
电信号演绎法快除机床短路故障(上)
2015-02-22 01:16中国重汽集团济南桥箱有限公司山东250022刘胜勇
金属加工(冷加工) 2015年20期
■中国重汽集团济南桥箱有限公司 (山东 250022) 刘胜勇
电信号演绎法快除机床短路故障(上)
■中国重汽集团济南桥箱有限公司 (山东 250022) 刘胜勇
摘要:针对三例机床短路故障,运用电信号演绎法迅速排查出故障原因并制定整改措施,进而提高了维修效率、缩短了机床停机时间,对机床用户具有相当高的参考价值。
伴随我国各产业现代化进程的稳步推进,包括立/卧式车床、车削中心、内/外圆磨床、立/卧式加工中心、花键铣床、直齿/螺旋齿滚齿机、研齿机和磨齿机等数控装备在内的现代机床正被大量应用于工业、农业、军事、医疗和服务等领域的产品加工链中。这些机床的电气线路一旦发生短路故障——不同电位的导电部分之间被导电体短接或其间的绝缘被击穿,势必会造成直流或交流形式的电源供应异常、元器件烧毁和控制动作失灵等,进而影响产品质量与生产进度。
何为电信号演绎法
电信号演绎法源于模块化维修思想,是集原理分析法、报警信息分析法、数据/状态检查法、在线监控法、测量比较法、隔离法、强迫闭合法及程序测试法的一种现代综合性维修方法。其中,原理分析法是按电信号的流向梳理元器件的工作过程;报警分析法是借助LCD屏显报警信息或LED屏显报警号,探知故障的可能部位和原因;数据/状态检查法是通过LCD屏显的机床参数或输入/输出信号的通断状态缩小故障排查范围;在线监控法是借助机床自带跟踪功能或外设PC机上工控软件的在线功能,捕捉故障的联锁/互锁信号;测量比较法是借助万用表等工具测量目标电路的电压、电流、电阻、电平或波形,并与正常值比较;隔离法是通过机械与电气的分离、支路与支路的分离或控制方式的转换等缩小故障排查范围;强迫比合法是借助机床自带强制功能或外力迫使常开触点闭合,以查看目标元件的动作状态;程序测试法是按数控系统要求编写并运行一段试验程序,以排查机床功能的不良/缺失。
短路故障实例分析
1. 数控滚齿机SV0411和SV0436报警的故障分析
(1)故障现象:一台配置FANUC 0i MD系统并用于直齿圆柱齿轮剃前滚齿的YKX3140M型数控高效滚齿机(下称滚齿机),在MEM自动方式下执行程序时,一旦Z坐标轴移动就屏显SV0411和SV0436报警,并伴有严重的“哗哗”作响声;在JOG手动方式下反复移动Z坐标轴时,屏显SV0414报警。关机重启后报警消失,再次移动Z坐标轴时又屏显相同报警。如此滚齿机不能继续工作。
(2)诊断分析:按四步到位法维修要求,合理运用报警信息分析法、数据状态检查法和测量比较法等现代故障诊断分析方法,对故障原因展开排查。
报警信息分析法解析三条屏显报警:
