
COREX炉开口机电气和PLC控制部分优化
2015-02-10 09:37郭克研胡丽宾刘志良谭真
新疆钢铁 2015年2期
郭克研,胡丽宾,刘志良,谭真
(1.宝钢集团八钢公司炼铁分公司 2.宝钢股份罗泾炼铁厂)
1 前言
搬迁至八钢的1#COREX,在罗泾钢厂运行过程中铁口深度一直呈下降趋势,最低铁口达到过1600mm。为涨铁口,采取过调整出铁量、调整炉温、减压出铁、炮泥试验、开口不打击以及堵后保压等多种措施,但都不理想。铁口泥包是铁口内部前端与铁水接触的炮泥烧结物内部混合着渣铁,因此维护铁口深度的实质在于维持铁口前端稳定的泥包并使其不断涨大,维护铁口泥包开口机担当重要角色。当进行开口作业时,开口前期由于铁口孔道内炮泥烧结不好,开口机可以不用打击,只用扭矩力即可完成铁口孔道前端的钻入过程。当钻到铁口最后200~300mm的泥包时,由于泥包烧结好,且夹杂着渣铁,靠扭矩力钻入难度很大,不得不使用开口机打击来完成泥包钻透的过程。但是由于开口机是气液一体开口机,打击是气动的,使用打击时震动很大,对铁口泥包的破坏也很大,容易将形成的泥包全部打掉,造成铁口深度下降。1#COREX搬迁至八钢后,对开口机的电气及PLC控制系统进行了改进。
2 PLC在COREX炉等设备中的应用
Ⅰ期COREX炉开堵口机是炉前设备的一部分,开口机可在上位机选择自动、手动控制,也可根据需求在操作台选择集控、遥控以及机旁操作方式。HMI控制系统具有检测、实时显示、记录及设定参数的功能,满足对炉前设备功能精度和联锁保护。
炉前设备控制系统由S7-400、ET200和控制组态软件WINCC软之间通过Profibus-DP通讯构成,电气及仪表对炉前设备进行监控,炉前集控与COREX中控控制进行信号的传送;在控制系统中设置了PLC故障时的应急操作的继电器控制回路,同时还设置设备检修控制回路的三种模式(正常模式、检修模式和调整模式)并有故障报警。
3 开口机改造内容和实施过程
3.1 对原开口机设备进行全液压改造
改造内容包括对旋转吊挂机构以下部分的冲钻机构进行整体更新;新增冲击和钻杆夹钳液压阀组,并纳入炉前设备液压站系统;冲钻机构的整体更新,原气动控制柜用雾化控制柜代替,电气线路控制电磁阀组,PLC控制优化。
3.2 1#COREX炉开口机实施过程
开口机打击锤和夹钳为压缩空气驱动改成液压驱动,增加夹钳压力显示功能;水吹扫部分增加雾化功能,雾化部分由雾化加压泵、水吹扫阀、卸水阀和压力开关组成,见图1,图2。
改进后解决气动阀易损坏的问题。改为液压比例阀,又因液压比例阀输入信号为0~10V,而PLC模拟量输出为0~20mA信号需加装电流变送器。24V直流电源直接与比例阀电源相联,压力显示器模拟量输出直接与PLC模块相联,模拟量输入模块,地址PIW598模拟输入点增加了夹钳压力显示器模拟量输入。

