
二次开发技术在26 mm厚压力容器管接头焊接模拟的应用
2015-01-16 03:46李云涛王玉龙李耀荣张振宇
电焊机 2015年7期
李云涛,王玉龙,李耀荣,张振宇
(1.天津理工大学材料科学与工程学院,天津300384;2.天津市光电显示材料与器件重点实验室,天津300384;3.天津宝成机械制造股份有限公司,天津300350)
二次开发技术在26 mm厚压力容器管接头焊接模拟的应用
李云涛1,2,王玉龙1,2,李耀荣3,张振宇3
(1.天津理工大学材料科学与工程学院,天津300384;2.天津市光电显示材料与器件重点实验室,天津300384;3.天津宝成机械制造股份有限公司,天津300350)
压力容器中筒体与接管的连接处即压力容器的不连续区域,在焊接过程中将产生局部应力,焊后存在一定的变形。利用Swing、Awt技术开发出用于压力容器管接头焊接过程参数化模拟程序,分别对材料属性、热源参数制定、建模过程、运算过程及方法进行了“宏”处理。旨在简化模拟过程提高制定合理焊接工艺参数的效率,最终为减小焊接变形提高焊接质量提供参考,进而减少材料和资源的浪费。
P335GH;焊接;有限元软件;二次开发
0 前言
压力容器是石油、轻工、机械等工业中广泛使用的承压设备,因而压力容器的安全非常重要,如何从设计、技术等方面解决安全风险变得尤为重要。在压力容器设计方面,当前世界各国均能严格按照规范化进行。在技术方面,压力容器的不连续区通常为压力容器的高应力区,由于其几何形状的复杂性,给解析法的求解分析带来了一定的困难。
近年来随着计算机技术的高速发展,计算机技术作为一种手段正在渗透到材料加工的各个领域。鉴于此,本研究针对调节空气/油压力罐的压力容器管接头处进行局部采样施焊实验,整合预用的焊接参数。采用二次开发技术对管接头处焊接参数化模拟过程进行整合,旨在为工业分析过程提供参考。
1 焊接试验及参数
1.1 选材
压力容器开孔处的应力状况十分复杂,接管与压力容器处的焊缝尺寸将会造成此部分的结构不连续,从而也将形成局部的不连续应力[1]。实例模型如图1、图2所示。
图1 筒体与接管内部焊接接头形式

图2 筒体与接管外部焊接接头形式
试验母材牌号为P355GH(欧标),母材特性如图3所示,厚度26mm,加工前预热温度大于等于100℃,焊接材料为大西洋焊材牌号为E5015,施焊前需进行350℃/1 h烘干处理。
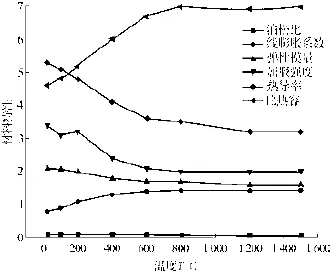
注:比热容单位:102J/(kg·℃);热导率单位:10W/(M·℃),线膨胀系数单位:10-5/℃,屈服强度单位:100MPa;弹性模量单位:100GMPa,密度7 850 kg/m3。图3 母材特性参数
1.2 焊接工艺及焊接参数
根据压力容器使用性能要求以及相关标准制定优化出合格的焊接工艺参数并且实施焊接[2]。焊接工艺参数如表1所示,焊接相关参数如表2所示。

表1 焊接工艺参数
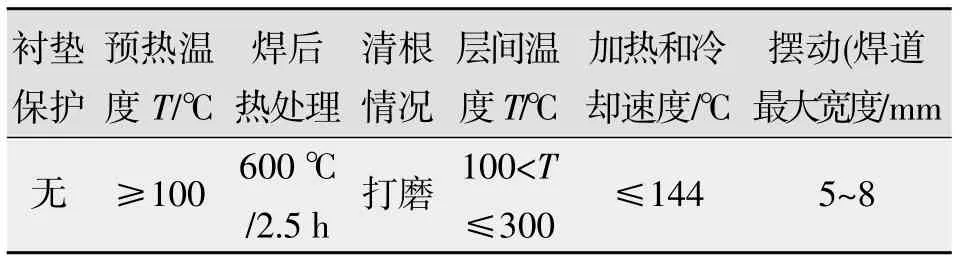
表2 焊接相关参数
2 有限元模型的建立
2.1 焊接接头设计
针对压力容器筒体与接管的连接,根据相应标准进行焊接接头设计[3]。采用的焊接接头形式为K型角接对接,接头处开坡口。接头设计如图4所示。

图4 筒体与接管连接处焊接接头示意
2.2 焊接接头热源模型的确定
由于生死单元方法热源模型能更有效地模拟焊缝形成和焊接热载荷的输入过程,且能简单构造焊接热流密度函数,更适用于本处接头结构的焊接过程模拟[4]。
因此本研究针对焊缝金属熔化、焊接材料填充及实际的焊接过程,采用生死单元法热源模型。在焊缝单元上加载均匀热流的模式,使单位体积上的热生成率趋于恒定值[5]。所依据公式为

式中U为电压;I为电流;η为电弧效率;V为热源作用体积。
3 焊接参数化模拟二次开发
3.1 焊接工艺参数应用模块
根据标准中规定的工艺参数区间进行模拟前设定,使模拟过程更好地指导焊接实践。因此程序中对热源相关参数进行了详细分类,如图5所示。此模块对于不同的焊接工艺参数只需要对以上某一项或更多项目进行更改设置,程序能够即时地修改工艺参数,而不必进行循环重复初始操作[6]。

