水系统成本核算表Table.2 Costing table of ammonia circulating water system

表3 有机循环水系统成本核算表(按浓缩8倍计算)Table.3 Costing table of organic circulating water system (calculated according concentrated 8 times)

表4 煤制气循环水系统成本核算表(按浓缩8倍计算)Table.4 Costing table of coal gas circulating water system (calculated according concentrated 8 times)
制气循环水系统而言,因目前循环水酸、碱耗量都不高,故成本核算时未单独列出酸、碱耗量。由此也可见,在不考虑系统额外酸、碱消耗的情况下,采用生产水为补水方案阻垢缓蚀药剂成本较生活水更低。
运行中有许多不可控因素,GE公司计算的酸碱加入量为理想状态时的消耗量,且碱性配方运行时pH稳定在8.3,实际运行中可能有一定偏差。
GE公司确认:采用以上3种补水方式,使用无磷方案都是可行的。基于无磷方案要求循环水pH控制在8.0~8.5,而目前合成、尿素循环水控制pH在7.2~7.6,都需要投加大量液碱的现状,GE公司首先推荐采用V(生活水):V(生产水)=7:3比例配比方案,其次采用生活水为循环水补充水的无磷方案,可以较好利用二氧化氯发生器残液,降低液碱消耗,从而降低循环水运行成本及控制难度。采用生产水为补水配方方案虽然可行,但pH控制会较困难,另外缓蚀剂主要成分为锌盐,易与氢氧化钠形成氢氧化锌沉淀,在投加液碱和缓蚀药剂时要特别注意。
2 制水车间生产能力及现状
制水车间设生产水和生活水两个独立系统。其中,生产水系统为石灰软化系统,主要供合成脱盐及五大循环水系统补水。生活水系统经混凝、沉淀、过滤、消毒处理后,满足生活水卫生标准,供厂区辅助生产用水以及生活区、水富县居民生活用水。实际用水量见表5。
由表5可知,目前制水车间生活水系统尚有余量250 m3/h左右,勉强可以满足合成循环水所需补充水量要求,但需要增开一台生活水送水泵(制水车间生活水泵刚好满足目前送水要求),导致制水车间电耗增加。但若将所有循环水系统补水更改为生活水,则现有制水车间生活水系统制水能力不能满足要求。

