35CrMo材质阀箱调质过程变形分析及解决
2015-02-05 08:58魏开龙霍焕志
金属加工(热加工) 2015年11期
■ 魏开龙,霍焕志
35CrMo钢(化学成分见表1)是一种中碳低合金结构钢,钢中wCr=0.80%~1.10%、wMo=0.15%~0.25%,因而具有较高的淬透性和良好的强韧性,可用于制造截面较厚大的零件。在具有良好强韧性的同时,该钢种的价格又比Cr、Ni钢等低廉,故在石油装备制造中被广泛应用,可制造转子、支柱等重载荷零部件。
为了充分发挥其综合力学性能,35CrMo钢均在调质状态下使用,而在不同的热处理条件下,毛坯会表现出各不相同的力学性能(见表2),我公司的阀箱采用该材质。
1.问题的提出
阀箱是我公司的主导产品之一,为保证阀箱的力学性能要求,阀箱粗车后需进行调质处理,即淬火+高温回火。我公司原阀箱调质工艺如图1所示。
35CrMo钢为亚共析钢,淬火加热温度为Ac3+30~50℃,35CrMo钢的Ac3为800℃,故选择830℃为淬火温度。淬火加热保温时间按如下经验公式估算:


表1 35CrMo钢的化学成分(质量分数) (%)
式中 t ——保温时间,min;
a——保温时间系数,min/mm;
k——工件装炉方式修正系数;
d——工件有效厚度,mm。
根据相关资料a=1min/mm,k=1.6,d取决于阀箱的实际厚度。
在生产过程中,调质后的阀箱经常出现以下缺陷。
(1)阀箱产生变形,其6个平面出现不同心部凹陷,如果粗加工时加工余量不足,会出现心部“黑皮”。
(2)阀箱的棱角出现崩裂掉块现象,并且阀箱的相贯孔出现放射状裂纹。
阀箱在调质过程中产生的缺陷给后续的机加工带来了难度,甚至会导致产品报废。
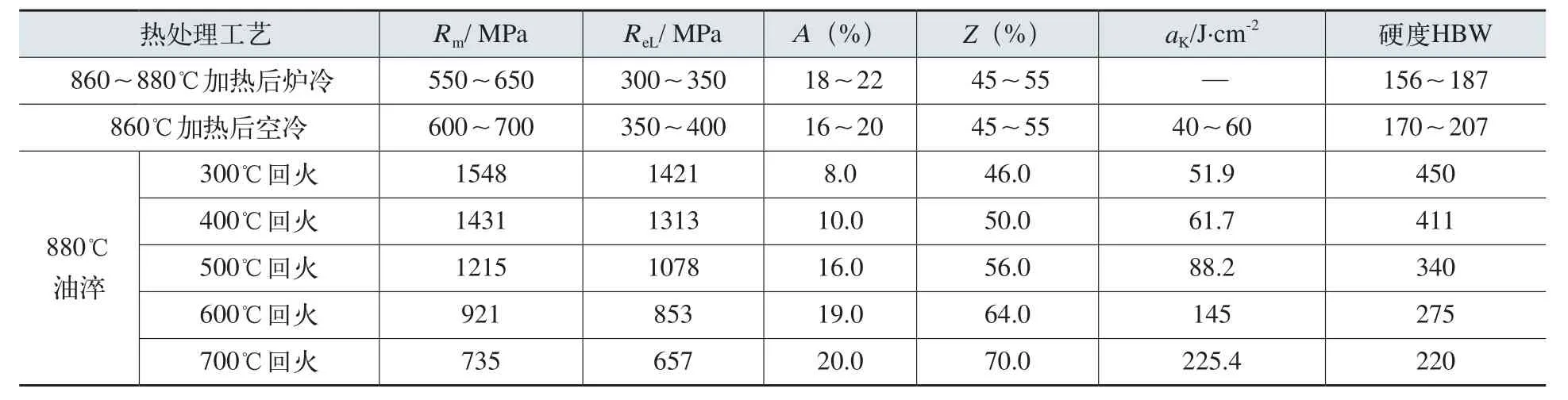
表2 35CrMo钢在不同热处理规范下的力学性能
2.阀箱的加热过程分析
物体的体积或长度随温度的变化而变化的现象称为热膨胀。一般说来,温度升高、体积增大,温度降低、体积收缩,这就是所谓的热胀冷缩现象。不同物质的热膨胀特性是不同的,即使是同一种物质,由于晶体结构不同、发生相变等原因,也会出现不同的热膨胀特性,甚至造成随着温度的升高,物质的体积不变或缩小的异常热膨胀现象。在阀箱开始加热的过程中,主要关注的是其加热时应力状态。
阀箱外表面先热,温度升高,尺寸膨胀。工件内部温度低,尺寸膨胀少,沿温度场径向产生拉应力。当内侧温度在300℃时(为蓝脆状态,塑性极低),阀箱内部的拉应力随着温差的增大而增大。故在阀箱加热时,应分时间段加热,升温速度也应尽量低,原则上低于传热系数和热膨胀系数。
3.阀箱的冷却过程分析
当阀箱在淬火时,外表面或工件一端首先冷却转变为马氏体,马氏体体积比室温组织胀大8‰。淬火部分的尺寸比未淬火部分的尺寸有时还要大,所以也有拉应力产生,此时的拉应力如果作用于正在相变的部位,相变应力与热应力叠加易产生变形或开裂,尤其是温度在820~840℃,此时材料的抗拉强度约200MPa,心部的奥氏体将产生塑性变形,该变形在回火时也恢复不了原状。