图1 打击压力调节
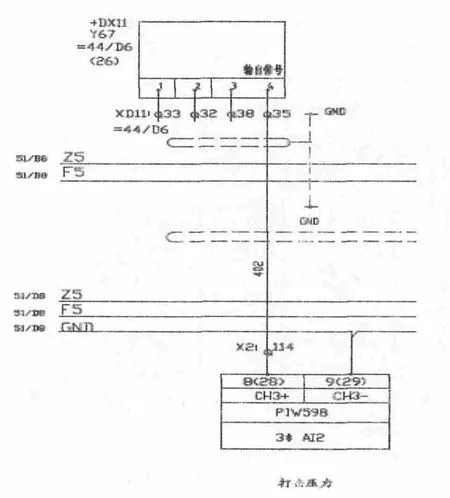
图2 压力显示信号转换
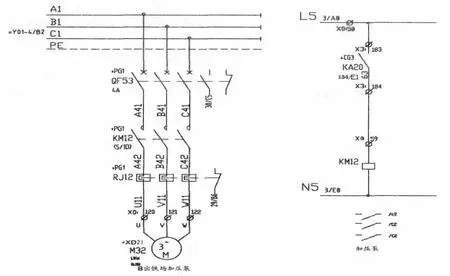
图3 雾化打水泵控制
图3为水吹扫部分增加雾化功能,增加雾化加压泵加压功能,数字量输出模块地址为Q46.0控制KA20中间继电器闭合或断开,进而控制雾化加压泵的启停。
根据设备设计电气及仪表原理图,接线图和管线表。液压部分控制夹钳电液换向阀开和关,正打电磁换向阀原输出程序不动,增加润滑电磁阀,地址为Q45.6控制水吹扫雾化系统加压泵。由于全液压设备反打也是正打功能,原来的反打数字量输出改为卸水阀输出,由数字量输出模块地址为Q45.7控制;增加了压力开关输人量,由数字量输入模块地址I48.4点输入,以上线路的设计改造全部完成。
3.3 增加改造功能在PLC程序输出
增加的PLC控制程序见图4,图5,图6,图7,图8。
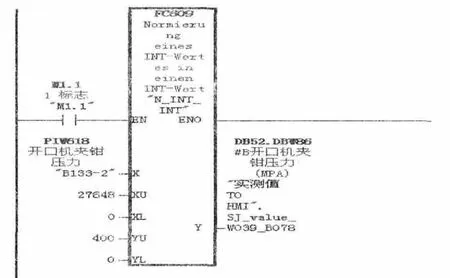
图4 夹钳压力显示
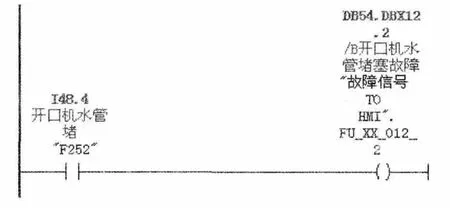
图5 开口机水管堵塞报警

图6 加压泵启动

图7 润滑阀启动
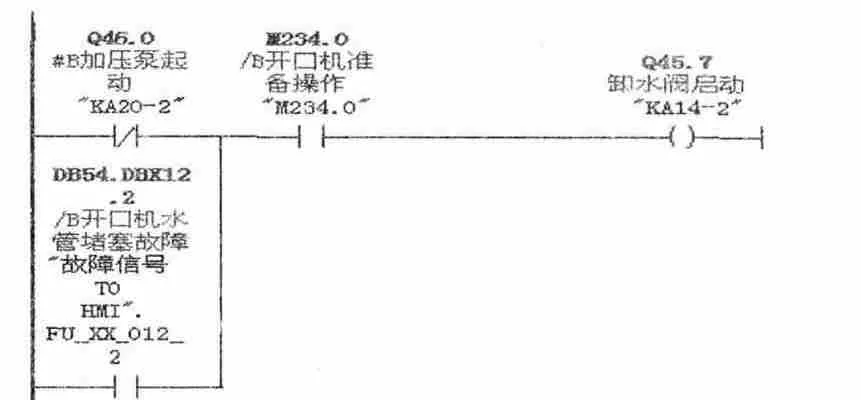
图8 水清扫卸水阀
施工过程中考虑到线路干扰问题,动力线(雾化泵电机使用380V交流)、控制线(换向阀使用110V交流)分别配线,模拟量信号的传送采用了屏蔽线,屏蔽层一端接地。开口机全液压控制部分改造全部完成,并与机械系统配套交付使用。
4 设备调试
开口机设备调试期设备开口、夹钳和雾化打水通过控制液压阀台和加压泵实现设备动作,基本达到了改造前预期目标。
COREX炉已投入生产,炉前开口机已投入生产运行,调试过程中给定压力和部分参数不能满足生产的快速动作的要求。为满足生产快速和准确性,开口机进给定压力由调试期200bar改为250bar,开口深度设计的3100mm调整为3500mm;进给速度由设计10mm/s改为20mm/s,以上参数根据生产要求进行调整,可以满足生产条件。开炉二十天的实践表明铁口深度保持原有设计深度,开口机开口正常。
5 结束语
生产过程中开口机液压驱动平稳性高,冲击力小,易于传递较大的力和扭矩,采用雾化柜解决设备的冷却效果和润滑。投入生产运行的实践表明,通过一系列优化改造达到了预期目标。
[1]张世生.《可编程控制器应用技术》西安电子科技大学出版社2009年.
[2]《开口机电气控制系统使用说明书》《开口机PLC控制程序》北京冶金设计院2007年.
猜你喜欢
山西冶金(2022年5期)2022-09-22
锻压装备与制造技术(2022年1期)2022-03-24
山东冶金(2020年6期)2021-01-04
装备制造技术(2020年2期)2020-12-14
中国特种设备安全(2019年2期)2019-04-22
铁道通信信号(2018年12期)2019-01-31
制造技术与机床(2018年11期)2018-11-23
电子制作(2016年21期)2016-05-17
新疆钢铁(2015年4期)2015-12-25
铁路通信信号工程技术(2014年5期)2014-02-28
