
城轨地铁不锈钢面板攻螺纹工艺优化
2015-02-20 06:51株洲南车时代电气股份有限公司湖南412001
金属加工(冷加工) 2015年16期
■株洲南车时代电气股份有限公司 (湖南 412001) 毛 波
城轨地铁不锈钢面板攻螺纹工艺优化
■株洲南车时代电气股份有限公司 (湖南 412001) 毛 波
摘要:本文介绍了城轨地铁不锈钢面板攻螺纹工艺优化,主要阐述了丝锥旋转精度测量、丝锥选择、工艺参数优化及常见问题处理方案,提升面板攻螺纹质量。
不锈钢攻螺纹是很多制造企业的一大心病,尤其是在动载的安装条件下,攻螺纹质量尤为重要。目前随着城市轨道交通的迅猛发展,轨道车辆装备的需求日益增长,公司城轨地铁柜体的需求量日益增加,优化不锈钢面板攻螺纹工艺,提升攻螺纹质量,势在必行。通过对问题的汇总分析、工艺试验论证及工艺参数优化等工作,总结了一些经验并推广,取得了一定的效果。
1. 问题描述
城轨地铁柜体上2.5m m、3.0mm不锈钢面板(SUS304)攻M3螺纹,经常出现丝锥被“咬死”在螺孔中,崩齿或折断,丝锥磨损严重,螺纹止通规检验止不住等现象,严重影响生产的正常进行。
2. 问题分析
为了确认攻螺纹质量不良的根本原因,在现场随机选取了20个螺纹孔,采用螺纹止通规进行检查,8个合格、9个止不住、3个通不过,不合格率高达60%。从不合格的现象初步判定,止规止不住的原因是丝锥夹头旋转精度超差,通规通不过的原因是丝锥牙尖磨损、加工的螺纹不规范。为了进一步确认原因是否正确,对丝锥夹头旋转精度、丝锥磨损情况及工艺参数进行了确认。
(1)丝锥质量:现场攻螺纹用的丝锥是普通直槽丝锥,普通直分屑槽丝锥通常用碳素工具钢(T12)制成,硬度能达到60HRC,加工性能好、价格低,应用较为广泛;但淬透性低,热硬性差,刃部至250℃时硬度和耐磨性下降。攻螺纹时牙尖角相对螺纹底孔圆周成直线切削,较大的旋转摩擦使切削部位发热,降低了刃口的硬度、使磨损加快,表面相对较硬的镀锌层对丝锥牙尖易损坏,丝锥直径小、易折断,旋转及切削阻力导致局部波动影响螺纹质量等。从攻螺纹之后的丝锥外观看出丝锥磨损较为严重,如图1所示。
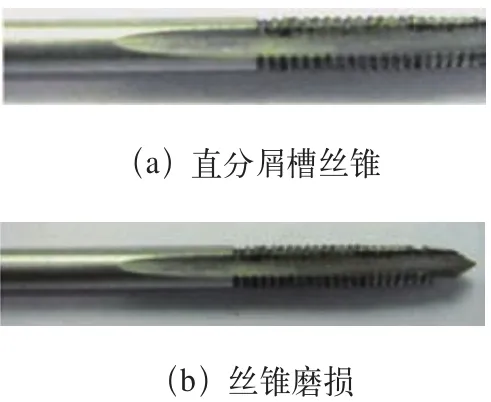
图1 丝锥质量
(2)攻螺纹设备:攻螺纹通常分为机动攻螺纹和手动攻螺纹两种方式,针对这些面板采用的是机动攻螺纹。将夹头的三爪端夹紧丝锥,另一端与攻螺纹的主轴联接,经带轮、皮带与电动机主轴形成了完整的皮带传动机构,通过人工操作离合器上下运行实现丝锥正、反转完成螺纹加工。台式攻螺纹机上丝锥夹头的旋转精度是保证攻螺纹质量及丝锥使用寿命的关键,参考设备及螺纹精度要求,丝锥夹头旋转一周径向跳动应≤0.02mm。
将检验棒装夹在丝锥夹头的三爪夹头端,夹头的另一端与主轴联接,百分表通过支架锁紧并固定在攻螺纹机上,测量头与检验棒外圆上的最高点接触、行程刻度表显示压缩1~2格;手动皮带旋转、通过带轮联接主轴并带动夹头中的检验棒做360°旋转,百分表上所显示的最大与最小差值为0.12mm,表示旋转精度不合格,如图2所示。
(3)工艺参数:攻不锈钢螺纹时,“胀牙”现象比较严重,丝锥容易“咬死”在孔中,所以螺纹底孔应适当加大。一般情况
下,螺距为1mm以下的螺纹底孔直径等于公称直径减去螺距;螺距大于1mm时,螺纹底孔直径等于公称直径减去1.1倍螺距。从现场记录的底孔直径来看,并没有加大螺纹底孔。
从以上现场实物及过程分析,丝锥质量、设备精度及工艺参数均存在问题,为此需要从以下3个方面进行工艺改进和优化。
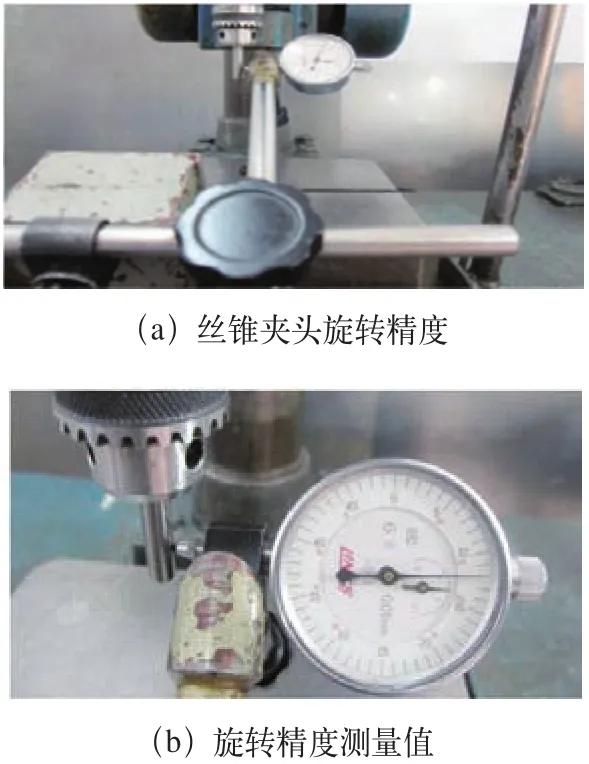
图2 设备精度的检测
3. 攻螺纹工艺优化
(1)丝锥改进:螺旋分屑槽丝锥(见图3),常用高速钢(W18Cr4V)制成,有足够的强度和耐磨性,硬度高达65HRC,切削加工性能好、方便制造。攻螺纹时牙尖角相对螺纹底孔圆周成螺旋线切削,能有分散丝锥旋转时的切削负荷,保持丝锥的强度,攻螺纹时平稳切削没有局部波动,能确保螺纹的质量。