表5 实际生产、生活用水分布表Table.5 Actual production,domestic water distribution table
3 建议
建议暂时仅合成循环水系统更改为无磷配方:合成循环水补水为生活水,其余循环水系统保持现状。
具体方案:因GE公司无磷方案要求在碱性环境下运行,采用生活水作为循环水补水可有效利用二氧化氯发生器反应残液,降低液碱消耗,有利于系统的稳定运行。需在制水车间送厂区DN400生活水总管新增1根DN250生活水管(约100 m,若干弯头)至现有合成循环水水池作为补水,并安装调节阀和流量计,以便根据水池液位进行调节和计量补水量(调节阀位号LIC102-1、流量计位号FI2009-1,引入脱盐DCS控制和显示),见图1。原生产水补水管线保留以作备用。由于脱盐清水泵送了约60 m3/ h水作为二氧化氯发生器动力水,实际合成循环水补水采用的是V(生活水):V(生产水)=7∶3方案,也就是综合效益最优方案。
制水运行费用增加估算:按照运行2台送水小泵,估计比运行一台大泵增加电耗约100 kW/h。
风险:制水电耗、成本增加,地下管网、送水泵增加了损坏风险。
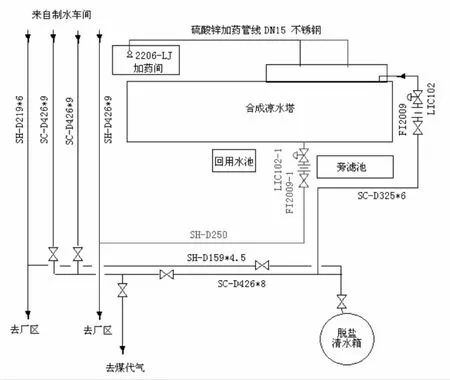
图1 合成氨循环水补水及加药管线改造图Fig.1 Diagram of ammonia circulating water and dosing pipeline reconstruction
从长远考虑,循环水采用无磷配方是大势所趋,但若要将循环水补水更改为生活水,涉及的关联面较多,需详细进行核算。初步可考虑采用以下两种方式:
1)5大循环水系统补水均更改为生活水,仅脱盐补水仍保留生产水。
此方案制水车间改造较大,需新增一座800 m3/h虹吸滤池(或考虑通过重新配管,将5个重力滤池分设为3个生活水用、2个生产水用),生产水泵、生活水泵均需考虑重新设置,原生产水管线需进行改造或单独新增一根DN300管线至脱盐补水箱。
优点:通过合理改造和匹配,制水运行成本以及脱盐运行成本都不会增加,而循环水采用无磷配方后运行成本将下降,且控制难度降低。
缺点:制水改造项目较多,整个投资费用较高,预计投资350万左右。
2)制水取消生产水系统。
在不对制水车间工艺进行改动的情况下,直接将现有生产水系统由石灰软化工艺更改为混凝沉淀工艺,对现有管线、送水泵等都不进行改动,仅对加药系统进行改造。
优点:仅改变制水工艺,没有较大改造项目。取消了石灰软化系统,制水车间药剂成本将有所降低。
缺点:生产水石灰软化工艺能否顺利更改为混凝沉淀工艺还是问题,存在一定风险。更改为生活水作补水后,脱盐成本将大幅度增加,预计酸消耗将由230 kg/kt上升到450 kg/kt,碱消耗由120 kg/kt上升到240 kg/kt,脱盐水成本将增加0.47元/t(硫酸按500元/t,氢氧化钠按3000元/ t计)。此外,脱盐将出现批量低、再生频繁、废液排放多、劳动强度大等问题,严重时将导致供水紧张。
为降低脱盐成本,可考虑在脱盐增加一套200~500 m3/h石灰软化系统,或纳滤系统,或反渗透系统。预计投资300万左右。
4 结语
尽管循环水实施无磷方案是大势所趋,但基于我公司目前采用二氧化氯作为杀菌剂和补水为石灰软化水的现状,循环水在现有状况下实施无磷方案对pH的控制存在较大风险。而将循环水补水全部更改为生活水,制水车间的现有实际生产能力又不能满足要求,需进行较大改造。因此建议待合成循环水采用无磷方案并取得经验后,仔细核算其药剂消耗、酸碱消耗、运行成本、控制和处理效果,以及与现有杀菌剂二氧化氯的协同处理性,确认取得成功之后,再进行详细策划。
Feasibility Analysis of Circulating Water with Phosphorus Free Program
LIU Li
(Yunnan ShuiFu Yuntianhua Production Co.,Ltd.,Yunnan Shuifu 657800,China)
According to the request of the new issued“Ammonia industrial water pollutant discharge standards”(GB 13458-2013),the feasibility and exisited problem of Circulating Water with Phosphorus Free Program in our company were analyzed,and the implementation of recommendation was proposed.
circulating water;phosphorus;ammonia
X505
A
1004-275X(2015)04-0048-04
12.3969/j.issn.1004-275X.2015.04.014
收稿:2015-06-04
刘莉(1974-),女,硕士,高级工程师,主要从事水处理技术工作。
猜你喜欢
能源工程(2021年5期)2021-11-20
科学与信息化(2021年6期)2021-03-11
弹性体(2020年6期)2021-01-11
中国科技纵横(2020年15期)2020-11-28
装备维修技术(2020年10期)2020-11-19
石油化工腐蚀与防护(2020年5期)2020-11-13
中小企业管理与科技·上旬刊(2018年4期)2018-05-02
绿色科技(2016年8期)2016-10-21
绿色科技(2016年4期)2016-10-21
科学与财富(2016年7期)2016-03-25