“SV0411 Z-AXIS EXCESS ERROR”报警内容为Z坐标轴移动中的位置偏差量超出CNC参数#1828的设定值,即#1828. Z=32000检测单位。因检测单位=最小移动单位/#1820给定Z轴的指令倍乘比C M R=M系列的最小设定单位η/#1820给定Z轴的指令倍乘比CMR,且η由参数#3401.6/GSB和#3401.7/GSC所确定的米制机床的G代码体系A、B或C决定(#3401.6=0、#3401.7=0确定为G代码体系A时η=0.01mm),故#1828. Z=32 000×0.01mm/50=6.4mm。根据FANUC全数字伺服控制系
统框图,在Z坐标轴执行插补指令移动时,CPU传送的指令值随时分配脉冲P_cmd,编码器反馈值随时读入脉冲P_fb,误差寄存随时计算实际误差值E=P_cmd -P_fb,一旦P_cmd和P_fb中的一个不能正常工作(多为P_fb出错),则E值发生变化,在E值超过参数#1828.Z时,立即屏显SV0411报警。通常在半闭环控制系统的数控机床中,反馈环节不良(如编码器损坏、反馈电缆断线或破皮等)使反馈信息不能准确传递至数控系统,以及伺服放大器故障(驱动晶体管击穿、驱动电路故障、动力电缆断线或虚接等)、伺服电动机损坏(电动机进油/进水或匝间短路等)或机械过载(导轨严重缺油/损伤、滚珠丝杠副/蜗杆蜗轮副损坏、支承轴承不良、联轴器松动/损坏等)使伺服电动机不能转动时,均会引起SV0411报警。
“S V 0 4 3 6 Z - A X I S SOFTTHERMAL(OVC)”报警内容为Z坐标轴的数字伺服软件检测到软发热保护。SV0436既对应于系统诊断画面下诊断号DGN200的位5,又对应于伺服调整画面的报警1,其实质为Z轴伺服放大器的实际输出电流超过该轴伺服电动机额定电流的1.5倍(时间累计1min)。一般情况下,CNC参数设定错误或伺服软件不良,坐标轴的制动器未打开,机械传动部件配合过紧、润滑不良、导轨副镶条调整不当或滑块不良,切削负载大或切削参数不合理,伺服电动机匝间局部短路或连接电缆短路,伺服放大器的控制电路板故障,均可能引起SV0436报警。
“SV0414 Z-AXIS DETECT ERROR”内容为Z坐标轴伺服检测系错误(过电流、异常电流、高电压或低电压等)的综合报警。SV0414应借助系统诊断画面下诊断号DGN200、DGN201与DGN204的位0~7的状态来进一步判断其真正原因,进而缩小故障的排查范围。
数据状态检查法推断报警原因。对于SV0411报警不能仅按报警提示修改参数#1828的设定值,否则修改#1828后滚齿机立即屏显SV0414报警。基于“先简单后复杂”的维修思路,在FANUC系统屏显SV0411或SV0436报警时,可在操作监视画面下观察Z坐标轴在静止状态、空载移动状态及实际切削状态时的负载率大小,以便快速推断故障存在于机械方面或电气方面。在图1所示的滚齿机操作监视画面(空载移动状态)中,水平布置的轴向进给轴Z的载荷计显示268%,遂推断伺服电动机可旋转但有较大的机械阻滞存在,如Z轴制动器未打开、蜗杆蜗轮副损坏和导轨严重缺油/损坏等。

图1 YKX3140M型数控高效滚齿机的操作监视画面
