基于PROFIBUS总线的陶瓷过滤机集中控制系统设计
2015-03-09 05:45吴劲松
现代矿业 2015年3期
吴劲松
(安徽铜冠机械股份有限公司)
基于PROFIBUS总线的陶瓷过滤机集中控制系统设计
吴劲松
(安徽铜冠机械股份有限公司)
江西铜业股份有限公司某选厂根据现场实际情况,设计了一套PROFIBUS工业现场总线控制系统,提出采用SIMTIC NET将装有西门子CP5611通讯卡的工业控制PC设置成一个虚拟PROFIBUS主站,并安装组态王KingView组态软件,组态王通过OPC服务功能与SIMTIC NET交换数据,主站、从站之间通过PROFIBUS总线直接进行通信、数据采集和交换,从而实现对多台陶瓷过滤机及其周边系统的集中控制。结果表明:该控制系统具有较高的稳定性、较高的控制精度和品质。
PROFIBUS总线 CP5611 组态王 陶瓷过滤机 集中控制
PROFIBUS现场总线,即过程现场总线,是面向工厂自动化、流程自动化的一种国际性的现场总线标准,是目前国际上通用的现场总线标准之一,它以其独特的技术特点、严格的认证规范、开放的标准、众多厂商的支持和不断发展的应用行规,已成为最重要的和应用最广泛的现场总线标准。目前PROFIBUS总线已经覆盖制造业、楼宇自动化和过程自动化等多个自动化领域。
陶瓷过滤机是一种矿浆脱水设备,具有高效益、低能耗、自动化程度高、运行可靠、滤饼含水量低等特点,是目前选矿脱水的首选设备,广泛应用于冶金、矿山、化工等行业。江西铜业股份有限公司某选矿厂精矿工段目前装有6台陶瓷过滤机,这些陶瓷过滤机及其周边设备分散于企业生产现场,生产线较长,操作控制极不方便,工人劳动强度大,为了提高生产的自动化程度,设计了一套基于PROFIBUS总线的陶瓷过滤机集中控制系统。
1 设计方案
1.1 技术要求
现场6台陶瓷过滤机过滤2种矿产品,分别是铜精粉和硫精粉(现场工艺见图1),因此精矿集中控制系统应分成铜系统和硫系统,2个系统由1台计算机控制,铜系统和硫系统的陶瓷过滤机分别与其对应的泵、阀、皮带等周边设备实现联启联停、故障报警、联锁、紧急停止及日常生产管理报表记录等功能。

图1 现场工艺
1.2 总体设计方案
精矿集中控制系统采用1台高性能工控机安装CP5611卡和SIMTIC NET2005软件,组态成PROFIBUS主站,并生成PROFIBUS总线,6台陶瓷过滤机的控制系统采用S7-200系列PLC控制,每台PLC增加1只EM277模块,作为PROFIBUS从站连接在总线上。另考虑陶瓷过滤机控制系统的独立性,单独制作1套控制系统,对于周边设备(泵、阀、皮带等)进行控制,该控制系统也应用S7-200系列PLC并安装EM277模块,作为PROFIBUS从站连接在总线上设计方案原理见图2。
在PROFIBUS总线设计完成后,在主站PC上安装组态王6.52版软件,进一步将其改造成监控站,形成一个PROFIBUS主站与监控站一体的控制器工作站,组态王和主站之间采用OPC方式通讯,提供监控人机界面,实现所需的功能。
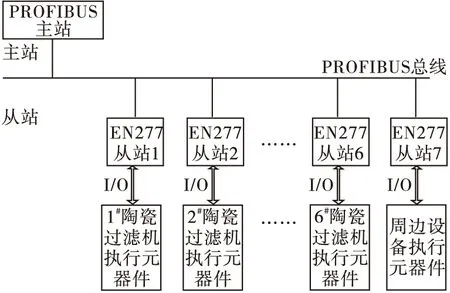
图2 设计方案原理框图
2 硬件配置
2.1 周边设备控制系统硬件配置
设计周边设备控制系统采用西门子S7-200 PLC作为控制系统核心[1],由于需要控制的泵、阀、皮带较多,CPU采用226型号,该CPU具有16点数字量输入和16点数字量输出,扩展3只EM222模块,以增加PLC的输出点数,每只模块可增加8点数字量输出。增加1块EM277模块以支持PROFIBUS总线,EM277模块的站号设置为17号站。周边设备控制系统PLC控制系统原理见图3。