图3 改进后选用的丝锥
(2)设备改进:对台式攻螺纹机主轴、丝锥夹头及旋转精度进行修复,通过攻螺纹夹头装夹的检验棒旋转一周检验,径向跳动≤0.02mm,如图4所示。

图4 改进后的精度
(3)工艺参数改进:对塑性好的材料可按标准适当加大底孔,使丝锥牙尖与孔壁硬化层不接触,减少磨损,延长丝锥的使用寿命。螺纹经攻螺纹切削时的挤压产生塑性变形,底孔适当缩小,使螺纹底孔达标。
通过上述改进,并定期确认丝锥质量、丝锥旋转精度检测,很好地解决了不锈钢面板的攻螺纹质量,满足了生产要求。
4. 常见问题解决方案
结合工艺试验及批量生产过程中的经验,对不锈钢面板攻螺纹过程中常见问题进行了归纳总结,并推广使用,取得了较好的效果,具体如下:
(1)丝锥折断:丝锥折断的主要原因是螺纹底孔直径偏小,排屑不畅,材料中杂质导致丝锥磨损严重。攻螺纹时切削速度过快,丝锥中心与底孔不同轴,导致折断,如图5所示。

图5 丝锥折断
解决方案:螺纹底孔直径可按标准加大,排屑不畅可选择螺旋槽丝锥。攻螺纹过程中适当降低攻螺纹的切削速度,调整工作台与丝锥安装主轴的垂直度,确保丝锥与底孔同轴。也可采用优质材料制造的丝锥攻螺纹并定期更换丝锥。
(2)丝锥崩齿:丝锥崩齿的主要原因是单齿切削量过大,切削前角较小,切削部位磨损严重,如图6所示。

图6 丝锥崩齿
解决方案:增加切削导锥长度,增大丝锥切削前角。
(3)止规止不住:止规止不住的主要原因有:攻螺纹时丝锥与主轴不同轴;丝锥刃口上有粘结物;丝锥选择不当或有装夹问题。
解决方案:修复主轴或更换夹头;清除丝锥上的粘结物;选择旋转平稳的螺旋槽丝锥进行正确装卡。
(4)通规通不过:通规通不过的主要原因有:丝锥长时期使用表面磨损严重;攻螺纹操作不规范,导致螺纹有效深度不足;螺纹表面质量较差或者有毛刺。
解决方案:及时更换合格丝锥;定位攻螺纹确保深度达到要求;适当减少丝锥前角,清除丝锥刃口上的粘结物,选择合适的切削液冷却丝锥,必要时可对丝锥增大润滑。
5. 结语
城轨地铁不锈钢面板,按照上述改进之后的工艺方法以及常见问题的处理方法,很好地指导现场生产,并确保产品的攻螺纹质量。同时将这些工艺要求推广到其他规格的不锈钢攻螺纹以及外协供应商,都取得了较好的效果。
收稿日期:(20150523)
猜你喜欢
一重技术(2021年5期)2022-01-18
装备制造技术(2020年11期)2021-01-26
制造技术与机床(2019年8期)2019-09-03
四川水力发电(2018年4期)2018-03-25
制造技术与机床(2017年2期)2017-05-04
三峡大学学报(自然科学版)(2017年1期)2017-03-20
山西建筑(2016年36期)2016-02-13
现代冶金(2015年4期)2015-02-06
组合机床与自动化加工技术(2014年11期)2014-06-29
中国三峡(2013年7期)2013-09-13