调质钢的回火有四个转变阶段,且每个阶段都存在着不同的组织特点。因此,不同的组织必定有不同的比体积变化,尤其是接近300℃回火时,则发生回火马氏体的分解,形成托氏体,即回火的第三阶段,这时比体积大的回火马氏体分解成比体积较小的回火托氏体,因而体积收缩。此时,如果组织应力超过钢的屈服强度时,就会造成阀箱的塑性畸变。
4.综合分析
当阀箱升温时,阀箱外表面先热,温度升高,尺寸膨胀。内部温度低,尺寸膨胀少,沿温度场径向产生拉应力。在应力集中或有缺陷的地方,易产生裂纹。
当阀箱淬火时,外表面首先冷却转变为马氏体,其体积胀大。阀箱淬火希望的理想效果是获得高而且均匀的表面硬度和足够的淬硬深度,消除淬火裂纹和减小淬火变形。因此,理想的淬火冷却介质应当是,当阀箱浸入淬火冷却介质中,为了获得马氏体组织,在过冷奥氏体稳定性低的温度范围,即等温转变图的鼻尖附近,冷却速度应大于临界冷却速度,使阀箱快速通过珠光体和贝氏体转变区,保证阀箱淬火后得到足够的硬度;而在Ms点稍下的温度,希望阀箱的冷却速度尽量缓慢,以减少由于阀箱内外温度差而引起的热应力和组织应力。
5.问题的解决
结合以上对阀箱加热、冷却过程中的受力分析,对阀箱的调质工艺进行了调整,如图2所示。
(1)选择在650℃保温1h,目的是均温,减小因温升过快产生的热应力。
(2)实际操作中,增加阀箱出炉后淬火前空气中的预冷时间,在空气中停留应控制在25~30s。降低棱角处的表面温度。
(3)应用亚温淬火工艺,即选择35CrMo钢的奥氏体临界点为阀箱的加热保温温度(35CrMo钢的Ac3为800℃),即800℃保温。这样在阀箱奥氏体化后,可保留一定量的铁素体,提高35CrMo钢的韧性,降低脆性转变温度,并可消除回火脆性。
(4)实际操作中控制阀箱淬火时的出水温度,选择300~400℃出水,由于此时的温度不易测量,可根据经验判断:阀箱出水后上表面四角短时间内存有水珠即可。
通过工艺改进,阀箱的调质质量有了大的改观,表面凹陷、棱角迸裂、相贯孔开裂现象出现的概率大大减小,阀箱的力学性能指标符合设计要求。
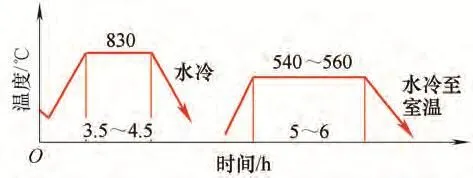
图1

图2
20150315
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
山东冶金(2022年1期)2022-04-19
政工学刊(2021年12期)2021-12-22
装备制造技术(2020年1期)2020-12-25
山东冶金(2019年3期)2019-07-10
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
饲料工业(2016年1期)2016-03-22