图3 周边设备控制系统PLC控制系统原理
2.2 各台陶瓷过滤机控制系统
由于现场已有的陶瓷过滤机的控制系统均为西门子S7-200系列,可通过外挂EM277模块支持PROFIBUS,因此6台陶瓷过滤机的PLC全部增加一块EM277模块,按顺序将各台陶瓷过滤机的EM277模块站号设置为11~16。
2.3 计算机主站硬件配置
为提高系统稳定性,主站采用研华原装工控机。由于监控内容较多,监示器选择21寸液晶显示器,以便在同一监控画面显示更多的内容。为了让工控机支持PROFIBUS通讯,在工控机内安装一块PCI接口的CP5611通讯卡。
2.4 PROFIBUS总线连接[2]
整个脱水工段生产线较长,为了保证通讯质量,通讯电缆选用西门子专用的DP电缆,接头选用专用的西门子DP接头,该DP接头接线方便,内置终端电阻,可通过开关启用。用DP电缆和DP接头将工控机、6台陶瓷过滤机和1台周边设备控制PLC的EM277串接起来,形成总线,总线两端接入终端电阻。
3 系统实现与编程
3.1 从站通讯功能实现
修改每台陶瓷过滤机的PLC梯形图,将PROFIBUS主站所需的数据传送到数据缓冲区中,供PROFIBUS主站读取,同时将来自主站的控制信号编入梯形图中。根据精矿工艺流程和电气原理图编制周边设备控制系统PLC梯形图并调试,在梯形图中也加入数据传送指令。
3.2 主站设置
工控计算机安装SIMTIC NET 2005,使用Simatic net 软件Configuration Console组件将PC机组态成虚拟主站,设置主站站号为3。在虚拟PC Station中,添加OPC Server应用及CP5611通讯卡。主站配置见图4。
3.3 PROFIBUS总线配置
使用SIMATIC NCM PC Station Wizard创建新工程,进行PROFIBUS总线配置。配置CP5611卡,设置CP5611卡的地址和通讯波特率及协议模式,并设为主站。在生成的DP master 总线上添加EM277模块作为DP从站。设置EM277 的PROFIBUS地址与实际模块的拨码一致,对应从站数据交换区设置EM277的地址偏移量,为总线上的EM277建立数据交换区。PROFIBUS总线配置见图5。
将7个从站全部加入,完成总线的配置。下载配置信息到PC站中,PROFIBUS总线组态完成。
3.4 组态王监控组态
安装并运行组态王软件,选择OPC服务为数据来源。按工艺组态画面并为事件编写脚本,将陶瓷过滤机分别与铜、硫系统皮带进行联锁,当皮带跳闸后,触发陶瓷过滤机的报警功能,并进行相应操作,防止皮带埋死。监控画面组态见图6。

图4 主站配置

图5 PROFIBUS总线配置
4 结 语
基于PROFIBUS总线的陶瓷过滤机集中控制系统采用SIMTEC NET2005虚拟机充担主控制器,各陶瓷过滤机采用EM277作为从站,构成PROFIBUS总线,实现了陶瓷过滤机及其周边设备的集中控制,PROFIBUS主站与组态王采用OPC方式通讯,通讯速度快,数据可靠;利用组态王强大的组态功能,保存有完整的历史数据、操作和报警记录;该控制系统以较低成本获得了能满足现场使用需求的功能,具有较高的稳定性、控制精度和品质,操作简单且控制可靠;该系统所使用的PROFIBUS总线兼容性和可扩展性极佳,可与上一级总线相连,为将来整个车间的集中控制系统打下了良好的基础,具有较高的现实意义。

图6 监控画面组态
[1] 廖常初.S7-300/400 PLC应用技术[M].北京:机械工业出版社,2005.
[2] 方 文.现场总线控制系统在选矿自动化中的应用研究[J].有色金属:选矿部分,2010(6):45-47.
2014-12-24)
吴劲松(1971—),男,工程师,244061 安徽省铜陵市翠湖三路1606号。
猜你喜欢
中国金属通报(2020年20期)2020-12-09
河南化工(2020年1期)2020-03-10
中国水能及电气化(2019年10期)2019-11-07
机电信息(2018年36期)2018-12-21
组合机床与自动化加工技术(2017年1期)2017-02-15
电子制作(2017年23期)2017-02-02
电子制作(2017年23期)2017-02-02
中国教育技术装备(2016年20期)2016-12-12
中国设备工程(2016年10期)2016-02-06
科技传播(2012年10期)2012-06-06