测量比较法排查故障点。基于“先外部后内部”的维修思路,先判定Z轴制动器是否打开,再检查后续蜗杆蜗轮副与导轨的状态。滚齿机上Z轴制动器的PMC梯图如图2所示,伺服轴Z的电气控制回路如图3所示。

图2 滚齿机上Z轴制动器的PMC梯图

图3 滚齿机上伺服轴Z的电气控制
先在M C P上依次操作[S Y S T M E M]功能键、[]右扩展键、[PMCLAD]软键与[梯形图]软键后,进入PMCLAD梯图显示画面,搜索Z轴制动器释放输出地址Y3.2处于得电状态。再由万用表直流电压挡测量端子Y3.2与2L-间的DC24V正常,中间继电器KA21线圈得电后其常开触点闭合。由图3可知,正常情况下万用表直流电压挡测量端子90与1L-间应有DC24V——Z轴制动器线圈工作电压,但电压测量结果实际为0V,遂推断线路可能存在断线。为此,切断机床电源并用万用表欧姆挡分别测量端子90、1L-接线的通、断,然而线路正常。于是将故障判定点移向Z轴制动器侧的电缆插头XT3处,发现机床上电KA21吸合的瞬间时XT3存在打火现象。检查后,确诊故障点为XT3处DC24V线路存在短路。
(3)解决措施及维修效果:据诊断分析结果,更换XT3处损坏的电缆插头,若生产任务紧急或缺少配件时,可梳理接线并用绝缘胶布细致包扎。试机后,再也没有出现“Z轴移动时SV0411和S0V436报警”的故障。
2. 数控剃齿机上CNC系统重启后报警的故障分析
(1)故障现象:一台配置FANUC 0i Mate-TD系统并用于直齿圆柱齿轮径向剃齿的YD4240CNC2数控剃齿机(下称剃齿机),在MEM自动方式下执行加工程序时,按[循环起动]钮后CNC系统就断电重启,并屏显EX1002、SV0603报警。操作者多次关机重启,故障现象依旧,进而造成剃齿机停转。
(2)诊断分析:按四步到位法维修要求,合理运用报警信息分析法、功能程序测试法和测量比较法等现代故障诊断分析方法,对故障原因展开排查。
报警信息分析法解析三条屏显报警:
“EX1002 Hydraulic not start up”是剃齿机的1条外部报警,用于提示机床的液压未起动。若操作者再次点按MCP上[液压起动]钮SB6,液压电动机M2立即工作。因此,EX1002仅是提示性报警,不是“循环起动钮CNC系统重启后报警”的故障真因。
“SV0603 X轴IPM过热”与“SV0603 Z轴IPM过热”是剃齿机的内部报警,用来监测βi伺服单元SVU的IPM检测到过热报警。SV0603报警的主要原因和排除方法如表1所列。
原理分析法梳理M2的工作过程(见图4)。剃齿机开机,使三相AC380V接入,释放MCP 上SB9钮及工作台侧SB10钮,使PMC输入信号地址X8.4接通,点击MCP上SB6钮,使PMC输入信号地址X2.3接通,M2未过载时QF2的保护触点接通,并使X3.7=1梯图中M2起动控制用线圈Y0.3得电保持并输出型号HH54P-FL的中间继电器KA4线圈接通,其常开触点闭合型号CJX1-12的交流接触器KM1线圈接通AC220V后,主触点闭合380V交流电随低压断路器QF1~2的接通而进入M2M2旋转,并带动变量叶片泵(型号HVPVCF30-A3-02)一起工作。伴随