图5 热源相关参数设定
3.2 宏文件的创建
在程序运行前将需要的参数以APDL语言的形式保存为“.mac”文件,利用预创建宏的便利性能够减少参数化模拟过程中常用的几个模块的反复性,提高效率。另一种方式即宏文件的编译可内嵌于所设计的程序中,通过软件指导过程生成特定的宏文件并存放于当前工作目录下,这样将会方便下次的调用。若宏文件已存在,则本次的宏将覆盖原有的同名同路径文件,程序使用时在根目录中前台手动可直接调用,参数类型及参数值位于*CREATE与*END之间。
格式:*CREATE,NAME,EXT*END
NAME——文件名和路径,若不指定路径,将默认为当前的工作目录;EXT——文件的扩展名,用“.mac”,END为宏结束语。
3.3 宏文件的执行
名为ABCD.mac的宏文件在搜索路径中可以这样执行:*USE,ABCD。
管接头宏文件已经录入在程序中,简图预览功能旨在将欲用的宏文件模型展示给操作者,通过“确定”按钮将会使用并执行指定的宏文件。
3.4 宏文件的调用
压力容器中常用母材的材料属性如图6所示,使用过程只需简单选择而减少了不必要的输入。

图6 定义材料属性
对于分析的压力容器局部结构的建模进行“宏”处理,如图7所示。
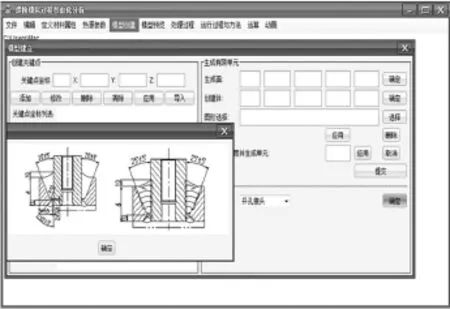
图7 宏文件中模型预览
3.5 宏文件的应用
本设计的二维模型可以实时观测接管金属内部与筒体金属内部随焊接过程所产生的应力变化情况。利用模型的创建模块可以手动创建所需模型,也可利用已在程序中存储的管接头的图形宏命令自动生成分析模型[7],如图8所示。
3.6 模拟过程动画截取
在此之前程序中应对动画的产生模式进行设置,并制定焊接生死单元的运算方法。如图9所示,进行自定义方法设置为分析运算做准备。图10为第1步与第100步对应的应力分布[8]。

图8 模型创建与预览

图9 定义运算过程与方法

图10 第1步与第100步焊接应力分布
4 焊后残余应力的分布和变形
由图11、图12的分析结果可知:管接头处施焊完毕时,焊缝区域是残余应力主要存在的区域且最大残余应力位于焊缝最底端,其值为197.90MPa。最大的变形量为0.013 387mm,这与实际施焊后管接头处所测得的变形值接近[9]。
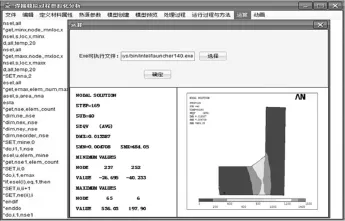
图11 管接头处焊后残余应力的分布情况

图12 管接头处焊后变形情况对比
对施焊后的试件进行硬度测试以验证工艺参数的可行性与局部的安全性。其中硬度试验的目的是测量焊缝和热影响区金属的硬度,并可间接地判断材料的焊接性。测试位置如图13所示。
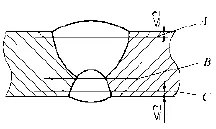
图13 硬度实验测试位置示意
测试线定为A、B、C三处,从左到右分别对母材区、热影响区、焊缝区、热影响区、母材区采用两点取样测试,硬度测试结果如表3所示[10]。

表3 硬度测试结果HV
Page 100
Application of the secondary development technology in welding simulation of pipe joints for pressure vesselw ith thickness of 26mm
LIYuntao1,2,WANG Yulong1,2,LIYaorong3,ZHANAG Zhenyu3
(1.School of Materials Science Engineering,Tianjin University of Technology,Tianjin 300384,China;2.Tianjin Key Laboratory for Photoelectric Materials Devices,Tianjin University of Technology,Tianjin 300384,China;3.Tianjin BaochengMachineryManufacturing Co.,Ltd.,Tianjin 300350,China)
The jointof shell and pipe in the pressure vessel,which is not contiguous area of the pressure vessel,and resulting in local stress in thewelding process,there is a certain deformation afterwelding.Swing,Awt technology to be used to develop a pressure vessel welding parametric simulation program,which is used formaterial properties,heat parameters set,modeling processes,the operational processes and methods do a"macro"handling.This is designed to simplify the simulation and improve the efficiency of formulating reasonable welding process parameters,ultimately provide reference for improving the quality of welding and welding distortion is reduced,thereby reducing the waste ofmaterials and resources.
P335GH;welding;finite element software;secondary development
TG457.5
A
1001-2303(2015)07-0088-05
10.7512/j.issn.1001-2303.2015.07.19
2014-08-24;
2015-01-14
天津市科技支撑计划资助项目(14ZCDGGX00790)
李云涛(1971—),女,天津人,副教授,博士,主要从事焊接和表面处理的科研和教学工作。
猜你喜欢
煤气与热力(2021年3期)2021-06-09
装备制造技术(2020年2期)2020-12-14
甘肃科技(2020年20期)2020-04-13
中国设备工程(2020年19期)2020-01-20
中国特种设备安全(2019年5期)2019-07-16
模具制造(2019年3期)2019-06-06
制造技术与机床(2017年11期)2017-12-18
电子制作(2017年19期)2017-02-02
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
中国工程咨询(2015年2期)2015-02-14