KA4常开触点的闭合,液压指示灯HL5点亮呈白色。点击MCP上SB7钮,使PMC输入地址X2.4断开或者QF2过载,使X3.7断开时得电自锁状态的Y0.3会断电,M2则会停止工作。
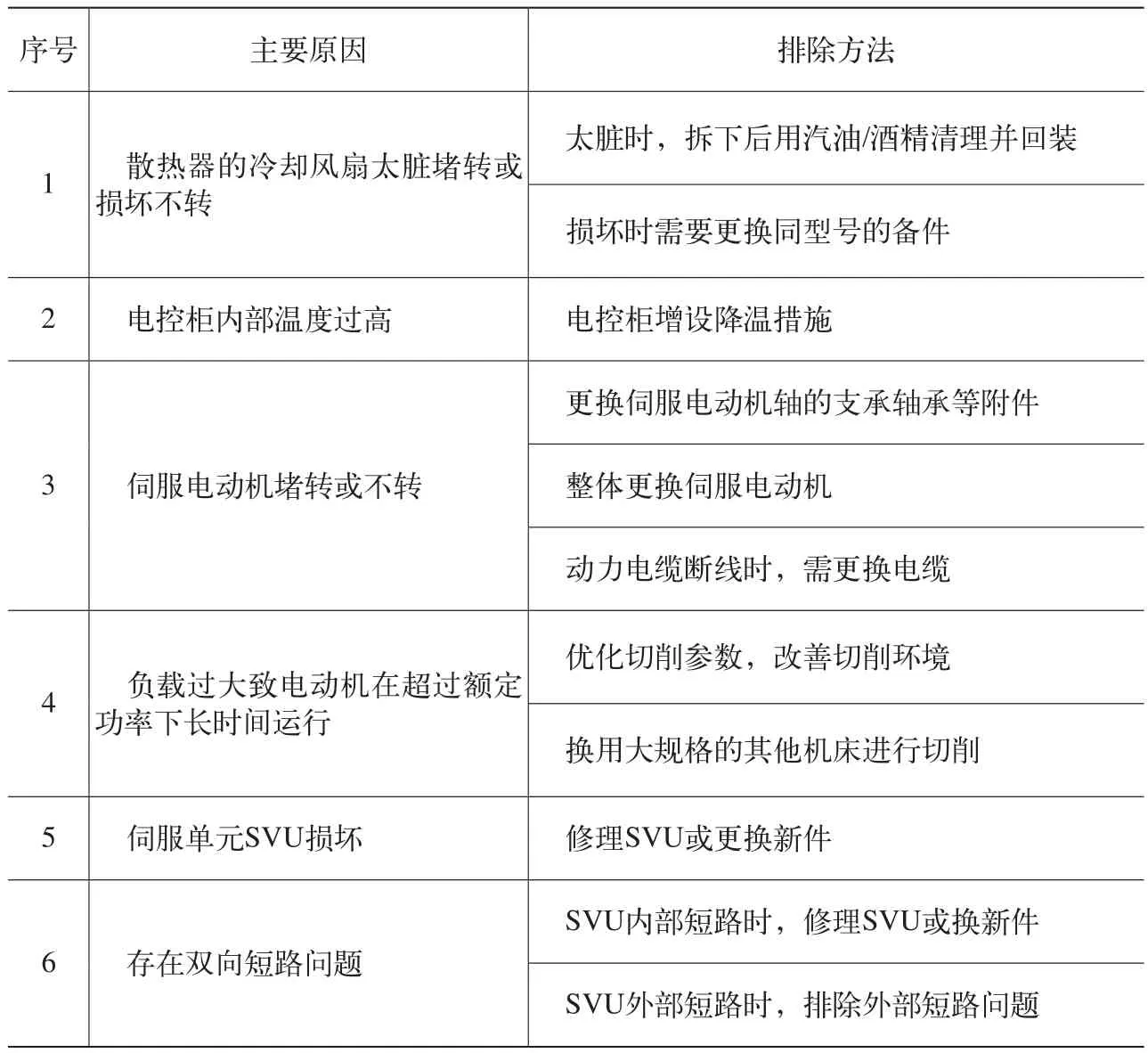
表1 βi伺服单元SV0603报警的主要原因和排除方法

图4 YD4240CNC2数控剃齿机上液压电动机M2的PMC梯图
程序测试法测试非MEM方式下的工作状态。JOG手动方式下,分别点击MCP上左顶尖前进/后退按钮、右顶尖前进/后退按钮、排屑开/关按钮、冷却开/关按钮时,相应动作正常、按钮指示灯点亮,且CNC系统不会断电重启。由此推断这些按钮及其指示灯、中间继电器和电磁阀等元件状态正常。
JOG方式下,点击循环起动钮(此时HL3灯不会点亮),机床正常并无断电重启问题。由此推断循环起动钮状态正常。
MDI方式下,屏幕输入程序段“M03 S150”(“G01 X-5. F10”)并点击循环起动钮时,剃齿机未按正常状态实施主轴正转(X伺服轴以10mm/min速度切削进给)、HL3点亮,而是CNC系统又出现断电重启并屏显EX1002、SV0603报警问题。根据以往维修经验——短路多与按钮、指示灯、线路、继电器及电磁阀等有关,推断中间继电器KA14(型号HH54P-FL)或四色指示灯的HL3存在短路故障。
用测量比较法排查短路故障点。先将KA14常开触点的端子线54脱开后,在MEM方式下执行程序并按[循环起动]钮时,机床切削动作正常,仅是HL3灯不再点亮。此点说明KA14状态完好,短路故障点在HL3及其线路上。随后,在四色指示灯侧脱开HL3的端子线54与34,万用表欧姆挡测量线路54、34间没有短路。据此,故障排查后移至HL3处,万用表欧姆挡测其电阻值为0后,判定HL3短路。
(3)解决措施及维修效果:据诊断分析结果,更换四色指示灯,恢复先前接线。
试机后,再也没有出现“按循环起动钮CNC系统重启后报警”的故障。
(待续)
收稿日期:(20150730)
猜你喜欢
数理化解题研究(2021年34期)2021-12-26
建材发展导向(2021年18期)2021-11-05
制造技术与机床(2019年11期)2019-12-04
电子制作(2019年20期)2019-12-04
设备管理与维修(2019年12期)2019-10-26
妈妈宝宝(2019年10期)2019-10-26
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
重庆工商大学学报(自然科学版)(2018年4期)2018-07-10
高中生·天天向上(2018年2期)2018-04-14

- 金属加工(冷加工)的其它文章
- 大型箱体配合加工技术研究
- 微小误差对加工制造的影响